Изобретение относится к области объемных гидромашин и может быть использовано при изготовлении деталей системы распределения поршневых гидромашин.
Цель изобретения - упрощение технологии изготовления, повышение долговечности и экономичности технологического оборудования.
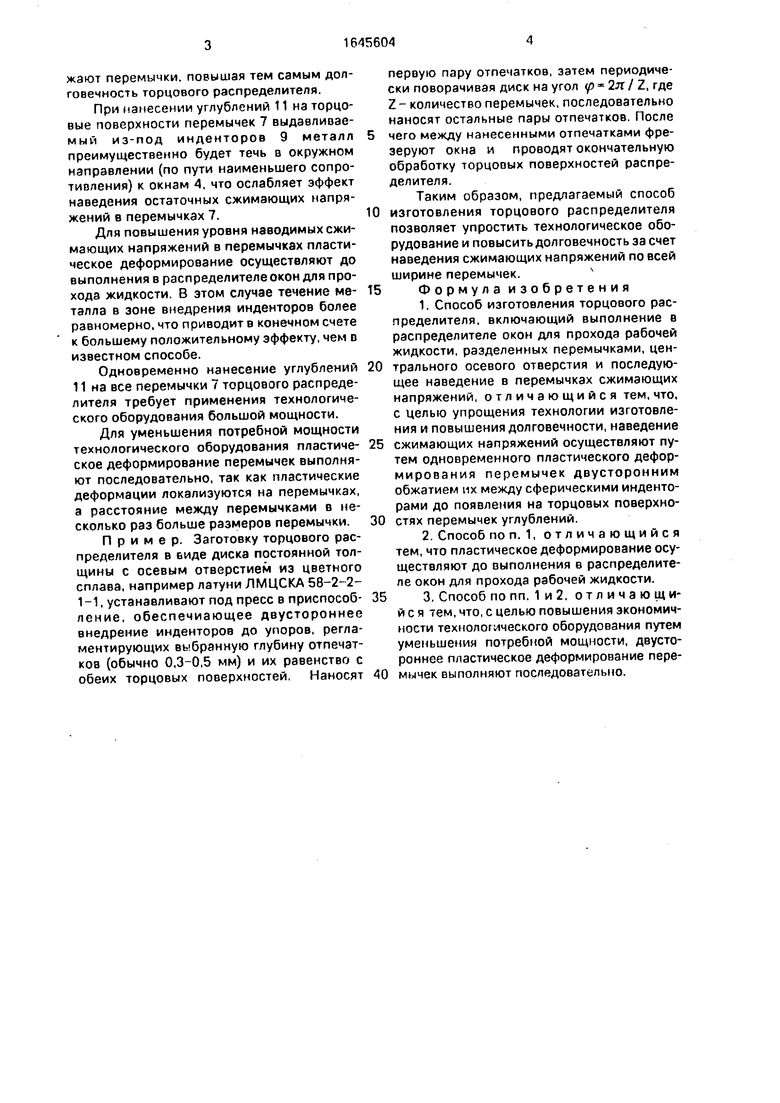
На фиг. 1 изображена торцовая поверхность распределителя; на фиг. 2 - сечение распределителя; на фиг. 3 - схема пластического деформирования.
Торцовый распределитель 1 имеет наружную 2 и внутреннюю 3 поверхности, сквозные серповидные окна 4 равной протяженности, разделяющие торцовый распределитель на наружный обвод 5 и внутренний обвод 6, связанные соединительными перемычками 7, и осевое отверстие 8.
Торцовый распределитель помещают в специальное приспособление, обеспечивающее двустороннее воздействие сферических инденторов 9 на торцовые поверхности соединительных перемычек 7 в их центральной части на окружности 10 разноски окон 4.
Под действием усилий Q сферические инденторы 9 внедряются в торцовые поверхности перемычки 7, вызывая пластическое течение металла перемычки и образуя углубления 11. Вытекающий из-под иденден- торов 9 металл создает распирающее усилие на наружный обвод 5 и внутренний обвод 6, вызывая упругую деформацию растяжения наружного обвода 5 и упругую деформацию сжатия внутреннего обвода 6 торцового распределителя.
После снятия деформирующих усилий О наружный обвод 5 и внутренний обвод 6, стремясь вернуться в исходное состояние, сжимают зоны пластического течения металла на перемычках 7.
Таким образом, в перемычках 7 наводятся остаточные сжимающие напряжения, которые складываются с эксплуатационными растягивающими напряжениями, разгрусл
с
о сл о о
JSw
жают перемычки, повышая тем самым долговечность торцового распределителя.
При нанесении углублений 11 на торцовые поверхности перемычек 7 выдавливаемый из-под инденторов 9 металл преимущественно будет течь в окружном направлении (по пути наименьшего сопротивления) к окнам 4, что ослабляет эффект наведения остаточных сжимающих напряжений в перемычках 7.
Для повышения уровня наводимых сжимающих напряжений в перемычках пластическое деформирование осуществляют до выполнения в распределителе окон для прохода жидкости. В этом случае течение металла в зоне внедрения инденторов более равномерно, что приводит в конечном счете к большему положительному эффекту, чем в известном способе.
Одновременно нанесение углублений 11 на все перемычки 7 торцового распределителя требует применения технологического оборудования большой мощности.
Для уменьшения потребной мощности технологического оборудования пластическое деформирование перемычек выполняют последовательно, так как пластические деформации локализуются на перемычках, а расстояние между перемычками в несколько раз больше размеров перемычки.
Пример. Заготовку торцового распределителя в виде диска постоянной толщины с осевым отверстием из цветного сплава, например латуни ЛМЦСКА 58-2-2- 1-1, устанавливают под пресс в приспособ- ление, обеспечиающее двустороннее внедрение инденторов до упоров, регламентирующих выбранную глубину отпечатков (обычно 0,3-0,5 мм) и их равенство с обеих торцовых поверхностей, Наносят
первую пару отпечатков, затем периодически поворачивая диск на угол f - 2п I Z, где Z- количество перемычек, последовательно наносят остальные пары отпечатков. После
чего между нанесенными отпечатками фрезеруют окна и проводят окончательную обработку торцовых поверхностей распределителя.
Таким образом, предлагаемый способ
изготовления торцового распределителя позволяет упростить технологическое оборудование и повысить долговечность за счет наведения сжимающих напряжений по всей ширине перемычек.
Формула изобретения
1.Способ изготовления торцового распределителя, включающий выполнение в распределителе окон для прохода рабочей жидкости, разделенных перемычками, центрального осевого отверстия и последующее наведение в перемычках сжимающих напряжений, отличающийся тем, что, с целью упрощения технологии изготовления и повышения долговечности, наведение
сжимающих напряжений осуществляют путем одновременного пластического деформирования перемычек двусторонним обжатием их между сферическими инденто- рами до появления на торцовых поверхностях перемычек углублений.
2.Способ по п. 1, отличающийся тем, что пластическое деформирование осуществляют до выполнения в распределителе окон для прохода рабочей жидкости.
3. Способ по пп, 1и2, отличающийся тем, что, с целью повышения экономичности технологического оборудования путем уменьшения потребной мощности, двустороннее пластическое деформирование перемычек выполняют последовательно.
ю
11
А-А
Н
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый распределитель поршневой гидромашины | 1989 |
|
SU1657728A1 |
| Способ изготовления торцового распределителя | 1986 |
|
SU1315650A1 |
| Торцовый распределитель | 1982 |
|
SU1038545A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| Торцовый распределитель аксиально-поршневой гидромашины | 1982 |
|
SU1032212A1 |
| Устройство для определения структурно-пластической прочности пластифицированных порошковых материалов | 1985 |
|
SU1274848A1 |
| Торцовый распределитель аксиально- пОРшНЕВОй гидРОМАшиНы | 1979 |
|
SU844785A1 |
| Аксиально-поршневая гидромашина | 1987 |
|
SU1483087A1 |
| Способ определения сопротивления деформации металлических материалов | 2018 |
|
RU2703808C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |

Изобретение относится к объемным гидромашинам и может быть использовано при изготовлении деталей системы распределения поршневых гидромашин. Целью изобретения является упрощение технологии изготовления, повышение долговечности и экономичности технологического оборудования за счет одновременного пластического деформирования перемычек распределителя двусторонним обжатием их между сферическими инденторами до появления на торцовых поверхностях перемычек углублений. Кроме этого, пластическое деформирование осуществляют до выполнения в распределителе окон для прохода рабочей жидкости. Пластическое деформирование перемычек можно выполнять последовательно, что уменьшит мощности технологического оборудования. 2 э. п. ф-лы, 3 ил.
Фм1
Q
Фиг.2.
rh(Q
У)
| Способ изготовления торцового распределителя | 1986 |
|
SU1315650A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
