(21)4702434/33 (22)03.04.89 (46)07.06.91. Бюл. №21
(71)Первоуральский динасовый завод
(72)Ю.Е.Пивинский, И.Б.Волчек, Е.В.Рожков, О.Н.Самарина, Т.И.Литовская и В И Хабарова
(53)666.3.022.846(088.8)
(56)Авторское свидетельство СССР Мг 1399993, кл. С 04 В 35/14, 1986.
Патент Японии № 49-3679, кл. 29/ЗВ31, 1974. (54) СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
(57)Изобретение относится к огнеупорной промышленности, а именно к производству кварцевых огнеупоров для непрерывной
разливки стали и выпуска стального проката Цель изобретения - сокращение времени формования и снижение открытой- пористости изделий Способ формования керамических изделий включает заливку кварцевого шликера плотностью (1,75- 1,88) х 103 кг/м3 во вращающуюся металлическую форму. Формование ведут в циклично-периодическом режиме путем заливки порции шликера во вращающуюся со скоростью 4-5 м/с форму с последующим увеличением скорости до 18-22 м/с при ускорении не более 0,1 м/с2 и снижением скорости перед следующей заливкой шликера до указанной величины. Время формования сокращается в среднем до 8 мин, а открытая пористость уменьшается до 17,5%. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения высокоплотной кварцевой керамики и изделий из нее | 2016 |
|
RU2637352C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| Способ формования заготовок из кварцевой керамики | 2017 |
|
RU2648749C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМОБЕТОННЫХ КВАРЦЕВЫХ СТАЛЕРАЗЛИВОЧНЫХ ОГНЕУПОРОВ | 1998 |
|
RU2153481C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2005 |
|
RU2301212C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2008 |
|
RU2385850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ СТАЛЕРАЗЛИВОЧНЫХ ОГНЕУПОРОВ | 1997 |
|
RU2109714C1 |
| СПОСОБ КОНТРОЛЯ КИНЕТИКИ НАБОРА КЕРАМИЧЕСКОЙ ЗАГОТОВКИ ПРИ ВОДНОМ ШЛИКЕРНОМ ЛИТЬЕ | 2008 |
|
RU2365560C1 |
| Способ получения антенных обтекателей ракет из кварцевой керамики | 2016 |
|
RU2639548C1 |
Изобретение относится, к огнеупорной промышленности, а именно к производству кварцевых огнеупоров для непрерывной разливки стали и выпуска стального проката.
Целью изобретения является сокращение времени формования и снижение открытой пористости изделий.
Пример. Шликер для проведения экспериментальных исследований получают путем мокрого помола кварцевого стекла с содержанием SI02 98% в шаровой мельнице с керамической футеровкой и уралито- выми мелющими телами. Время помола 12ч, емкость мельницы 30 л, плотность полученного шликера 1,88 х 103 кг/м3, остаток на сите № 0063 8%. В шликер вводят щелочь в количестве 0,1% от массы кварцевого стекла.
Ё
Формование образцов проводят на специальном стенде, снабженном приводом с плавным изменением скорости вращения сменной формы от 100 до 2500 об/мин. Наружный диаметр образцов из кварцевого шликера 230 мм, внутренний диаметр 150 мм, ширина кольца 45 мм. Объем заливаемого шликера 1,2 л.
Перед формованием производят разгон формы до получения окружной скорости вращения внутренней стенки формы в пределах 4-5 м/с, что составляет 300- 400 об/мин. Производят заливку шликера внутрь формы из расчета 40% от обьема подготовленного для заливки шликера, т.е. 0.48-0,5 л. После заливки первой порции производят плавный разгон Формы до скорости 20 м/с или 2100 об/мин с ускорением
О
сл
ю
00
ю
0,1 м/с . Подъем скорости до максимальной величины производят в течение 2,5 мин.
Затем скорость вращения формы уменьшают до 300-400 об/мин и производят второй цикл заливки из расчета 30% по объему или 0,36 л, после чего производят подъем скорости вращения по описанной методике. Через 2,5 мин скорость вращения формы снижают до 300-400 об/мин и производят третий цикл заливки оставшегося объема шликера, затем производят плавный разгон формы с ускорением 0,1 м/с2. Время формования изделия составляет в среднем 8 мин.
Изделие имеет равную отформованную поверхность, средний показатель пористости 17-19%, прочность изделия на изгиб2,8- 3,4 мПа, Визуально не наблюдается резких переходов по фракционному составу по толщине изделия, изделия не расслаиваются и
не растрескиваются при сушке и термообработке.
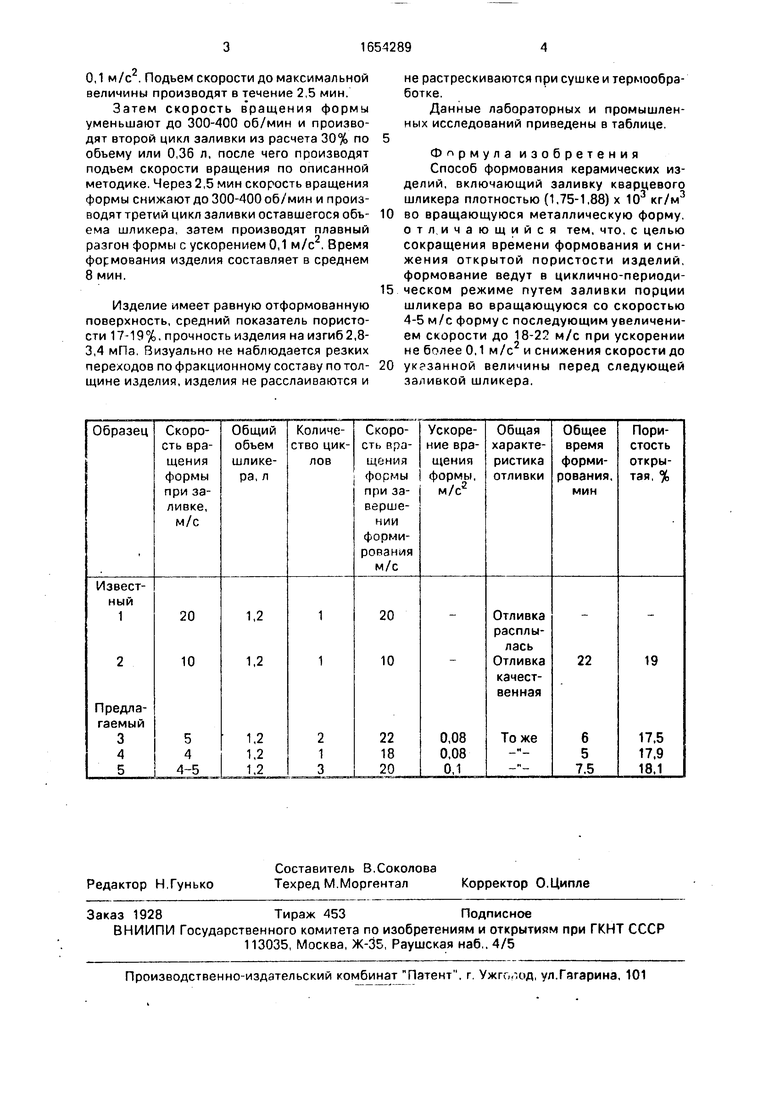
Данные лабораторных и промышленных исследований приведены в таблице.
Формула изобретения Способ формования керамических изделий, включающий заливку кварцевого шликера плотностью (1,75-1,88) х 103 кг/м3
во вращающуюся металлическую форму, отличающийся тем, что, с целью сокращения времени формования и снижения открытой пористости изделий, формование ведут в циклично-периодическом режиме путем заливки порции шликера во вращающуюся со скоростью 4-5 м/с форму с последующим увеличением скорости до 18-22 м/с при ускорении не более 0,1 м/с2 и снижения скорости до
укгзанной величины перед следующей заливкой шликера.
