Изобретение относится к черной металлургии, в частности к производству малоуглеродистой, преимущественно низколегированнойгстали и совершенствует процесс холодной прокатки листовой стали.
Целью является повышение штампуе- мости изделий из стали.
Способ производства проката из малоуглеродистой стали осуществляют следующим образом.
Слябы из малоуглеродистой низколегированной стали нагревают в методических печах до требуемой температуры и прокатывают их на стане горячей прокатки на толщину от 0,2 до 5,0-6,0 мм. Смотанные в рулон горя- чекатанные полосы охлаждают, подвергают травлению и подают к стану холод ной прокатки. Из паспорта плавки по данным химанализа определяют суммарное содержание в стали марганца, кремния и титана (ванадия) и по это-, му значению определяют суммарную степень обжатия при холодной прокатке. При этом если фактическое суммарное содержание элементов в стали находится в пределах 0,92-1,22%, но не равно ему, то суммарная степень обжатия составляет 70-75%. Аналогично, если суммарное содержание элементов лежит в пределах 1,22-1,52%, то степень обжатия уменьшают на 10% и она составляет 60-65% и т.д. При этом, в указанных интервалах суммарных степеней обжатия, например при
о:
4
ее ее
70-75%, большее значение степени, т.е. 75% назначают при прокатке листа с меньшим суммарным содержанием элементов, и наоборот.
После прокатки полос с заданной степенью обжатия холоднокатанные рулоны подвергают отжигу, дрессировке, порезке и отгружают потребителю.
Максимальную, оптимальную, суммарную степень обжатия при холодной прокатке и ее изменение в зависимости от суммарного содержания в стали Mh, Si, Ti (V) нашли экспериментальным путем. При этом исх.одили из того, что в малоуглеродистых низколегированных: сталях типа 08ГС10Т, у которых суммарное содержание Mn, Si, Ti(V) согласно ТУ лежит в пределах 0,92-1,78%, оптимальная суммарная степень обжатия при холодной прокатке, при прочих равных условиях, должна обеспечивать коэффициент нормальной пластической анизотропии свойств не менее 1,48.
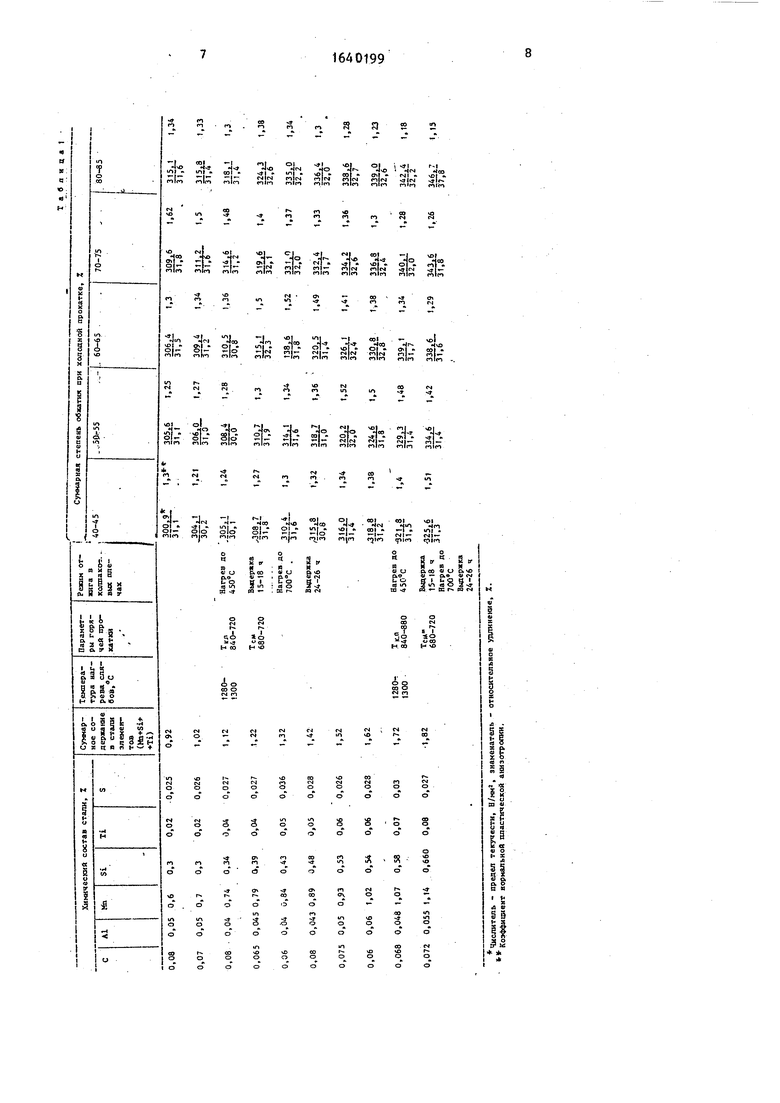
В табл.1 приведены эксперименталь™ ные данные, устанавливающие связь между суммарной степеныс сбжатия на стане холодной прокатки5 суммарным содержанием Mn, Si, Ti в стали и - пластическими свойствами готового проката.
Из полученных данных следует, что каждому значению суммарного содержания этих элементов в стали соот- ветствует оптимальная величина степени обжатия при холодной прокатке, обеспечивающая наиболее высокий коэффициент нормальной пластической анизотропии, в пределах 1,48-1,52. Увеличение степени обжатия больше или меньше оптимального значения приводит к образованию в стали неблагоприятной текстуры (100), что резко снижает величину коэффициента нормальной пластической анизотропии. При этом оптимальный интервал степени обжатия изменяется, если суммарное содержание Mn, Si и Ti в стали изменяется на величину не менее 0,3%.
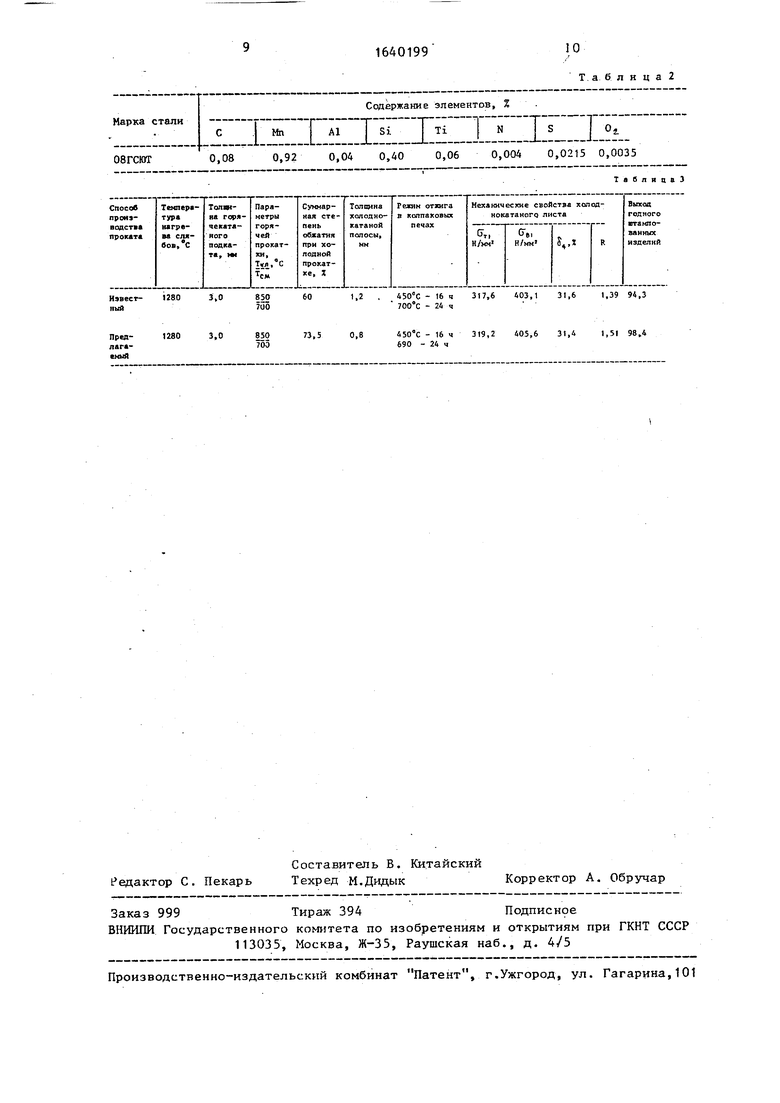
Предлагаемый способ проката опробовали в промышленных условиях, С этой целью берут 6 слябов одной плавки из стали 08ГС10Т и нагревают их в методических печах до 1280°С.
Химический состав плавки приведен в табл.2.
На стане горячей прокатки слябы прокатывают на горячекатанные полосы
1640199 4
размером 3,0X1350 мм. Полосы сматывают в рулоны, протравливают и пода- ют на стан холодной прокатки.
сИсходя из химического состава
стали определяют, что суммарная степень обжатия при использовании известного способа составляет 60%, а при использовании предлагаемого способа
10 73,5%.
В соответствии с этим три сляба прокатывают с суммарным обжатием 60% на конечную толщину 1,2 мм, остальные три - с суммарным обжатием 72,5%
J5 на толщину 0,8 мм. После прокатки рулоны отжигают и дрессируют по существующей технологии и отгружают потребителю, где производят опытную штамповку изделий.
20Результаты мехиспытаний и опытной
штамповки приведены в табл.3.
25
30
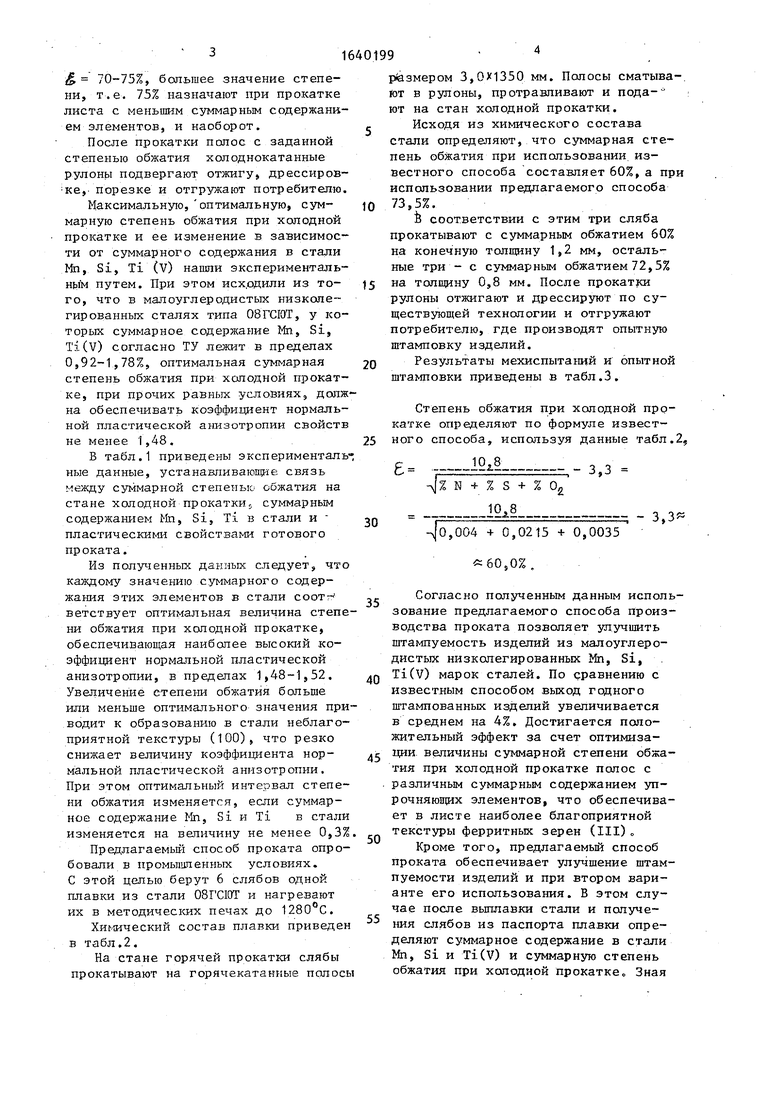
Степень обжатия при холодной прокатке определяют по формуле известного способа, используя данные табл.2,
С- -
- 3,3
35
40
45
50
55
Согласно полученным данным использование предлагаемого способа производства проката позволяет улучшить штампуемость изделий из малоуглеродистых низколегированных Mn, Si, Ti(V) марок сталей. По сравнению с известным способом выход годного штампованных изделий увеличивается в среднем на 4%. Достигается положительный эффект за счет оптимизации величины суммарной степени обжатия при холодной прокатке полос с различным суммарным содержанием упрочняющих элементов, что обеспечивает в листе наиболее благоприятной текстуры ферритных зерен (III)„
Кроме того, предлагаемый способ проката обеспечивает улучшение штам- пуемости изделий и при втором варианте его использования. В этом случае после выплавки стали и получения слябов из паспорта плавки определяют суммарное содержание в стали Mn, Si и Ti(V) и суммарную степень обжатия при холодной прокатке Зная
25
Степень обжатия при холодной прокатке определяют по формуле известного способа, используя данные табл.2,
С- -
30
- 3,3
5
0
5
0
5
Согласно полученным данным использование предлагаемого способа производства проката позволяет улучшить штампуемость изделий из малоуглеродистых низколегированных Mn, Si, Ti(V) марок сталей. По сравнению с известным способом выход годного штампованных изделий увеличивается в среднем на 4%. Достигается положительный эффект за счет оптимизации величины суммарной степени обжатия при холодной прокатке полос с различным суммарным содержанием упрочняющих элементов, что обеспечивает в листе наиболее благоприятной текстуры ферритных зерен (III)„
Кроме того, предлагаемый способ проката обеспечивает улучшение штам- пуемости изделий и при втором варианте его использования. В этом случае после выплавки стали и получения слябов из паспорта плавки определяют суммарное содержание в стали Mn, Si и Ti(V) и суммарную степень обжатия при холодной прокатке Зная
требуемую потребителем толщину-холоднокатаного листа и суммарную степень обжатия, определяют требуемую толщину горячекатаных полос, которую необходимо получить после прокатки слябов по формуле
1Г.П
100 hx.n ТОО Ј
;
где h
r.n
Х.п
толщина горячекатаных
полос, мм;
толщина холоднокатаных
полос, мм; Ј - суммарная степень обжатия
при холодной прокатке, %. Таким образом, использование предлагаемого способа производства проката из низколегированных малоуглеродистых марок сталей по сравнению с известным позволяет улучшить штампуе- мость изделий, в результате чего.вы ход годного увеличивается в среднем на 4%.
Формула
и
6
3 О
бр етения
5
0
5
Способ производства проката из малоуглеродистой стали, преимущественно низколегированной марганцем, кремнием и титаном или ванадием с общим их содержанием 0,92-1,78%, включающий горячую прокатку, травление, холодную прокатку со степенью обжатия, устанавливаемой в зависимосг ти от содержащихся химических элементов в стали, и отжиг, отличающийся тем, что, с целью повышения штампуемости изделий из стали , суммарную степень обжатия при холодной прокатке устанавливают в зависимости от суммарного содержания в стали марганца, кремния и титана или ванадия, при этом при их содержании на нижнем пределе степень обжатия устанавливают равной 70-75%, а при увеличении этого содержания на каждые 0,3% степень обжатия уменьшит на 10%. О
.Ј
О
«А
УЗ VO
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562203C1 |
| СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2010 |
|
RU2463374C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2466193C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2010 |
|
RU2445380C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2007 |
|
RU2358025C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562201C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ СУДОСТРОЕНИЯ | 2013 |
|
RU2530078C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2495142C1 |
Изобретение относится к черной металлургии, в частности к производству малоуглеродистой низколегированной стали, и совершенствует процесс холодной прокатки листовой стали с содержанием марганца, кремния, ванадия или титана в количестве 0,92-1,78%. Цель - повышение штампу- емости изделий из стали. После горячей прокатки и травления осуществляют холодную прокатку со степенью обжатия, определяемой в зависимости от суммарного содержания в стали марганца, кремния, ванадия или титанаs при этом при их содержании на нижнем пределе (0,92%) степень обжатия устанавливают равной 70-i5%, а при увеличении этого содержания на каждые 0,3% степень обжатия уменьшают на 10%. 3 табл. SS
Числитель - предел текучести, Н/мм2, знаменатель - относительное удлинение, Z. Коэффициент нормальной пластической анизотропии.
08ГСЮТ
0,08
0,92
0,04 0,400,060,004 0,0215 0,0035
Таблнц&З
Темпера тура нагрева слябов, °С
Иэвест
вый
1280
1280
3,0
850 700
П.5
Таблкца2
450°С - 16 ч 690 - 24 ч
319,2 405,6 31,4
1,51 98.4
| Способ производства холоднодеформированных заготовок из углеродистых и низколегированных сталей | 1986 |
|
SU1399358A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства проката из малоуглеродистой стали | 1984 |
|
SU1199315A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
