Изобретение относится к керамической промышленности, а точнее к технике производства керамических изделий методом водного шликерного литья в гипсовых формах, и может быть использовано при изготовлении крупногабаритных изделий из кварцевой керамики и других материалов.
Известен формовой комплект для литья кварцевых сталеразливочных стаканов («Огнеупоры», №11, с.7-11, 1973 г.), включающий гипсовую форму, пассивный сердечник и подпиточную емкость для заливки шликера в форму и подпитки шликером формы в процессе набора заготовки. По мере ухода шликера из подпиточной емкости в форму, емкость доливают свежим шликером. Процесс расслоения шликера в форме и подпиточной емкости не контролируется, доливку шликера осуществляют многократно. Это является одной из причин большой разнопористости материала в изделиях (до 4 абс.%) и усложняет технологию производства изделий.
Более совершенным представляется формовой комплект для формования крупногабаритных конических, оживальных и других изделий методом водного шликерного литья согласно патенту РФ №2137599, Устройство для формования керамических изделий из водных шликеров, кл. В 28 В 1/26, 1999 г., включающий гипсовую форму, состоящую из перфорированного металлического каркаса и наформованного по профилю наружной поверхности изделия гипсового слоя, пассивный сердечник со съемным опорным фланцем и центрирующие элементы. Сверху, на опорном фланце сердечника, закреплены четыре подпиточные емкости, соединенные с полостью формы отверстиями во фланце сердечника. Подача шликера в форму и подпиточные емкости осуществляется снизу, для чего к нижнему фланцу формы подсоединен заливочный штуцер. Слив шликера из прибыльных емкостей после набора заготовки осуществляется путем поворота формового комплекта при помощи специального кантователя. Предложенный формовой комплект обеспечивает получение крупногабаритных керамических изделий с равномерной толщиной стенки по сечению за счет соосной установки сердечника в форме.
Недостатком формового комплекта, как и предыдущей конструкции, является следующее:
- не указаны конструкция и объем прибыльных емкостей, что приводит к осаждению шликера на горизонтальных поверхностях, изменению реологических свойств шликера, поступающего в форму;
- отсутствует возможность контроля завершения набора заготовки кроме применения щупа, зачастую нарушающего целостность изделия;
- нет возможности контроля и нейтрализации гравитационного расслоения шликера при получении качественных заготовок.
Наиболее близким по функциональному назначению и технической сущности является формовой комплект по патенту РФ №2236938. Формовой комплект для литья керамических изделий из водных шликеров, кл. В 28 В 7/34, 2004 г., включающий влагопоглощающую гипсовую форму, пассивный сердечник с опорным фланцем, подпиточные емкости, установленные на фланце сердечника, заливочный штуцер, отличающийся тем, что, с целью получения качественных изделий с высокой однородностью свойств по высоте изделия за счет контроля параметров шликера, поступающего в форму, и слива отработанного, расслоившегося шликера. Подпиточные емкости в нижней части снабжены трубками со штоком с герметизирующей манжетой и выполнены коническими.
Недостатком прототипа является усложнение технологии формования изделий, связанное с необходимостью периодического контроля параметров шликера в подпиточной емкости, проведением операции слива отработанного шликера и заполнением емкостей свежим шликером. Кроме того, в прототипе и аналогах отсутствует конструктивный элемент, позволяющий производить отбор гравитационного осадка в нижней части формы, отделив его от формуемого изделия. Гравитационный осадок отрицательно влияет на качество изделий. Отсутствуют также конструктивные элементы для контроля окончания набора заготовки, усадки шликера при наборе заготовки.
Задачей настоящего изобретения является упрощение технологии формования качественных, с высокой однородностью свойств, крупногабаритных изделий из кварцевой керамики методом водного шликерного литья в гипсовых формах. Поставленная цель достигается тем, что предложен формовой комплект, содержащий влагопоглощающую форму, пассивный сердечник с опорным фланцем, подпиточные емкости, установленные на фланце сердечника, заливочный штуцер, отличающийся тем, что в нижней части формы дополнительно установлена съемная камера объемом 0,1-0,5% объема шликера в форме, съемная камера отделена от заготовки изделия конической фторопластовой втулкой и сеткой с ячейкой 1-2 мм, одна подпиточная емкость выполнена из прозрачного материала с мерными делениями, среднее значение общей площади сечения подпиточных емкостей соизмеримо с площадью сечения формуемого изделия в зоне заливки шликера, их объем равен Vп=кVф+Sh, где к - коэффициент усадки шликера при наборе заготовки, h - критическая высота гравитационного расслоения шликера в литниковой емкости за время набора заготовки, Vф - объем шликера в форме, S - общая площадь сечения подпиточных емкостей в цилиндрической части.
Для получения однородных по свойствам изделий методом водного шликерного литья необходимо поддерживать стабильными параметры шликера в форме в процессе всего периода набора заготовки. В связи с тем, что суспензии с хорошими литейными свойствами расслаиваются, стабилизация свойств шликера в форме, особенно при литье крупногабаритных изделий, представляет сложную задачу. Авторами установлено, что при формовании таких изделий можно достигнуть стабилизации параметров шликера в форме за счет подбора конструкции и объема подпиточных емкостей и отвода гравитационного осадка за пределы формуемого изделия. Как показали экспериментальные исследования, при формовании крупногабаритных изделий расслоение шликера происходит в верхней и нижней части, оставаясь постоянным в средней зоне. Для примера в таблице 1 приведены изменения свойств шликера по глубине, начиная с верхнего слоя, в подпиточных емкостях после набора заготовки изделия конической формы высотой 1300 мм с толщиной стенки 18 мм. Приведены также исходные параметры шликера.
Видно, что гравитационное расслоение происходит на высоте до 100 мм и может быть определено экспериментально. Далее происходит стабилизация параметров шликера, оставаясь на уровне свойств в исходном шликере. Этот факт нами учтен при выборе объема и размеров подпиточных емкостей. Экспериментальным путем устанавливается также и коэффициент усадки шликера при наборе заготовки. Для применяемых в технологии производства изделий из кварцевой керамики шликеров он находится в пределах 11-16% и определяется в основном влажностью суспензии. Усадка при наборе изделий из шликера с плотностью 1,87-1,89 г/см3 составляет 13%.
При выборе объема и высоты подпиточных емкостей для получения однородных по свойствам изделий необходимо учитывать эти два фактора: расслоение за счет гравитации и уход шликера в форму в связи с его усадкой при наборе заготовки.
Среднее значение площади сечения подпиточных емкостей должно быть соизмеримо с площадью сечения формуемого изделия в зоне подпитки шликером. Это позволяет более четко отследить кинетику набора заготовки и время завершения набора заготовки.
Выполнение одной из подпиточных емкостей из прозрачного материала с мерными делениями существенно упрощает процесс контроля завершения набора заготовки, позволяет исключить применение щупа для этих целей, что исключает повреждение набранной заготовки.
В таблице 2 приведены расчетные объемы подпиточных емкостей при формовании крупногабаритных изделий по предложенной формуле, обеспечивающие высокую однородность формуемых изделий из кварцевой керамики в зависимости от их размеров.
Неоднородность изделий в нижней части вызвана также расслоением шликера и образованием гравитационного осадка в основном из более крупных частиц. Для высокоплотных шликеров кварцевого стекла, применяемых при производстве крупногабаритных изделий методом водного шликерного литья, скорость гравитационного осаждения частиц в 5-10 раз ниже скорости набора керамического черепка на гипсовой форме за счет капиллярных сил всасывания гипса. В связи с этим величина гравитационного осадка, вызывающего неоднородность изделия, обычно составляет 0,1-0,5% объема изделия.
С целью исключения влияния гравитационного осадка на однородность изделий в предлагаемой конструкции формового комплекта предусмотрена съемная камера, например, в виде металлического патрубка, объемом 0,1-0,5% объема шликера в форме.
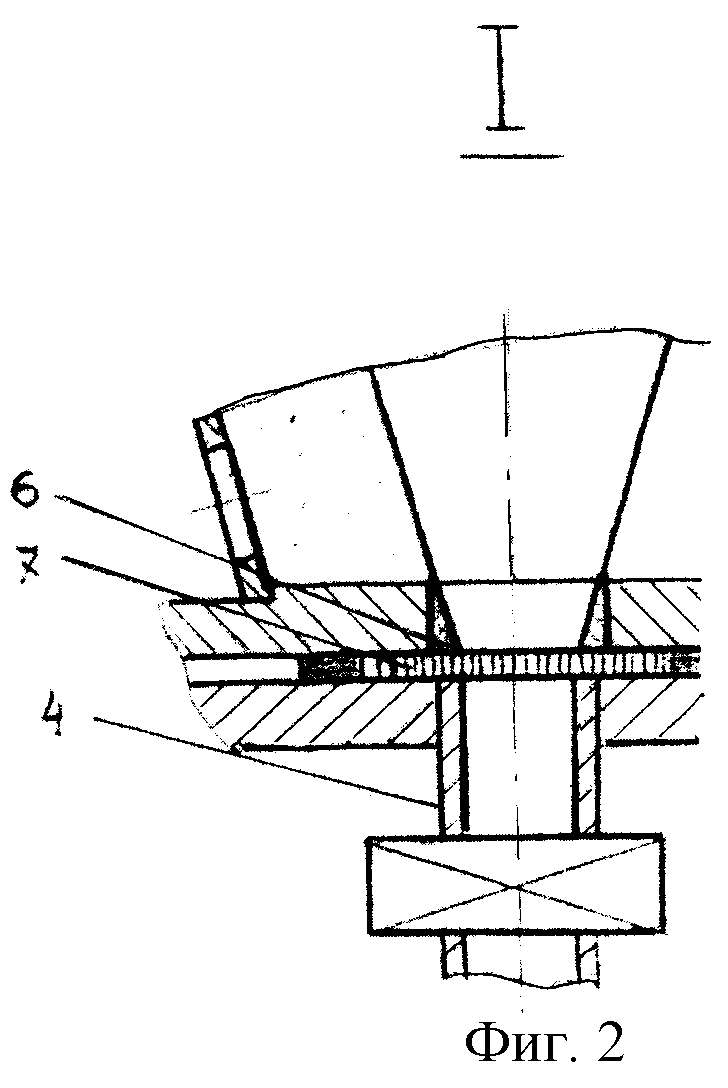
На фиг.1 показан общий вид заявляемого формового комплекта; на фиг.2 - узел I на фиг.1.
Формовой комплект включает влагопоглощающую форму (1), пассивный сердечник (2) с опорным фланцем, подпиточные емкости (3), установленные на фланце сердечника, одна из которых выполнена из прозрачного материала (стекло, полиэтилен и др.) с мерными делениями. В нижней части формы установлена съемная камера (4) в виде металлического патрубка для сбора гравитационного осадка, заливочный штуцер (5). Камера отделена от заготовки изделия конической фторопластовой втулкой (6) и сеткой с ячейкой 1-2 мм (7). Сетка свободно пропускает крупную фракцию шликера в камеру и облегчает отрыв заготовки при ее извлечениии из формы. Коническая фторопластовая втулка исключает прилипание отливки в цилиндрическом отверстии нижнего фланца и также обеспечивает получение качественной заготовки в остроконечной части изделия.
Предлагаемый формовой комплект работает следующим образом.
Производят сборку формового комплекта на кантователе по общепринятой схеме. В цилиндрическое отверстие нижнего фланца укладывают коническую фторопластовую втулку, а на фланец - сетку с ячейкой 1-2 мм. Закрепляют на заливочном штуцере съемную камеру для сбора гравитационного осадка и при помощи болтов соединяют ее через резиновую прокладку с фланцем формы. Заливочный штуцер подсоединяют к шликеропроводу. На поверхности фланца сердечника через резиновые прокладки устанавливают четыре подпиточные емкости, одна из которых выполнена из прозрачного материала (стекло, полиэтилен и др.) с мерными делениями на поверхности цилиндрической части емкости. Заполняют форму и подпиточные емкости шликером. Набор заготовки (изделия) контролируют по убыли шликера в прозрачной емкости. Если в течение 5-10 мин убыли шликера не наблюдается, процесс набора заготовки завершен и производится слив оставшегося шликера. Разборку формового комплекта производят в обратной последовательности. Извлечение изделия осуществляют путем самопроизвольного (под действием веса) опускания изделия на деревянную подставку с резиновой прокладкой. Изделие транспортируют на подвялку.
Заявляемое устройство - формовой комплект для литья керамических изделий методом водного шликерного литья - обеспечивает получение однородных заготовок по плотности и пористости, по высоте и окружности. В таблице 3 приведены значения этих параметров по изделию из кварцевой керамики, отлитого из шликера с параметрами: вязкость 23 сек по ВЗ-1, плотность 1,87 г/см3, влажность 14,5%, тонина (Т=63-500 мкм) 5,0%, рН 5,7.
Высота изделия 1300 мм, диаметр основания 450 мм, толщина стенки 18 мм.
Объем 4-х литниковых емкостей 6,8 л.
Слив и доливка шликера не производились, что существенно упрощает технологию получения высококачественных, однородных по свойствам изделий из кварцевой керамики.
Предложенный формовой комплект может быть использован для формования изделий из других керамических материалов, например ситаллокерамики.
Источники информации
1. К.А.Красотин, Д.Б.Миньков, Т.С.Макаров и др. Производство кварцевых стаканов. «Огнеупоры»,с.7-11,1973 г.
2. Патент РФ №2137599, Устройство для формования керамических изделий из водных шликеров. Кл. В28В 1/26, Бюл.№26, 1999 г.
3. Патент РФ №2236938, Формовой комплект для литья керамических изделий из водных шликеров. Кл. В28 В 7/34, Бюл.№27, 2004 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| СПОСОБ КОНТРОЛЯ КИНЕТИКИ НАБОРА КЕРАМИЧЕСКОЙ ЗАГОТОВКИ ПРИ ВОДНОМ ШЛИКЕРНОМ ЛИТЬЕ | 2008 |
|
RU2365560C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
Изобретение относится к керамической промышленности и может быть использовано в производстве крупногабаритных изделий из кварцевой керамики и других материалов методом водного шликерного литья в гипсовых формах. Техническим результатом изобретения является упрощение технологии формования высококачественных, однородных по свойствам изделий из кварцевой керамики и других керамических материалов методом водного шликерного литья. Формовой комплект для формования керамических изделий методом водного шликерного литья в гипсовые формы содержит влагопоглощающую форму, пассивный сердечник с опорным фланцем, подпиточные емкости, установленные на фланце сердечника, и заливочный штуцер. В нижней части формы дополнительно установлена съемная камера объемом 0,1-0,5% объема шликера в форме. Съемная камера отделена от заготовки изделия конической фторопластовой втулкой и сеткой с ячейкой 1-2 мм. Одна подпиточная емкость выполнена из прозрачного материала с мерными делениями, а среднее значение общей площади сечения подпиточных емкостей соизмеримо с площадью сечения формуемого изделия в зоне подпитки шликером. Их объем равен Vп=кVф+Sh, где к - коэффициент усадки шликера при наборе заготовки, h - критическая высота гравитационного расслоения шликера за время набора заготовки, Vф - объем шликера в форме, S - среднее значение общей площади сечения подпиточных емкостей. 2 ил., 3 табл.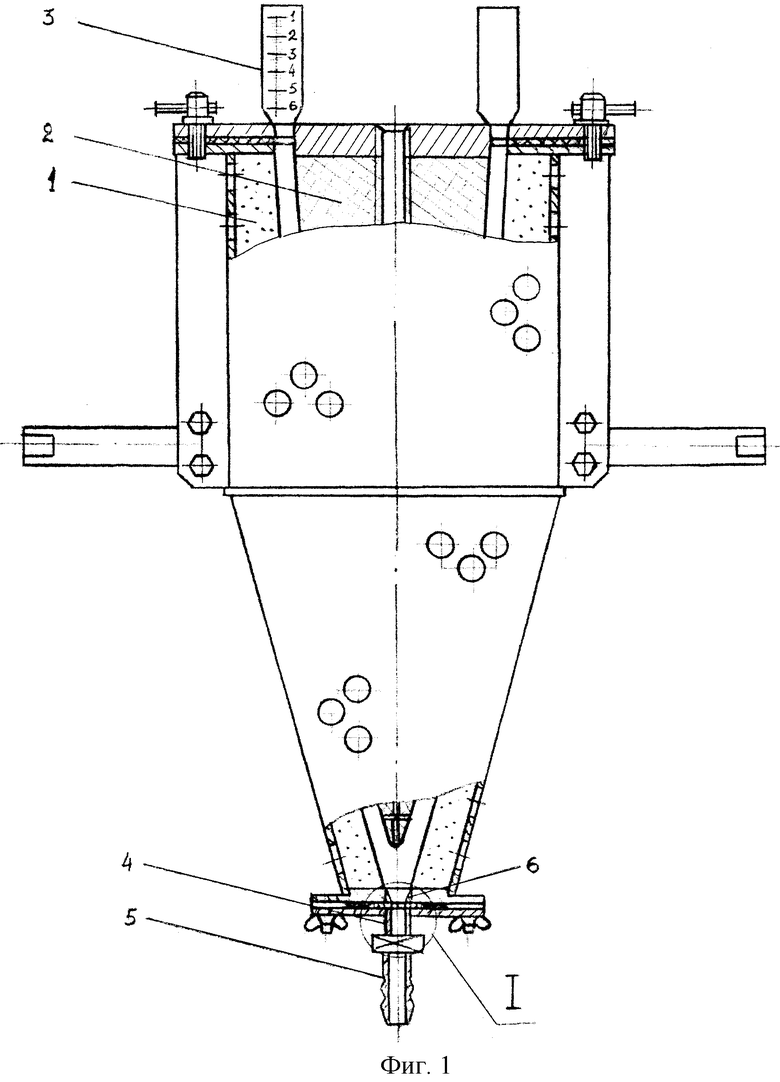
Формовой комплект для формования керамических изделий методом водного шликерного литья в гипсовые формы, содержащий влагопоглощающую форму, пассивный сердечник с опорным фланцем, подпиточные емкости, установленные на фланце сердечника, заливочный штуцер, отличающийся тем, что в нижней части формы дополнительно установлена съемная камера объемом 0,1-0,5% объема шликера в форме, съемная камера отделена от заготовки изделия конической фторопластовой втулкой и сеткой с ячейкой 1-2 мм, одна подпиточная емкость выполнена из прозрачного материала с мерными делениями, среднее значение общей площади сечения подпиточных емкостей соизмеримо с площадью сечения формуемого изделия в зоне подпитки шликером, их объем равен Vп=кVф+Sh, где к - коэффициент усадки шликера при наборе заготовки, h - критическая высота гравитационного расслоения шликера за время набора заготовки, Vф - объем шликера в форме, S - среднее значение общей площади сечения подпиточных емкостей.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2242359C1 |

