сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНА С ПОКРЫТИЕМ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБТОЧКИ СТАЛЕЙ | 2010 |
|
RU2536014C2 |
| Многослойная твердосплавная пластина и способ ее получения | 2020 |
|
RU2749734C1 |
| Многослойная твердосплавная пластина и способы ее получения (варианты) | 2020 |
|
RU2747054C1 |
| ИЗНОСОСТОЙКОЕ ТВЕРДОЕ ПОКРЫТИЕ ДЛЯ ЗАГОТОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2450081C2 |
| Способ повышения износостойкости режущих пластин из оксидно-карбидной керамики при фрезеровании | 2019 |
|
RU2712154C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА ДЛЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2001 |
|
RU2185930C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| Слоистый материал для режущего инструмента | 1991 |
|
SU1801141A3 |
| СПЕЧЁННЫЙ ТВЁРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2693415C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2567019C1 |
Изобретение относится к металлургии, в частности к слоистым инструментальным материалам. Цель изобретения - повышение работоспособности и снижение себестоимости инструменталльного материала. Предложенный материал имеет основу из стали мартенситного класса с горячей твердостью не менее 600°С и содержанием углерода не более 0,5%, промежуточный слой - из кобальта и рабочий слой - из твердого сплава толщиной 0,2 - 1 мм. При переменной схеме резания на чистовых режимах толщина промежуточного кобальтового слоя равна 5 - 15 мкм или при получистовой и черновой обработке толщина промежуточного кобальтового слоя равна 20-40 мкм, или при переменной схеме резания в условиях черновой и получистовой обработки толщина промежуточного кобальтового слоя равна 30 - 50 мкм. 6 табл
Изобретение относится к области металлургии, в частности к слоистым инструментальным материалам.
Цель изобретения - повышение работоспособности и снижение себестоимости инструментального материала.
Предлагаемый материал имеет основу из стали мартенситного класса с горячей твердостью не менее 600°С и содержанием углерода не более 0,5%, промежуточный слой из кобальта и рабочий слой из твердого сплава толщиной 0,2 - 1 мм, причем при переменной схеме резания на ЧИСТСРЫХ режимах толщина промежуточного кобальтового слоя равна 5-15 мкм, при получистовой и черновой обработке толщина промежуточного кобальтового слоя равна 20 - 40 гйкм, при переменной схеме резания в условиях черновой и получистовой обработки толщина промежуточного кобальтового слоя равна 30 - 50 мкм
Слой твердого сплава на основе тугоплавких соединений вводится для повышения износостойкости инструмента, так как полученный методом горячего прессования материал не имеет остаточной пористости, что приводит к более надежной его эксплуатации.
При чистовой обработке эксплуатация материала ограничена износом, равным 0,2 мм, при черновой - до 1 мм. Дальнейшая эксплуатация инструмента приводит к его разрушению из-за появления больших контактных напряжений и высокой температуры в зоне резания
Использование инструментального материала на более интенсивных режимах резания без дополнительного упрочнения с помощью износостойких покрытий или другими способами, дающими резкое повышение работоспособности в экстремальных условиях эксплуатации инструмента, не
о ы о
00
ю о
рентабельно, так как износостойкость верхнего слоя будет резко падать из-за снижения красностойкости в режущем клине твердого сплава и прочностных характеристик основы вследствие достижения ее поверхности в зоне контакта с верхними слоями изотерм более высоких температур, превышающих порог горячей твердости для инструментальных сталей,
Введение промежуточного слоя из никеля или кобальта толщиной до 50 мкм, обладающих высокой адгезионной способностью, увеличивает сцепляемость верхнего слоя твердого сплава с основой, компенсирует разность их в объемном расширении при высоких температурах и эксплуатации инструментального материала. При процессе горячего прессования частицы тугоплавких соединений внедряются в прослойку из чистого металла, при этом армируют ее, повышая прочностные характеристики всего инструментального материала. Мягкий слой, обладающий хорошей теплопроводностью, рассеивает тепловое поле по всей контактной плоскости инструментального материала, что препятствует потере горячей твердости основы. Обогащенная чистым металлом нижняя зона твердосплавного слоя предотвращает рост магистральных трещин до контактных поверхностей инструментального материала и срывы макрообъемов с его поверхности. Выбор материала прослойки исходит из химического сродства с матрицей твердого сплава и основой инструментального материала (никель, железо, кобальт).
Одним из основных требований к прослойке из чистого металла является устранение диффузии углерода из верхнего слоя твердого сплава в основу, приводящую к науглероживанию контактных поверхностей, повышению ее твердости с увеличением хрупкости и утраты назначения как компенсатора напряжений и нагрузок в инструментальном материале. При выборе толщины прослойки исходили из того, что в процессе получения инструментального материала диффузия углерода из верхнего слоя твердого сплава в основу практически исключена из-за скоротечности процесса горячего прессования. Диффузия возможна только в процессе эксплуатации инструмента. Следовательно, выбор толщины прослойки чистого металла производят из условий работы инструмента.
При чистовой обработке с ростом скорости резания и уменьшения подачи наблюдается тенденция смещения изотерм максимальных температур в сторону режущей кромки и к задней поверхности инструмента. До зоны контактных поверхностей достигают температурные поля, равные начальной скорости диффузии углерода: свыше 200°С. В этом случае можно обойтись
без прослойки, если при эксплуатации инструментального материала реализуется схема резания без переменных нагрузок. Результаты испытаний приведены4 в табл.1. Обрабатываемый материал - ст.
0 09Х17Н7Ю, точение.
Режимы резания: скорость 150 м/мин; подача 0,07 мм/об; глубина 0,5 мм.
Работоспособность инструмента фиксировалась по граничному условию испыта5 ний: износ по задней поверхности инструментального материала h3 0,2 мм.
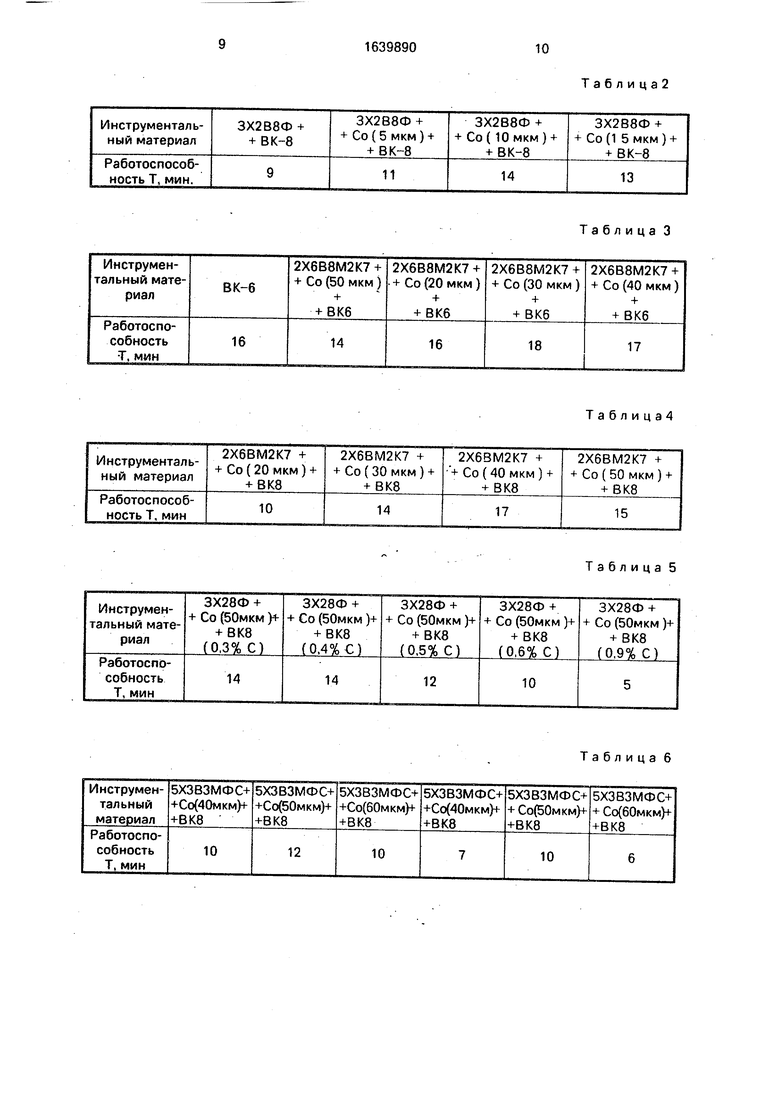
При переменной схеме резания на чистовых режимах необходима прослойка чистого металла в инструментальном
0 материале толщиной 5-15 мкм. Это подтвердилось в результате испытаний, данные которых приведены в табл.2.
Обрабатываемый материал - ст. ОХ18Н10Т, фрезерование.
5 Режимы резания: скорость 120 м/мин; подача 0,05 мм/зуб: глубина фрезерования 0,5 мм; ширина фрезерования 70 мм.
Работоспособность инструмента фиксировалась по граничному условию испыта0 ний: износ по задней поверхности инструментального материала h3 0,2 мм.
При получении при обработке менее ответственных поверхностей (получистовая и. черновая обработка) с ростом подачи при
5 любых скоростях резания изотерма максимальных температур ориентируется относительно теплового источника со стороны передней поверхности и смещается от режущей кромки. До зоны контактных повер0 хностей достигают температурные поля, на много выше начальной скорости диффузии углерода: 300 - 700°С. В этом случае без прослойки инструмент быстро теряет свои режущие свойства. Толщина слоя чистого
5 металла для каждой схемы резания различна. При точении толщина промежуточного слоя зависит от двух условий: быстрого рассеивания избыточного тепла в зоне контакта слоев инструментального материала и
0 исключения диффузии углерода в основу. Из экспериментальных данных, приведенных в табл.3, видно, что оптимальная толщина слоя чистого металла для данных условий эксплуатации инструмента равна 20 - 40 мкм;
5 Обрабатываемый материал -. ст. 09Х17Н7Ю, точение.
- Режимы резания: скорость 100 м/мин; подача 0,26 мм/об; глубина 2 мм,
Работоспособность инструмента фик- сировалась по граничному условию испытаний; износ по задней поверхности инструментального материала ha 0,6 мм.
При переменной схеме резания в условиях черновой и получистовой обработки к промежуточному слою ставится еще одно условие, как компенсатора дефектов, возникающих в контактных поверхностях инструментального материала. Из экспериментальных данных, приведенных в табл.4, видно, что оптимальная толщина слоя чистого металла для данных условий эксплуатации инструмента равна 30 - 50 мкм.
Обрабатываемый материал - ст. ОХ18Н10Т, фрезерование.
Режимы резания: скорость 100 м/мин; подача 0,15 мм/зуб; глубина фрезерования 2 мм; ширина фрезерования 70 мм.
Работоспособность инструмента фиксировалась по граничному условию испыта- ний: износ по задней поверхности инструментального материала Ь3 0,6 мм.
Основной слой был выполнен из инструментальных сталей с горячей твердостью не менее 600°С и содержанием углерода до 0,5%. Ограничение по горячей твердости вызвано тем, что при высоких переменных динамических нагрузках из зоны резания в область контактных поверхностей поступает такое количество тепла, при котором тем- пературы на поверхности основы превышают критическую величину теплостойкости, приводящей к разупрочнению и смятию, с последующим разрушением инструментального материала. С этих позиций выгоднее всего применять стали высокой теплостойкости типа 2Х6В8М2К7 и т.д. (45 HRC при Траб до 740°С), а для безударных нагрузок - стали повышенной теплостойкости интерметаллидного класса упрочнения, типа Н8К14М18Т и т.д. (68 HRC при Траб до 650°С). Для чистовой обработки материала, где нет необходимости в большой горячей твердости основы, надо применять стали меньшей теплостойкости и более дешевые типа: для безударных нагрузок - 5ХЗвЗМФС и т.д. (45 HRC при Траб до 610°С), для переменной схемы резания - 2Х10МФН и т.д.
Немаловажным является требование к основе инструментального материала, связанное с ограничением содержания углерода до 0,5%. Как при термообработке, так и при жестких режимах эксплуатации инструментального материала начинает сказываться разность в объемном расширении слоев. Этот недостаток можно устранить за счет толщины промежуточного слоя чистого металла, но только при содержании углерода в основе до 0,5%. Это подтвердилось в ходе испытаний режущего материала, результаты которых приведены в табл.1.
Обрабатываемый материал - ст. ОХ18Н10Т, фрезерование.
Режимы резания: скорость 100 м/мин; подача 0,15 мм/зуб; глубина фрезерования 5 2 мм; ширина фрезерования 70 мм.
Работоспособность инструмента фиксировалась по граничному условию испытаний: износ по задней поверхности инструментального материала h3 0,6 мм. 0 С дальнейшим увеличением содержания углерода в инструментальных сталях компенсация деформации за счет увеличения толщины прослойки малоэффективна, так как из-за большого объема вязкой со- 5 ставляющей в условиях высоких переменных динамических нагрузок слой чистого металла подвергается пластическому сдвигу, что способствует росту сетки трещин и срыву объемов с поверхности инструмен- 0 тального материала, подтвержденные в ходе испытаний результаты которых приводятся в табл.2.
Обрабатываемый материал - ст. ОХ18Н10Т, фрезерование. 5Режимы резания: скорость 100 м/мин,
подача 0,15 мм/зуб; глубина фрезерования 2 мм; ширина фрезерования 70 мм.
Работоспособность инструмента фиксировалась по граничному условию испыта- 0 ний: износ по задней поверхности инструментального материала h3 0,6 мм.
Способ получения слоистого инструментального материала осуществляется следующим образом,
5 Изготавливаются пластины из штампо- вой стали с горячей твердостью после термообработки не менее 600°С и с содержанием углерода до 0,5% в размер, соответствующий размеру эксплуатируе- 0 мой твердосплавной пластины толщиной 3,5 - 4,5 мм (в зависимости от габаритов готового инструментального материала и условий его эксппуатации).
Полученный образец помещали в уста- 5 новку предварительного спекания, состоящую из: камеры с подводом инертной среды (аргона); вибрационного столика (1000 Гц) с жестко прикрепленной на нем медной матрицей (контакт с установкой изолирован), 0 дозатора, вертикальной гидравлической системы подпрессовки (Р до 10 МПа) и медного насадного пуансона, к которому подключен агрегат контактной сварки (1раб до 50 КА).
5Промежуточный слой, в зависимости от
толщины, наносили различными способами: до 10 мкм - ионно-плазменным осаждением; до 200 мкм - гальваническим осаждением; до 50 мкм вырубкой из фольги или сетки пластинкой. В последнем случае основу и промежуточный слой помещали в матрицу, подавали в рабочую зону аргон и прессовали пакет под напряжением (метод контактной сварки), Из дозатора насыпали порошок твердого сплава, с помощью вибрации и подпрессовки формировали объем, подавали в рабочую зону разряд тока, тем самым проводили процесс предварительного спекания.
Окончательное спекание реализовано на установке горячего прессования, состоящей из стальной матрицы с подпружиненным медным толкателем, горизонтального гидравлического пресса (Р до 20 МПа) с керамическим наконечником пуансона, направляющего азбоцементного столика с индуктором, индукционного генератора (N до 10 КВт), камеры с подводом инертной среды, пирометра, типа Смотрим.
Предварительно обеспеченный инструментальный материал помещали в камеру на направляющий столик. Пуансон перемещал заготовку в зону индукционного нагрева и отходил в начальное положение. Подавали в камеру аргон и начинали индукционный нагрев пакета. По достижению температуры спекания делали выдержку для полного прогрева объема. Не прекращая нагрева, вводили пуансоном пакет в матрицу, проводя процесс окончательного прессования инструментального материала. Керамический наконечник пуансона прилегал к твердому сплаву, частично останавливая отток тепла из него, предотвращая появление трещин внутри слоя, а основа прижималась к выталкивателю, что приводило к ее закалке из-за быстрого падения температуры в связи с высокой теплопроводностью.
Процесс перемещения пластины из зоны нагрева в зону прессования скоротечен (0,1 с) из-за малого расстояния между индуктором и матрицей (50 мм) и ускоренного хода пуансона (0.5 м/с). В связи с этим износ матрицы минимален, что резко уменьшает затраты на ее изготовление (стойкость матрицы до 5000 шт. пластин, в известном случае до 30 шт.) и применение дефицитных и дорогих жаропрочных материалов.
Таким образом, после процесса горячего прессования и мехобработки получают
и
монолите комплексом свойств, не реализуемых слоями в отдельности. Имея горячую твердость на поверхности инструмента, эквивалентную твердости твердого сплава
5 (88-92 HRC), с улучшенными свойствами из- за ликвидации остаточной пористости, инструментальный материал приближается по прочности ()до 2500 МПа за счёт основы и демпфирующего мягкого слоя к инстру10 ментальным сталям, что характеризует склонность пластин к работе в условиях высоких переменных динамических нагрузок. В табл.1 - 6 приведена оптимизация толщины промежуточного слоя инструмен15 тального материала (табл.1 -4), содержания углерода в его основе (табл.5), а также оптимизация толщины промежуточного слоя чистого металла в зависимости от содержания углерода в основе инструментального мате20 риала (табл.6).
Себестоимость инструментального материала падает в 3 - 5 раз из-за резкого уменьшения расхода твердого сплава. Реализация конструкции инструментального 25 материала возможна на любом машиностроительном предприятии, так как способ изготовления инструмента не требует сложного дорогостоящего оборудования, частой переналадки оснастки и использования ак30 тивных сред.
Формула изобретения Слоистый инструментальный материал, содержащий основу из стали мартенситного
35 класса, промежуточный слой, выполненный из металла группы железа, и рабочий слой из твердого сплава, отличающийся тем, что, с целью повышения работоспособности и снижения себестоимости, рабочий
40 слой выполнен толщиной 0,2 - 1 мм, промежуточный слой выполнен из никеля или кобальта толщиной 5 - 15 мкм при переменной схеме резания на чистовых режимах или толщиной 20 - 40 мкм при получистовой и
45 черновой обработке, или толщиной 30 - 50 мкм при переменной схеме резания в условиях черновой и получистовой обработки, а основа выполнена из стали с горячей твердостью не менее 600°С и содержанием
50 углерода не более 0,5%.
Т а б л и ц а 1
Таблица2
Таблица 3
Таблица4
Таблица 5
Таблица б
| Самойлов B.C | |||
| и др | |||
| Металлообрабатывающий твердосплавный инструмент - М.: Машиностроение, 1988, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
