Изобретение относится к неразрушающему контролю и может быть использовано для контроля качества сварных соединений.
Цель изобретения - повышение достоверности контроля достигается за счет использования информативного параметра,измеряемого с меньшей погрешностью.
На фиг.1 показана блок-схема вихретокового устройства для контроля качества сварных соединений; на фиг.2 - амплитудно-частотные характеристики колебательного- контура с ВТП при контроле образцов с удельной электрической проводимостью: (j, 0,62; 1,3; 1,5 МСм/м.
Устройство состоит из генератора 1 гармонического напряжения качаю- щейся частоты, вихретокового преобразователя 2, колебательного контур 3, канала 4 измерения амплитуды, измерительного канала, состоящего из частотомера 5 и экстрематора 6, двух преобразователей аналог-код 7 и 8 и блока 9 логической обработки сигналов. Генератор 1 присоединен к вихретоковому преобразователю 2, который является элементом колебатель- ного контура 3. Колебательный контур 3 подключен к каналу 4 измерения амплитуды. Частотомер 5 и экстрема- тор 6, соединенные последовательно, образуют второй измерительный канал. Вход экстрематора 6 присоединен к выходу канала 4 измерения амплитуды. Вход частотомера 5 соединен с выходом генератора 1. Управляющий вход частотомера 5 соединен с выходом экстрематора 6. Выходы частотомера 5 и канала 4 измерения амплитуды присоединены к входам преобразователей аналог - код 7 и 8, выходы преобразователей 7 и 8 - к вхо- дам блока 9 логической обработки сигналов.
Колебательный контур 3, элементом которого является вихретоковый преобразователь 2, питается от генератора 1 качающейся частоты. Напряжение, снимаемое с колебательного контура 3, поступает на входы канала 4 измерения амплитуды и частотомера 5. Выходное напряжение канала 4 измерения амплитуды, пропорциональное амплиту- де выходного напряжения колебательного контура 3, подается на вход одногс преобразователя аналог - код 7. На
,
5
Q 5 о
5
0
вход другого преобразователя аналог - код 8 поступают сигналы, пропорциональные текущей частоте напряжения, питающего контур 3. Выходные цифровые коды преобразователей аналог - код 7 и 8 поступают на входы блока 9 логической обработки сигналов.
Способ реализуется следующим образом.
Вихретоковый преобразователь 2 устанавливают на сварное соединение. В зависимости от качества сварки изменяются параметры вкхретокового преобразователя 2, его активное и индуктивное сопротивления. Вследствие этого изменяется собственная резонансная частота колебательного контура 3. Так как контур 3 питается от генератора 1 качающейся частоты, то вь.ходное напряжение контура 3 является амплитудно-частотно- модулированным. Его амплитуда достигает максимума при резонансе.
Канал 4 измерения амплитуды обеспечивает измерение этого максимума. В момент достижения максимума экстрематор 6 выдает импульс,который запускает на измерение частотомер 5. Преобразователи аналог-код 7 и 8 осуществляют преобразование аналогового выходного напряжения канала 4 и сигналов частотомера 5 в цифровую форму. Цифровые коды резонансного напряжения и частоты колебательного контура подвергаются логической обработке в блоке 9 согласно выражению.
Р- F Л А,УР7ЛА2У..УРПЛАП1
(О
где F,,...,Fn
и А(,...,АП - цифровые значения
частоты и напряжения соответственно колебательного контура 3 при резонансном режиме его работы и зазорах между торцом вихретокового преобразователя 2 и поверхностью контролируемого изделия, равных соответственно h, ,. ..,
V А
V, Л - знаки логического сложения (дизъюнкция)
5
то они имеют разные наборы точек, а следовательно, они различаются друг от друга и поэтому могут быть распознаны с помощью выражения (1).
и умножения (конъюнкция) .
Как следует из выражения (1) принцип работы блока 9 логической обработки информации состоит в том, что логическое произведение F- Л А,1 определяет точку амплитудно-частотной характеристики, а логическая сумма точек VF1 Л А- - всю искомую-ха- ю рактеристнку.
Действительно, для. определения точки кривой необходимо одновременное наличие двух координат: и координаты по оси амплитуды А, и коорди- 15 наты по оси частоты F. Следовательно, для определения точки требуется выполнить над цифровыми кодами амплитуды и частоты логическую операцию И ( конъюнкцию или логического умноже- 20 ния).
Для нахождения всей кривой необходимо определить или эту точку F,A А1 кривой, или эту Г„/( А2 или любую другую, но обязательно принадле- 25 жащую искомой кривой. Следовательно, для нахождения всей кривой требуется выполнить над цифровыми кодами F ; Л А,, определяющими точку кривой, логическую операцию ИЛИ (дизъюнк-30 ролируемого сварного соединения опцию или логического сложения).
Формула изобретения
1. Способ вихретокового контроля качества сварных соединений, заключающийся в том, что вихретоковый пре образователь, включенный в колебател ный контур и питаемый гармоническим напряжением, приводят в электромагни ное взаимодействие с контролируемым объектом, измеряют амплитуды U вносимого в вихретоковый преобразователь напряжения и используют его для определения качества сварного соединения, отличающийся тем, что, с целью повышения достовер ности контроля, изменяют частоту питающего колебательный контур напряжения, фиксируют частоту, соответствующую резонансному режиму контура, измеряют при резонансе амплитуду U вносимого напряжения и частоту F0 питающего напряжения и качество конт
40
Таким образом, выражение (1) поз воляет определить одну амплитудно- частотную характеристику, т.е. задает закон функционирования блока 9 по одному i-му выходу.
Как видно из фиг.2. вносимые амплитуда и частота при одном и том же значении зазора дают одну точку амплитудно частотной характеристики при контроле сварного соединения с определенным качеством сварки, например с эффектом типа слипание,заниженный размер литой зоны (частичный непровар) и т.д.Набор вносимых ампли- д5 туд и частот при всех значениях зазора h(,...,hf| заданного диапазона его изменения определяют всю амплитудно-частотную характеристику.Следовательно, с помощью выражения (1) можно распознать качество сварного соединеределяют по измеренным величинам.
2. Устройство для вихретокового контроля качества сварных соединений
35 содержащее генератор, вкхретоковый преобразователь, включенный в колеба тельный контур, последовательно соединенные канал измерения амплитуды, преобразователь аналог - код и блок логической обработки сигналов, второй измерительный канал и второй преобразователь аналог - код, включенный между выходом второго измерительного канала и вторым входом блока логической обработки сигнала, а вход первого измерительного ка нала подключен к выходу колебательного контура, отличающеес тем, что, с целью повыше ния достовернос ти контроля, второй измерительный ка нал выполнен в виде частотомера, под ключенного сигнальным входом к выход генератора и экстрематора, включенного между выходом канала измерения
50
ния независимо от колебания зазора в заданном диапазоне при проведении контроля. Так как амплитудно-частотные характеристики сняты при разных качествах сварки и не пересекаются . (фиг.2), т.е. не имеют общих точек,
16528936
то они имеют разные наборы точек, а следовательно, они различаются друг от друга и поэтому могут быть распознаны с помощью выражения (1).
кнм ю
ролируемого сварного соединения опФормула изобретения
1. Способ вихретокового контроля качества сварных соединений, заключающийся в том, что вихретоковый преобразователь, включенный в колебательный контур и питаемый гармоническим напряжением, приводят в электромагнитное взаимодействие с контролируемым объектом, измеряют амплитуды U вносимого в вихретоковый преобразователь напряжения и используют его для определения качества сварного соединения, отличающийся тем, что, с целью повышения достоверности контроля, изменяют частоту питающего колебательный контур напряжения, фиксируют частоту, соответствующую резонансному режиму контура, измеряют при резонансе амплитуду U вносимого напряжения и частоту F0 питающего напряжения и качество контролируемого сварного соединения о
ределяют по измеренным величинам.
2. Устройство для вихретокового контроля качества сварных соединений,
содержащее генератор, вкхретоковый преобразователь, включенный в колебательный контур, последовательно соединенные канал измерения амплитуды, преобразователь аналог - код и блок логической обработки сигналов, второй измерительный канал и второй преобразователь аналог - код, включенный между выходом второго измерительного канала и вторым входом блока логической обработки сигнала, а вход первого измерительного канала подключен к выходу колебательного контура, отличающееся тем, что, с целью повыше ния достоверности контроля, второй измерительный канал выполнен в виде частотомера, подключенного сигнальным входом к выходу генератора и экстрематора, включенного между выходом канала измерения
амплитуды и управляющим входом частотомера, а генератор выполнен в виде генератора качающейся частоты.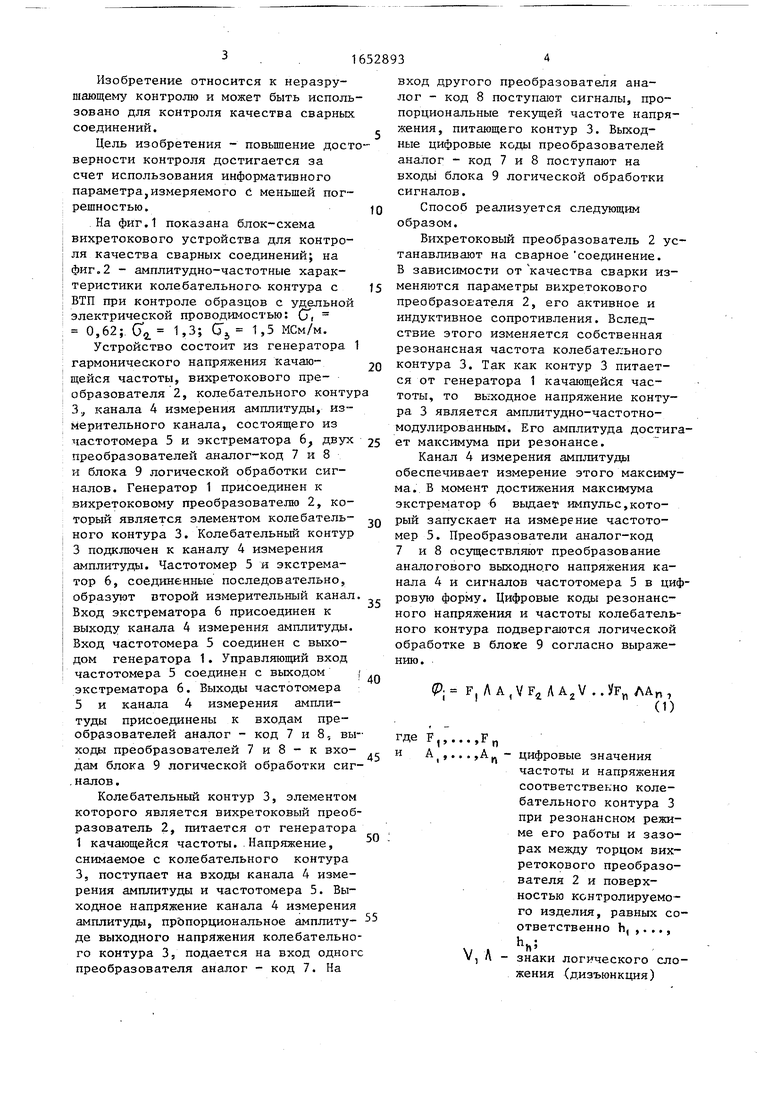

| название | год | авторы | номер документа |
|---|---|---|---|
| ВИХРЕТОКОВЫЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ И ВИХРЕТОКОВОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2006025C1 |
| Способ вихретокового контроля и устройство для его осуществления | 1986 |
|
SU1478110A1 |
| Вихретоковый способ измерения частоты вибрации и устройство для его осуществления | 1984 |
|
SU1236360A1 |
| Устройство для измерения параметров колебательных контуров | 1984 |
|
SU1265650A1 |
| Устройство для вихретокового контроля проводящих сред | 1977 |
|
SU721737A1 |
| ВИХРЕТОКОВОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2005 |
|
RU2291419C2 |
| ДВУХПАРАМЕТРОВЫЙ СПОСОБ КОНТРОЛЯ ИЗДЕЛИЙ | 2006 |
|
RU2305280C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНО-РЕЗОНАНСНОЙ ИМПЕДАНСОМЕТРИИ ЖИВЫХ ТКАНЕЙ БИОЛОГИЧЕСКОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2182814C2 |
| Устройство для электромагнитного контроля электропроводящих материалов | 1981 |
|
SU993111A1 |
| Способ вихретокового контроля | 1988 |
|
SU1573415A1 |

Изобретение относится к нераэ- рушающ гму контролю и может быть испогьзовано для контроля качества сварных соединений. Цель изобретения - повышение достоверности конг- ропя - достигается за счет использования информативного параметра, измеряемого с меньшей погрешностью. При изменении качества сварного соединения меняется собственная резонансная частота колебательного контура 3, элементом которого является вихретоко- вый преобразователь 2. На колебательный контур поступает изменяющееся по частоте напряжение от генератора 1 качающейся частоты. Максимум напряжения, получаемый при резонансной частоте F, фиксируется экстремато- ром 6. Одновременно с помощью частого- мера 5 измеряется резонансная частота F. Цифровь.е коды измеренной амплитуды напряжения и частоты преобразуются в блоке 9 логической обработки. 2 с.п.ф-лы, 2 ил. (Л С.
Редактор М.Келемеш
Составитель П.Шкатов Техред М.Моргентал
Заказ 1769
Тираж 407
ВНИИПИ Государстве много комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Корректор А.Обручар
Подписное
