Изобретение относится к изготовлению покрытий из литьевых полиуретанов и предназначено для об.лицовки барабанов неводовыборочного комплекса рыбопромысловых судов, а также может быть использовано в бумагоделательной, химической, деревообрабатывающей отраслях промышленности.
Цель изобретения - сокращение времени процесса, повышение адгезии покрытия и исключение его пористости.
Изобретение иллюстрируется следующим примером.
Пример. Изготавливают полиуретановое покрытие барабана неводовыборочных машин, используемых в промышленном рыболовстве с наружным диаметром 360 мм и длиной 780 мм.
Готовят композицию полиуретанового каучука СКУ-7Л из форполимера на основе
полиэтиленгликольадипината (полиэфир П- 6), толуилендиизоцианата (продукта 102-Т) и отвердителя аминного типа З.З-дихлор-4.4- диаминодифенилметана (диамет «X) по известному технологическому режиму при следующем содержании компонентов, мае. ч.: Полиэтиленгликольадипинат 75-77
(продукт П-6) Толуилендиизоцианат
(продукт 102-Т),4 --16,4
3,3-Дихлор-4,4-диаминодифенилметан7,6-8,6
(диамет «X)
В центробежной форме с внутренним диаметром 360 мм и длиной 780 мм получают трубчатую заготовку толщиной 20 - 25 мм. Для этого 19 кг полиуретановой композиции заливают внутрь нагретой до 115- центробежной формы, установленной г цент05
Од СО СП
робежной машине и вращают со скоростью 700-900 об./мин в течение 35-60 мин при 115-125°С. После этого извлекают заготовку из формы.
Режим получения трубчатой заготовки, а именно температура и время формования, зависят от активности исходных компонентов, используемых при приготовлении поли- уретановой композиции, и их уточняют для каждой партии исходных компонентоЕ при входном контроле.
Скорость вращения центробежной формы выбирают из условия равномерного распределения полиуретаноБОЙ композиции в форме при ее вращении для обеспечения равно- толщинности стенок получаемой заготовки, при этом скорость вращения формы не зависит от режи.ма отверждения.
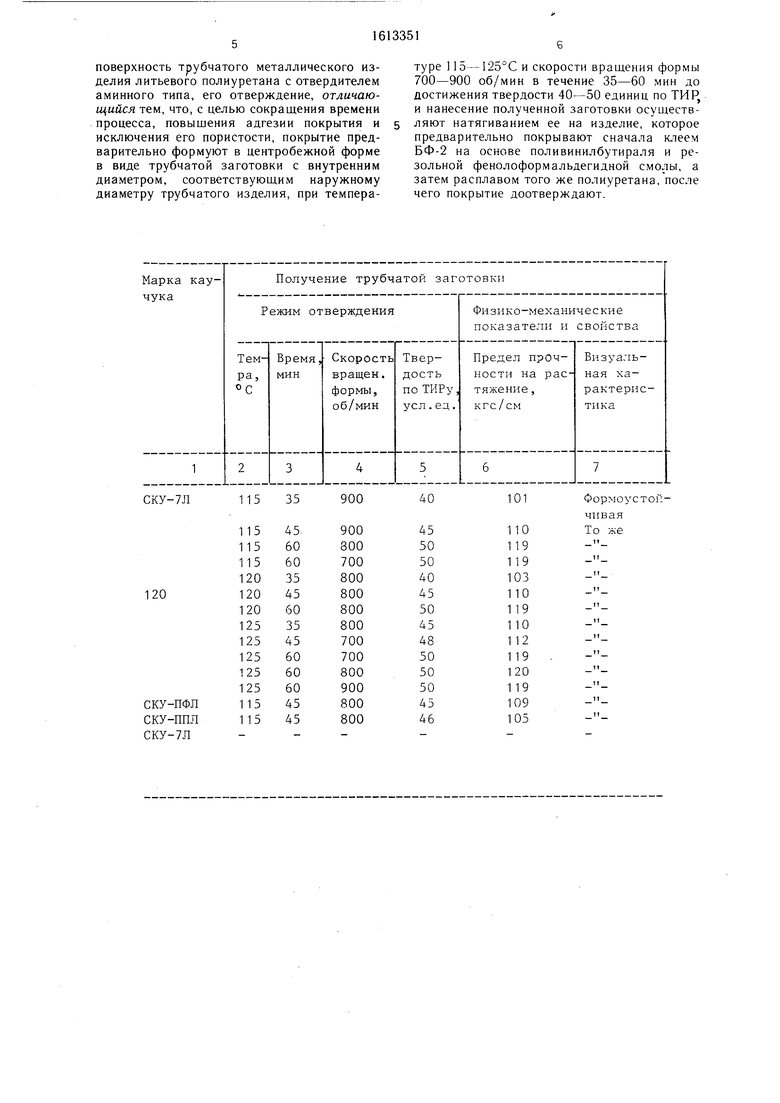
За ире.мя формования ко.мпозиции в центробежной форме 1роисходит частичное структурирование материала и он из вязкотеку- чего состояния переходит в упругопласти- ческое, при этом переход характеризуется тем, что полученная трубчатая заготовка способна держать форму при извлечении ее из центробежной формы и выдерживать нагрузку, необходимую для натягивания заготовки на барабан. Прочность материала при этом составляет около 30% от конечной прочности материала и равна 100-120 кгс/ /см при испытании на растяжение. Контроль состояния формоустойчивости трубчатой заготовки осуществляют замером твер- дости, которая составляет 40-50 единиц по прибору ТИР. Для сравнения твердость окончательно отвержденного полиуретано- вого каучука составляет 76-90 ед.
Увеличение твердости заготовки свьппе 40-50 ед. влечет за собой ухудп:ение адге- зии заготовки к .металлической поверхности, удлинение технологического цикла, усложнение процесса за счет применения для на- ирессовки мощного прессового оборудования.
Параллельно с формованием полиурета- новой композиции в виде трубчатой заготовки п)оизводят подготовку металлической поверхности певодовыборочного барабана: ее очищают от масляных и других загрязнений путе.м мойки, обрабатывают до чис- того металла резцо.м на токарном станке или защкуривают (могут быть применены и другие виды обработки, например, дробеструйная) и обезжиривают ацетоном. По- с.леднее повторяют дважды с выдержкой 25 мин для испарения оастворителя с по- верхгюсти бара5аг1а.
В качестве клея используют клей БФ-2 (смесь 10%-ного спиртового раствора поли- винилбутираля и 50%-ного раствора резоль- ной (Ьенолформальдегидной смолы), который наносят в два слоя. Первый слой клея БФ-2 выдерживают на воздухе при комнатной температуре в течение не .менее 20-мин. Нос. :. нанесения второго слоя клея БФ-2
барабан выдерживают в термощкафу при 80±5°С в течение 30-40 мин.
Количество клея БФ-2, наносимого в два слоя согставляет 0,1-0,20 кг на 1 м.
Дополнительно на клей БФ-2 наносят кистью или пульверизатором расплав поли- уретанового каучука СКУ-7Л, расход которого 0,7-0,8 кг на 1 м.
Трубчатую полиуретановую заготовку сразу после извлечения из центробежной формы натягивают на барабан с подготовленной поверхностью, при этом благодаря жидкому клеевому слою полиуретановой композиции, работающему как смазка, частично отвержденная трубчатая заготовка легко натягивается.
При длительном хранении частично от- вержденной заготовки ее материал структурируется и прочность возрастает, а вследствие этого уменьщается адгезия заготовки к металлической поверхности. Поэтому трубчатая заготовка сразу после ее изготовления должна быть нанесена на барабан.
Натягивание заготовки в зависимости от длины трубчатого изделия может быть осуществлено вручную или напрессовкой с помощью специального приспособления под давлением, при этом барабан может быть установлен как вертикально, так и горизонтально.
Избыток полиуретановой композиции при натя|-ивании заготовки удаляют.
После этого барабан с полиуретановой заготовкой помещают в термошкаф для отверждения полиуретана и набора им прочностных свойств. Температура отверждения составляет 100-110°С, время отверждения 15-20 ч.
В качестве полиуретановой композиции, помимо полиуретанового каучука марки СКУ-7Л, также используют полиуретановые каучуки марки СКУ-ПФЛ, СКУ-ППЛ. получаемые из следующих рецептур, мае. ч.; 1. Уретановый преполимер
СКУ-ПФЛ-10080-85
Продукт диамет «X 15-20
2. Полиокситетраметиленгликоль55-65
(полифурит)
2,4-Толуилендиизоцианат 20-65 {продукт 102Т)
Продукт диамет «X 15-20
Адгезионную прочность на отслаивание и прочность на растяжение определяют по известной методике.
Значения параметров способа и свойства покрытий приведены в таблице.
Формула изобретения
Способ получения полимерного покрытия., включающий нанесение на подготовленную
поверхность трубчатого металлического изделия литьевого полиуретана с отвердителем аминного типа, его отверждение, отличающийся тем, что, с целью сокращения времени процесса, повышения адгезии покрытия и исключения его пористости, покрытие предварительно формуют в центробежной форме в виде трубчатой заготовки с внутренним диаметром, соответствующим наружному диаметру трубчатого изделия, при температуре 115- 125°С и скорости вращения формы 700-900 об/мин в течение 35-60 мин до достижения твердости 40-50 единиц по ТИР, и нанесение полученной заготовки осуществляют натягиванием ее на изделие, которое предварительно покрывают сначала клеем БФ-2 на основе поливинилбутираля и ре- зольной фенолоформальдегидной смолы, а затем расплавом того же полиуретана, после чего покрытие доотверждают.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИЙНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2413125C1 |
| ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 1998 |
|
RU2155781C2 |
| ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2237069C1 |
| ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2186803C2 |
| ПОЛИУРЕТАНОВЫЙ ЭЛАСТОМЕРНЫЙ МАТЕРИАЛ ДЛЯ ВИБРОПОГЛОЩАЮЩИХ ПАЛУБНЫХ ПОКРЫТИЙ | 2020 |
|
RU2775548C2 |
| ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2339664C1 |
| МОРОЗОСТОЙКАЯ ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ | 2006 |
|
RU2298568C1 |
| Способ склеивания полиуретанового покрытия с металлической поверхностью | 1981 |
|
SU994528A1 |
| Способ получения полиуретанов | 1988 |
|
SU1599413A1 |
| ПОЛИУРЕТАНОВАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2008 |
|
RU2391374C1 |
Изобретение относится к способам получения покрытий из литьевых полиуретанов на трубчатых металлических изделиях и может быть использовано при облицовке барабанов неводовыборочного комплекса рыбопромысловых судов. Изобретение позволяет сократить время процесса, повысить адгезию покрытия и исключить его пористость за счет предварительного формования заготовки из полиуретановой композиции в центробежной форме при 115-125°С и скорости ее вращения 700-900 об/мин в течение 35-60 мин. Полученную заготовку надевают на изделие методом натягивания. Поверхность изделия перед этим последовательно покрывают клеем БФ-2 и расплавом той же композиции. 1 табл.
110 119 119 103 110 119 110 112 119 120 1 19 109 105
чивая То же
20
КУ-ПФЛ КУ-ППЛ КУ-7Л
110 110 110 110. 110 110 1 10 110 110 110 110 100 100 120
20
20
20
20
20
20
20
20
20
20
20
20
20
24
0тсутствуют воздушные включения, одинаковая толщина по всему покрытию.
Продолжение таблицы
80
81
81
82
82
82
83
82
81
81
82
.79
78
79
640 635 634 636 635 635 635 635 634 635 635 619 624 629
качество То же
.Разнотол- щинность, воздушные включения
| Способ склеивания полиуретанового покрытия с металлической поверхностью | 1981 |
|
SU994528A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Авторское свидетельство СССР № 685067, кл | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
