Изобретение относится к измерительной технике и предназначено для бескон тактного контроля таких параметров колец, как внешний и внутренний диаметры, несоосность, и может быть использовано в ма- шиностроении, станкостроении и автомобильной промышленности.
Цель изобретения - повышение точности измерений за счет сокращения количества определяющих параметров.
На фиг. 1 представлена схема устройства, реализующего способ измерения геометрических параметров колец; на фиг. 2 - траектории Тр сканирования торцовой поверхности контролируемого объекта.
Устройство (фиг. 1) содержит лазер 1, полупрозрачное зеркало 2, систему 3 сканирования из двух оптических клиньев, линзы 4-5, фотоприемникй 6-7, усилители 8-9 фототока и электронный блок 10 формирова- ния и индикации выходного сигнала. Контролируемое изделие 11 установлено за линзой 4 (фиг,1).
Способ реализуют следующим образом.
Световой пучок от лазера 1 через полупрозрачное зеркало 2, систему 3, состоящую из двух оптических клиньев,и линзу 4 направляют на очередное изделие (кольцо) 11, установленное в измерительную пози- цию, соосно световому пучку. Световое излучение, отраженное торцовой поверхностью кольца 11 в процессе его сканирования, направляют полупрозрачным зеркалом 2 и линзой 5 на фотоприемник 6 в плоскости Р регистрации, а в те моменты времени, когда световой пучок либо отклоняется от продольной оси симметрии кольца 11 на угол утах либо проходит систему 3 без отклонения, его регистрируют фотоприем- ником 7. Выходной сигнал, по временным интервалам в котором судят о геометрических параметрах контролируемого кольца 11, формируют электронным блоком 10, подключенным к выходам усилителей 8 и 9 фототока (фиг. 1).
В процессе сканирования изделия 11 в плоскости Р регистрации осуществляют развертку изображения его торцовой поверхности, для чего траекторию сканирования описывают наложением двух независимых вращательных движений с угловой скоростью У1 и UJB и оптических клиньев системы 3.Посредством клиньев производят два последовательных отклонения светового пуч- ка от своего первоначального направления распространения с последующим восстановлением данного направления линзой4, В результате данных операций и при условии, что разность скоростей ал и a% и незначительна, траектория сканирования торцовой поверхности кольца 11 принимает вид архимедовой спирали, периодически переходящей от закручивающейся (угол отклонения светового пучка плавно изменяется от утахДО нуля) к раскручивающейся спирали (угол отклонения изменяется от нуля ДО Утах).
За исходное взаимное положение клиньев системы 3 предлагается принять их положение, при котором суммарный преломляющий угол либо максимален, либо равен нулю. В первом случае фотоприемник устанавливают на пути распространения максимально отклоненного светового пучка, во втором - фотоприемник 7 совмещают с продольной осью симметрии изделия 11 (фиг.1).
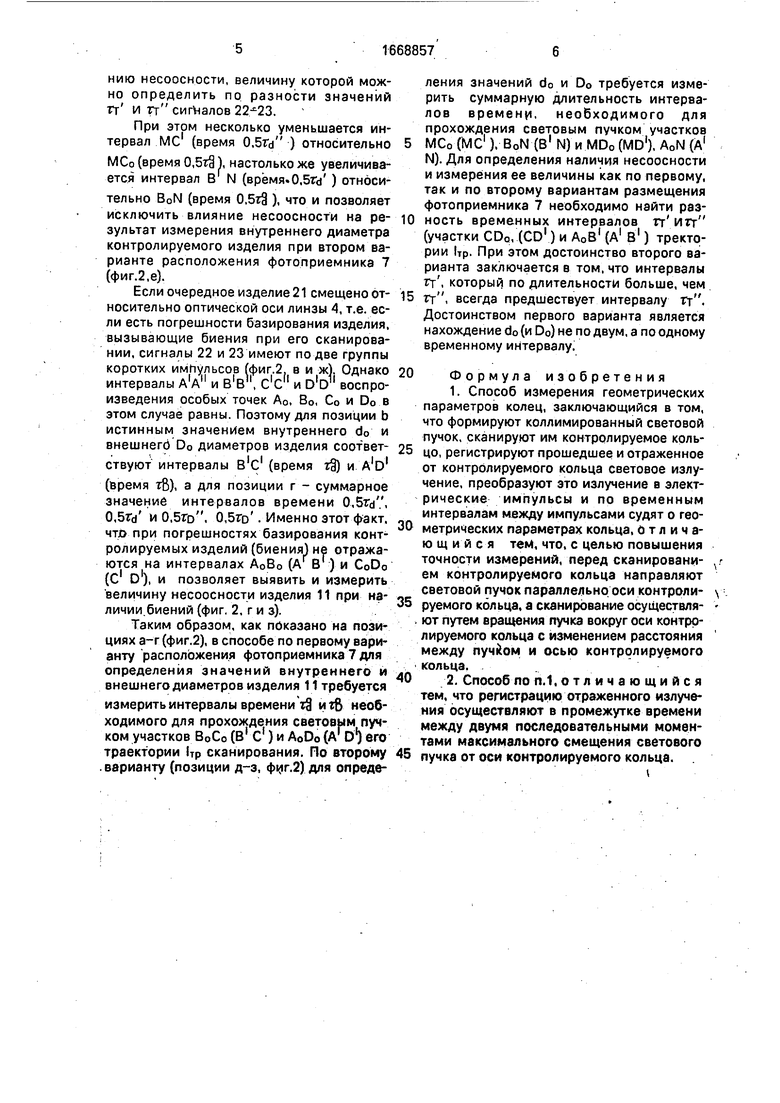
Для обоих вариантов размещения фотоприемника 7 (фиг.2, а и д) в виде прямых изображена траектория тр сканирования . контролируемого кольца 11.
Траектория Тр характеризуется шестью особыми точками: точкой К (М), соответствующей исходному состоянию оптических клиньев системы 3, точками А0, В0, Со и D0, соответствующими моментам касания све- товым пучком границ торцовой поверхности изделия 11 с его внешней и внутренней образующими, и точкой L(N), соответствующей моменту возвращения светового пучка в исходное состояние. Временные интервалы между особыми точками содержат всю информацию, необходимую для оценки геометрических параметров изделия 11: интервал т пропорционален тол- /
щине стенки изделия, интервалы т$ и zfi - значениям его внутреннего do и внешнего Do диаметров. Данные временные интервалы выделяются и измеряются блоком 10 при регистрации фотоприемником 7 сигналов 12 и 13, и фотоприемником б сигналов 14 и 15. соответствующих перекрытиям светового излучения стенками изделия 11. При этом сигналы 12 и 13(16 и 17) определяют моменты начала и завершения процесса сканирования контролируемого изделия.
Если отверстие кольца несоосно с его продольной осью симметрии, то сигналы 14 и 15 имеют по одной группе коротких им- пульбов (фиг.2. б-е). Это объясняется тем, что при сканировании несоосного кольца особые точки В0 и Со траектории Тр формируются не в один определенный момент времени, а периодически воспроизводятся в течение некоторого интервала В. В И СС, пропорцицонального значению несоосности, величину которой можно определить по разности значений тт и тт сигналов .
При этом несколько уменьшается интервал МС (время 0,5Td ) относительно
МС0 (время 0,5тЈ), настолько же увеличивается интервал В N (время. O.Sfd ) относительно B0N (время 0,5т§ ), что и позволяет исключить влияние несоосности на результат измерения внутреннего диаметра контролируемого изделия при втором варианте расположения фотоприемника 7 (фиг.2,е).
Если очередное изделие 21 смещено относительно оптической оси линзы 4, т.е. если есть погрешности базирования изделия, вызывающие биения при его сканировании, сигналы 22 и 23 имеют по две группы коротких импульсов Гфиг.2. в и ж). Однако интервалы А А и в в 1, с с и воспроизведения особых точек А0, В0, Со и Do в этом случае равны. Поэтому для позиции b истинным значением внутреннего do и внешнего D0 диаметров изделия соответствуют интервалы в с1 (время тЗ) и A D
(время тВ), а для позиции г - суммарное значение интервалов времени 0,5rd, 0,5td и О.Бго, 0,5го . Именно этот факт, что при погрешностях базирования контролируемых изделий (биения) не отражаются на интервалах А0В0 (А В ) и CoD0 (С1 D1), и позволяет выявить и измерить величину несоосности изделия 11 при наличии биений (фиг. 2, г и з).
Таким образом, как показано на позициях а-r (фиг.2), в способе по первому варианту расположения фотоприемника 7 для определения значений внутреннего и внешнего диаметров изделия 11 требуется
измерить интервалы времени т§ итВ необходимого для прохождения световым пучком участков В0Со (В1 С1) и A0Do (A1 DO его траектории 1Тр сканирования. По второму .варианту (позиции д-з, фиг.2) для определения значений do и 00 требуется измерить суммарную длительность интервалов времени, необходимого для прохождения световым пучком участков
МС0 (МС1). B0N (В1 N) и MDo (MD1), A0N (A1 N). Для определения наличия несоосности и измерения ее величины как по первому, так и по второму вариантам размещения фотоприемника 7 необходимо найти разность временных интервалов тт итт (участки CDQ, (CD1) и А0в (А1 В1) тректо- рии 1Тр. При этом достоинство второго варианта заключается в том, что интервалы тт , который по длительности больше, чем
гг, всегда предшествует интервалу тт. Достоинством первого варианта является нахождение do (и D0) не по двум, а по одному временному интервалу.
Формула изобретения
1. Способ измерения геометрических параметров колец, заключающийся в том, что формируют коллимированный световой пучок, сканируют им контролируемое кольцо, регистрируют прошедшее и отраженное от контролируемого кольца световое излучение, преобразуют это излучение в электрические импульсы и по временным интервалам между импульсами судят о геометрических параметрах кольца, отличающийся тем, что, с целью повышения точности измерений, перед сканировани- , ем контролируемого кольца направляют световой пучок параллельно оси контроли-
руемого кольца, а сканирование осуществля- - ют путем вращения пучка вокруг оси контролируемого кольца с изменением расстояния между пучком и осью контролируемого кольца.
2. Способ по п.1. отличающийся тем, что регистрацию отраженного излучения осуществляют в промежутке времени между двумя последовательными моментами максимального смещения светового
пучка от оси контролируемого кольца.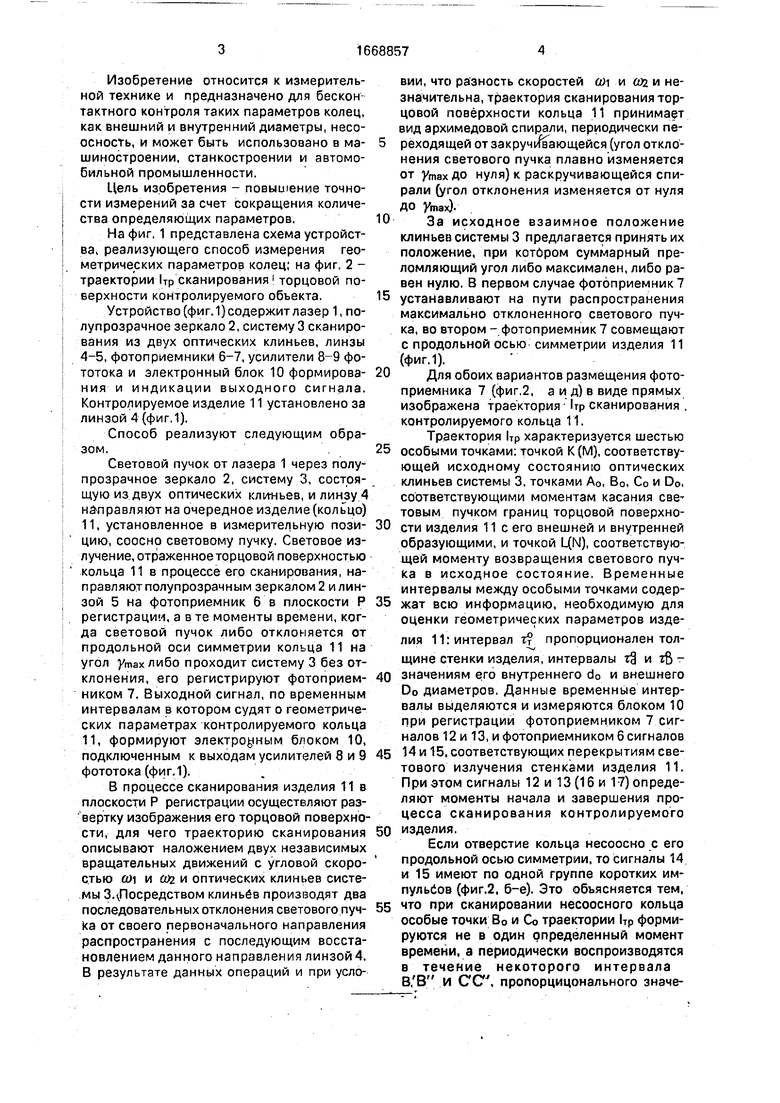
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля геометрических параметров колец | 1989 |
|
SU1675664A1 |
| Способ контроля полых изделий цилиндрической формы и устройство для его осуществления | 1989 |
|
SU1714343A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО РАЗМЕРА ДЕТАЛИ | 1990 |
|
RU2047091C1 |
| Способ контроля диаметра нитевидных изделий | 1990 |
|
SU1779920A1 |
| Устройство для измерения характеристик оптической плотности жидкости | 1977 |
|
SU693180A1 |
| Способ определения диаметра цилиндрических отверстий | 1988 |
|
SU1597533A1 |
| Устройство для разбраковки ковровых изделий | 1986 |
|
SU1390546A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ НАНРЯЖЕНИЯ В ВЫСОКОВОЛЬТНЫХ ЦЕПЯХ | 1970 |
|
SU268543A1 |
| Способ измерения диаметров и межосевого расстояния отверстий | 1986 |
|
SU1308835A1 |
| Способ автоматической сортировки продукции по морфологическим признакам | 1979 |
|
SU971520A1 |
Изобретение относится к измерительной технике и предназначено для бесконтактного контроля таких параметров колец, как внешний и внутренний диаметры, несоосность. Оно может быть использовано в машиностроении, станкостроении и автомобильной промышленности. Цель изобретения - повышение точности измерений за счет сокращения количества определяющих параметров. Световой пучок лазера 1 через полупрозрачное зеркало 2, систему 3 сканирования, состоящую из двух оптических клиньев, и линзу 4 направляется параллельно продольной оси объекта 11 на его торцовую поверхность. Световое излучение, отраженное торцовой поверхностью объекта 11 в процессе его сканирования, направляют полупрозрачным зеркалом 2 и линзой 5 на фотоприемник 6, а в те моменты времени, когда световой пучок либо смещается от оси объекта 11 на максимальное расстояние, определяемое углом γ, либо проходит систему 3 сканирования без отклонения, его регистрируют фотоприемником 7. Выходной сигнал, по временным интервалам которого судят о геометрических параметрах контролируемого объекта 11, формирует электронный блок 10, подключенный к выходам усилителей 8 и 9 фототока. 1 з.п.ф-лы, 2 ил.
| Авторское свидетельство СССР № 1545725, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
