S
(Л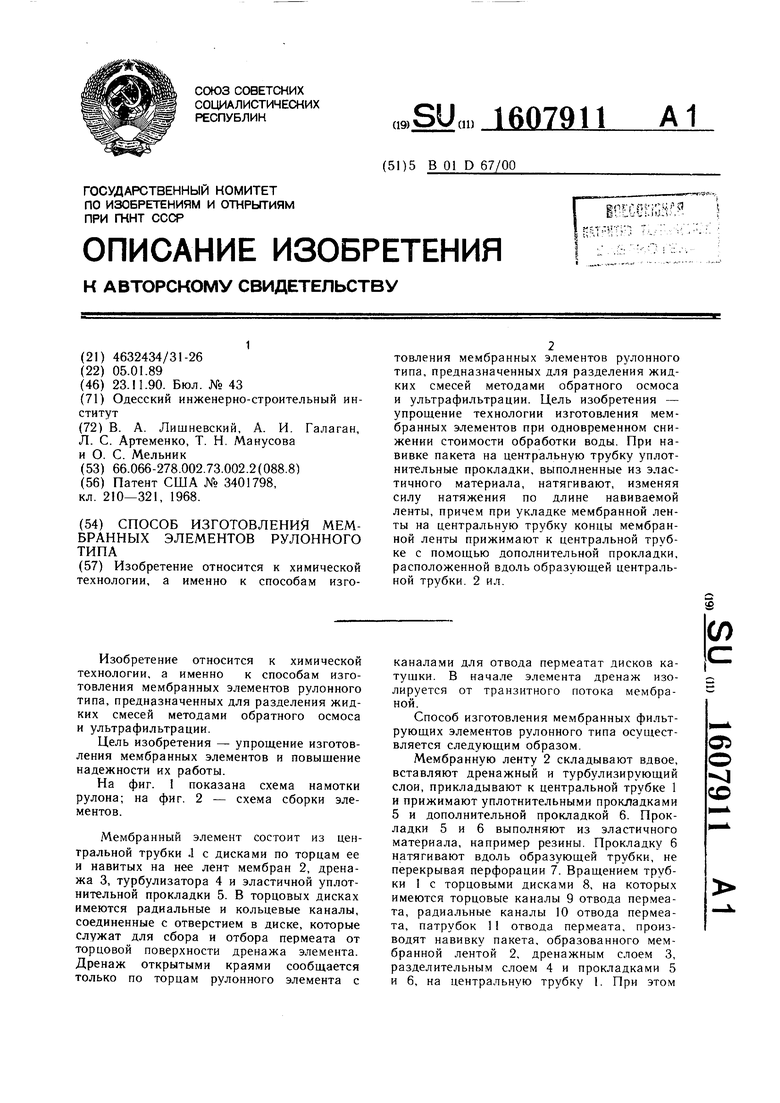
| название | год | авторы | номер документа |
|---|---|---|---|
| Электробаромембранный аппарат рулонного типа | 2024 |
|
RU2838328C1 |
| Электробаромембранный аппарат рулонного типа | 2023 |
|
RU2826576C1 |
| Электробаромембранный аппарат рулонного типа | 2016 |
|
RU2634010C2 |
| Электробаромембранный аппарат рулонного типа с низким гидравлическим сопротивлением | 2017 |
|
RU2671723C1 |
| Электробаромембранный аппарат рулонного типа | 2019 |
|
RU2700379C1 |
| Электробаромембранный аппарат рулонного типа | 2022 |
|
RU2782940C1 |
| Электробаромембранный аппарат рулонного типа | 2023 |
|
RU2804768C1 |
| Электробаромембранный аппарат рулонного типа | 2022 |
|
RU2788979C1 |
| МЕМБРАННЫЙ АППАРАТ ДЛЯ РАЗДЕЛЕНИЯ ГАЗОВ | 1991 |
|
RU2026725C1 |
| МЕМБРАННЫЙ ПЛОСКОКАМЕРНЫЙ ЭЛЕМЕНТ | 1990 |
|
RU2019279C1 |
Изобретение относится в химической технологии, а именно к способам изготовления мембранных элементов рулонного типа, предназначенных для разделения жидких смесей методами обратного осмоса и ультрафильтрации. Цель изобретения - упрощение технологии изготовления мембранных элементов при одновременном снижении стоимости обработки воды. При навивке пакета на центральную трубку уплотнительные прокладки, выполненные из эластичного материала, натягивают, изменяя силу натяжения по длине навиваемой ленты, причем при укладке мембранной ленты на центральную трубку концы мембранной ленты прижимают к центральной трубке с помощью дополнительной прокладки, расположенной вдоль образующей центральной трубки. 2 ил.
Изобретение относится к химической технологии, а именно к способам изготовления мембранных элементов рулонного типа, предназначенных для разделения жидких смесей методами обратного осмоса и ультрафильтрации.
Цель изобретения - упрощение изготовления мембранных элементов и повышение надежности их работы.
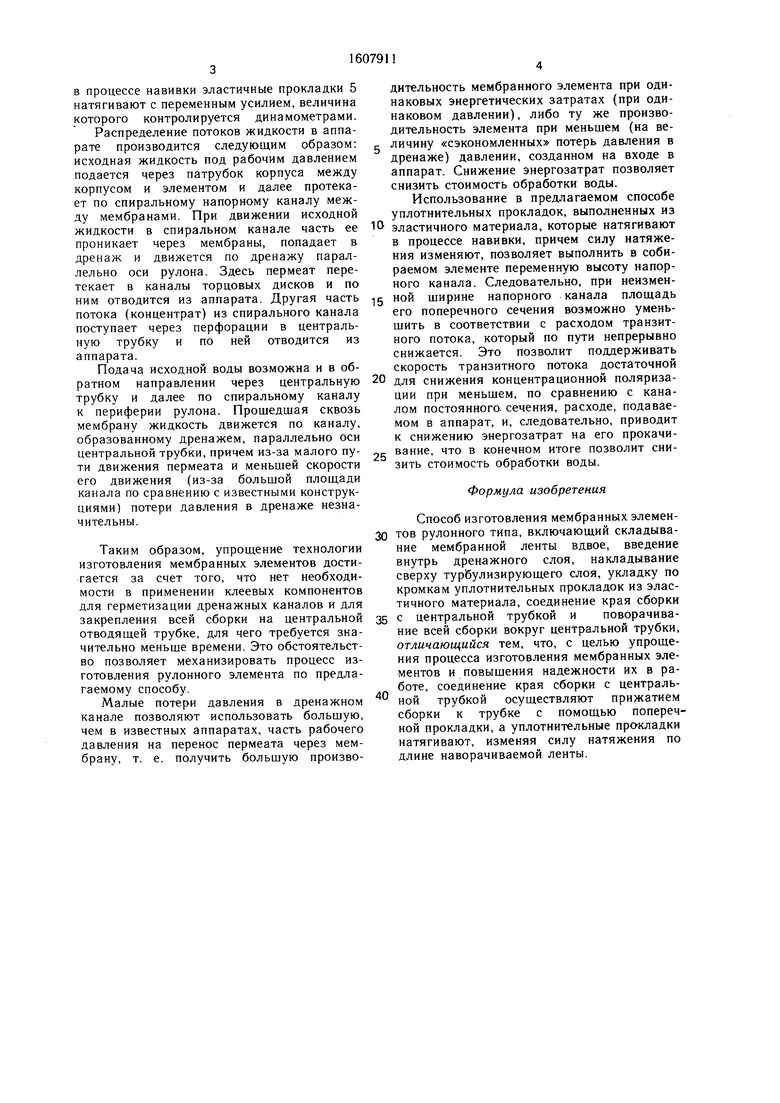
На фиг. 1 показана схема намотки рулона; на фиг. 2 - схема сборки элементов.
Мембранный элемент состоит из центральной трубки .1 с дисками по торцам ее и навитых на нее лент мембран 2, дренажа 3, турбулизатора 4 и эластичной уплот- нительной прокладки 5. В торцовых дисках имеются радиальные и кольцевые каналы, соединенные с отверстием в диске, которые служат для сбора и отбора пермеата от торцовой поверхности дренажа элемента. Дренаж открытыми краями сообщается только по торцам рулонного элемента с
каналами для отвода пермеатат дисков катушки. В начале элемента дренаж изолируется от транзитного потока мембраной.
Способ изготовления мембранных фильтрующих элементов рулонного типа осуществляется следующим образом.
Мембранную ленту 2 складывают вдвое, вставляют дренажный и турбулизирующий слои, прикладывают к центральной трубке 1 и прижимают уплотнительными прокладками 5 и дополнительной прокладкой 6. Прокладки 5 и 6 выполняют из эластичного материала, например резины. Прокладку 6 натягивают вдоль образующей трубки, не перекрывая перфорации 7. Вращением трубки 1 с торцовыми дисками 8, на которых имеются торцовые каналы 9 отвода пермеата, радиальные каналы 10 отвода пермеата, патрубок 11 отвода пермеата, производят навивку пакета, образованного мембранной лентой 2, дренажным слоем 3, разделительным слоем 4 и прокладками 5 и 6, на центральную трубку 1. При этом
05
о
со
в процессе навивки эластичные прокладки 5 натягивают с переменным усилием, величина которого контролируется динамометрами. Распределение потоков жидкости в аппарате производится следующим образом: исходная жидкость под рабочим давлением подается через патрубок корпуса между корпусом и элементом и далее протекает по спиральному напорному каналу мeжJ ду мембранами. При движении исходной жидкости в спиральном канале часть ее проникает через мембраны, попадает в дренаж и движется по дренажу параллельно оси рулона. Здесь пермеат перетекает в каналы торцовых дисков и по ним отводится из аппарата. Другая часть потока (концентрат) из спирального канала поступает через перфорации в центральную трубку и по ней отводится из аппарата.
Подача исходной воды возможна и в обратном направлении через центральную трубку и далее по спиральному каналу к периферии рулона. Прошедшая сквозь мембрану жидкость движется по каналу, образованному дренажем, параллельно оси центральной трубки, причем из-за малого пу- ти движения пермеата и меньшей скорости его движения (из-за большой площади канала по сравнению с известными конструкциями) потери давления в дренаже незначительны.
Таким образом, упрощение технологии изготовления мембранных элементов достигается за счет того, что нет необходимости в применении клеевых компонентов для герметизации дренажных каналов и для закрепления всей сборки на центральной отводящей трубке, для чего требуется значительно меньще времени. Это обстоятельство позволяет механизировать процесс изготовления рулонного элемента по предлагаемому способу.
Малые потери давления в дренажном канале позволяют использовать большую, чем в известных аппаратах, часть рабочего давления на перенос пермеата через мембрану, т. е. получить больщую производительность мембранного элемента при одинаковых энергетических затратах (при одинаковом давлении), либо ту же производительность элемента при меньшем (на величину «сэкономленных потерь давления в дренаже) давлении, созданном на входе в аппарат. Снижение энергозатрат позволяет снизить стоимость обработки воды.
Использование в предлагаемом способе уплотнительных прокладок, выполненных из эластичного материала, которые натягивают в процессе навивки, причем силу натяжения изменяют, позволяет выполнить в собираемом элементе переменную высоту напорного канала. Следовательно, при неизменной ширине напорного канала площадь его поперечного сечения возможно уменьшить в соответствии с расходом транзитного потока, который по пути непрерывно снижается. Это позволит поддерживать скорость транзитного потока достаточной для снижения концентрационной поляризации при меньшем, по сравнению с каналом постоянного, сечения, расходе, подаваемом в аппарат, и, следовательно, приводит к снижению энергозатрат на его прокачивание, что в конечном итоге позволит снизить стоимость обработки воды.
Формула изобретения
Способ изготовления мембранных элементов рулонного типа, включающий складывание мембранной ленты вдвое, введение внутрь дренажного слоя, накладывание сверху турбулизирующего слоя, укладку по кромкам уплотнительных прокладок из эластичного материала, соединение края сборки с центральной трубкой и поворачивание всей сборки вокруг центральной трубки, отличающийся тем, что, с целью упрощения процесса изготовления мембранных элементов и повышения надежности их в работе, соединение края сборки с центральной трубкой осуществляют прижатием сборки к трубке с помощью поперечной прокладки, а уплотнительные прокладки натягивают, изменяя силу натяжения по длине наворачиваемой ленты.
8
W
| Патент США № 3401798, кл | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
