Изобретение относится к сварочному производству, а именно к способам возбуждения электрической дуги.
Цель изобретения - упрощение процесса возбуждения дуги.
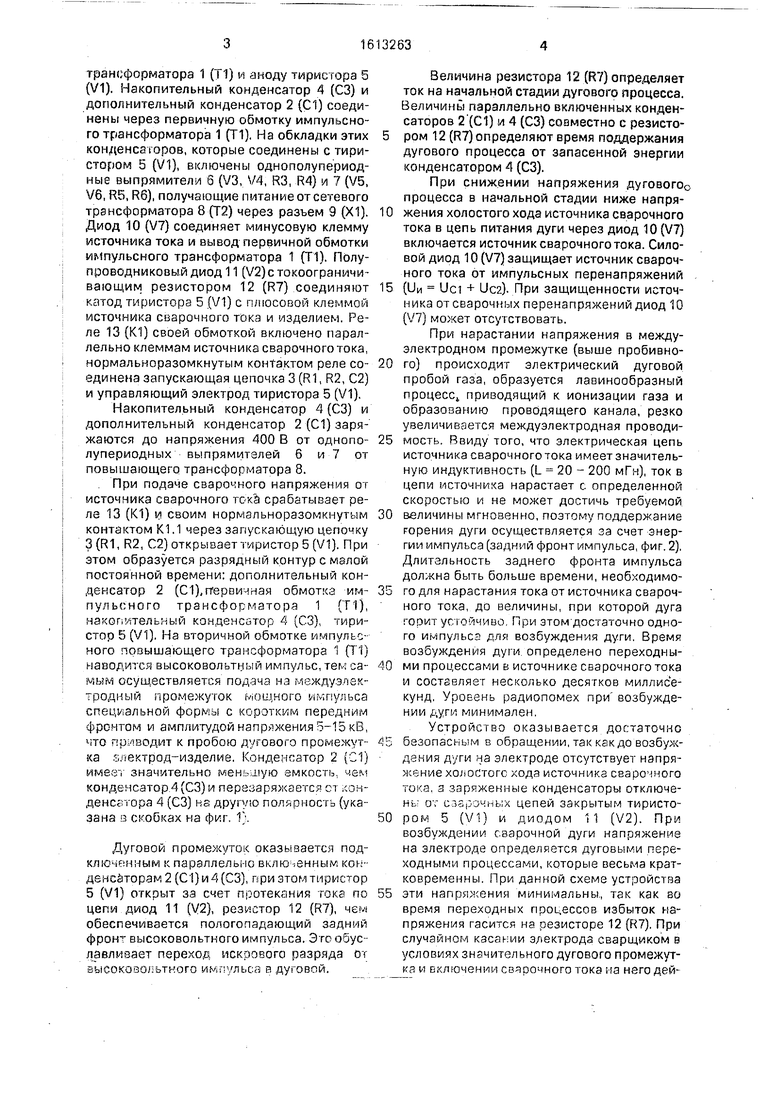
На фиг. 1 показана принципиальная схема устройства для реализации способа возбуждения электрической дуги; на фиг. 2 - осциллограммы напряжения и тока электрической дуги постоянного тока при ее возбуждении одиночным высоковольтным мощным импульсом,
где Uxx - напряжение холостого хода основного источника питания;
Умакс - амплитуда импульса;
Ufl - установившееся напряжение дуги;
tH - время нарастания импульса (передний фронт импульса);
tc - время спада импульса (задний фронт импульса);
1имп ток высоковольтного импульсного источника;
1ист ток источника сварочного тока;
1д - ток электрической дуги.
Вторичная обмотка импульсного трансформатора 1 (Т1) одним концом подключена к клемме электрод, другим концом соединена с одноименным концом первичной обмотки того же трансформатора. В эту точку включены дополнительный конденсатор 2 (С1) и запускающая цепочка 3 (R1, R2, С2). Накопительный конденсатор 4 (СЗ) подключен к другому концу первичной обмотки
о
CJ
трансформатора 1 (l 1) v аноду тиристора 5 (VI). Накопительный конденсатор 4 (СЗ) и дополнительный конденсатор 2 (С1) соединены через первичную обмотку импульсного трансформатора 1 СТ1). На обкладки этих конденсаторов, которые соединены с тиристором 5 (VI), включены однополупериод- ные выпрямители б (V3, V4, R3, R4) и 7 (V5, V6, R5, R6), получающие питание от сетевого трансформатора 8 (Т2) через разъем 9 (Х1). Диод 10 (V7) соединяет минусовую клемму источника тока и вывод первичной обмотки импульсного трансформатора 1 (Т1). Полупроводниковый диод 1 1(V2)cTOKOorpaHH4H- вающим резистором 12 (R7) соединяют катод тиристора 5 (VI) с плюсовой клеммой источника сварочного тока и изделием. Реле 13 (К1) своей обмоткой включено параллельно клеммам источника сварочного тока, нормальноразомкнутым контактом реле соединена запускающая цепочка 3 (R1, R2, С2) и управляющий электрод тиристора 5 (VI).
Накопительный конденсатор 4(СЗ) и дополнительный конденсатор 2(С1)заряжаются до напряжения 400 В от однопо- лупериодных выпрямителей 6 и 7 от повышающего трансформатора 8.
. При подаче сварочного напряжения от источника сварочного тока срабатывает реле 13 (К1) и своим нормальноразомкнутым контактом К1.1 через запускающую цепочку 3(R1, R2, С2) открывает тиристор 5 (V1). При этом образуется разрядный контур с малой постоянной времени: дополнительный конденсатор 2 (С1),ггервичная обмотка импульсного трансформатора 1 (Т1), наког|Итель;ный конденсатор 4 (СЗ), тиристор 5 (VI), На вторичной обмотке импульсного повышающего трансформатора 1 (Т 1) наводится высоковольтный импульс, тем самым осуществляется подача на междуэлек- тродный промежуток е-лощного мпульса специальной формы с коротким передним фронтом и амплитудой напряжения 5-15 кВ, что приводит к пробою дугового промежутка электрод-изделие. Конденсатор 2 (С1) имеет значительно меньшую емкость, чем конденсатор.4(СЗ) и перезаряжается ст сон- денсгтора 4 (СЗ) на другую полярность (указана 3 скобках на фиг. 1).
Дуговой промежуток оказывается под- ключе;иным к параллельно включенным кон- денсйторам2 (С1)и4(СЗ), при зтомтиристор 5 (VI) открыт за счет протекания тока по цепи диод 11 (V2), резистор 12 (R7), чем обеспечивается пологопадающий задний фронт высоковольтного импульса. Это обуславливает переход искрового разряда от зысокозольтного импульса в дуговой.
Величина резистора 12 (R7) определяет ток на начальной стадии дугового процесса. Величинь параллельно включенных конденсаторов 2 (С1) м 4 (СЗ) совместно с резистором 12 (R7) определяют время поддержания дугового процесса от запасенной энергии конденсатором 4 (СЗ).
При снижении напряжения дуговогоо процесса в начальной стадии ниже напря0 жения холостого хода источника сварочного тока в цепь питания дуги через диод 10 (V7) включается источник сварочного тока. Силовой диод 10 (V7) защищает источник сварочного тока от импульсных перенапряжений
5 (DM Uci + Uc2). При защищенности источника от сварочных перенапряжений диод 10 (V7) может отсутствовать.
При нарастании напряжения в междуэлектродном промежутке (выше пробивно0 го) происходит электрический дуговой пробой газа, образуется лавинообразный процесс приводящий к ионизации газа и образованию проводящего канала, резко увеличивается междуэлектродная проводи5 мость. Ввиду того, что электрическая цепь источника сварочного тока имеет значительную индуктивность (L 20 - 200 мГн), ток в цепи источника нарастает с определенной скоростью и не может достичь требуемой
0 величины мгновенно, поэтому поддержание горения дуги осуществляется за счет энергии импульса (задний фронт импульса, фиг. 2). Длительность заднего фронта импульса должна быть больше времени, необходимо5 го для нарастания тока от источника сварочного тока, до величины, при которой дуга горит устойчиво, При этом достаточно одного импульса для возбуждения дуги. Время возбуждения дуги, определено переходны0 ми процессами в источнике сварочного тока и составляет несколько десятков миллис е- кунд. Уровень радиопомех при возбуждении дуги минимален.
Устройство оказывается достаточно
5 безопасным в обращении, так как до возбуждения дуги на электроде отсутствует напряжение холостого хода источника сварочного тока, 3 заряженные конденсаторы отключены от сззрочных цепей закрытым тиристо0 ром 5 (VI) и диодом 11 (V2). При возбуждении сварочной дуги напряжение на электроде определяется дуговыми переходными процессами, которые весьма крат- ковременны. При данной схеме устройства
5 эти напряжения минимальны, так как ао время переходных процессов избыток напряжения гасится на резисторе 12 (R7). При случайном касании электрода сварщиком в условиях значительного дугового промежутка и включении сварочного тока на него действует одиночный высоковольтный импульс малой длительности (переходный процесс перезаряда конденсатора 2 (С1) от накопительного конденсатора 4 (СЗ) через индуктивности первичной обмотки транс- форматора 1 (Т1). Конденсатор 4 (СЗ) оказывается отключенным от электрода, так как ток замыкания через сварщика недостаточен .цля удержания тиристоров 5 (VI) в открытом состоянии. Время воздействия на сварщика в этом случае составляет: высоковольтной составляющей менее 25 мкс, низковольтной составляющей несколько миллисекунд.
По сравнению с известным объектом упрощается процесс возбуждения дуги и для его реализации не требуется применение схемы синхронизации включения двух импульсных источников и |не требуется использование малоинерционного низковоль- тного (300-500 В) источника большой мощности,
Формула изобретения 1. Способ возбуждения электрической дуги, заключающийся в том, что возбуждают дугу высоковольтным импульсом с амплитудой напряжения 5-15 кВ, отличающий- с я тем, что, с целью упрощения процесса возбуждения дуги, формируют короткий пе
редний фронт и пологопадающий задний фронт импульса.
2. Устройство для возбуждения электрической дуги, родержащее зарядную цепь и разрядный контур, образованный накопительным конденсатором, тиристором и первичной обмоткой импульсного трансформатора, вторичная обмотка которого включена в сварочную цепь, отличающееся тем, что, с целью улучшения условий возбуждения дуги за счет увеличения времени воздействия импульса тока на дуговой промежуток, оно снабжено дополнительным конденсатором, токоограничи- вающим сопротивлением и диодом, причем первая выходная клемма устройства соединена с началом вторичной обмотки импульсного трансформатора, конец которой соединен с концом первичной обмотки импульсного трансформатора, начало которой через накопительный конденсатор связан с анодом тиристора, катод которого соединен с анодом диода, катод которого через токо- ограничивающее сопротивление связан с второй выходной клеммой устройства, при этом точка соединения концов обмоток импульсного трансформатора через дополнительный конденсатор соединена с анодом диода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Возбудитель-стабилизатор электрической дуги | 1984 |
|
SU1252098A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Сварочный осциллятор | 1972 |
|
SU437584A1 |
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ ПЕРЕМЕННОГО ТОКА | 1999 |
|
RU2173618C2 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |
| Устройство для возбуждения и стабилизации сварочной дуги переменного тока | 1990 |
|
SU1719167A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ | 2004 |
|
RU2249497C1 |
| Устройство для воздействия токами надтональной частоты | 1982 |
|
SU1266547A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 2004 |
|
RU2283210C2 |
Изобретение относится к сварочному производству. Цель изобретения - упрощение процесса возбуждения дуги. На междуэлектродный промеждуток подают один мощный импульс с коротким передним фронтом и амплитудой напряжения 5-15 кВ, достаточной для пробоя дугового промежутка. Пологопадающий задний фронт обеспечивает перерастание искрового разряда в дуговой. Для осуществления способа в разрядный контур устройства для возбуждения электрической дуги последовательно включен дополнительный конденсатор. Первичная и вторичная обмотка импульсного трансформатора соединены одноименными концами и совместно с дополнительным конденсатором, токоограничивающим сопротивлением и диодом образуют относительно дугового промеждутка два контура - высоковольтный с малой постоянной времени и низковольтный с большой постоянной времени. Время возбуждения дуги определено переходными процессами в источнике сварочного тока и составляет несколько десятков миллисекунд. Для возбуждения дуги достаточно одного импульса, а потому уровень радиопомех минимален. 2 с.п. ф-лы, 2 ил.
а I
ш У1б У
: Шде.ие
0V5 7 5
Ьг
Af
0 +
иг.1
КС
иг.г
| Способ возбуждения электрической дуги | 1976 |
|
SU706209A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Оборудование для дуговой сварки | |||
| Справочное пособие под ред | |||
| В.В.Смирнова | |||
| Ленийград | |||
| отд-ние: Энергоатомиздат, 1986,0.234. | |||
