Изобретение относится к измерительной технике и предназначено для бесконтактного контроля отклонений реального профиля изделий цилиндрической формы от номинального и для измерения их геометрических параметров.
Известен способ контроля изделий цилиндрической формы, заключающийся в том, что направляют световой пучок на контролируемое изделие под заданным углом к плоскости его поперечного сечения, смещают световой пучок параллельно данной плоскости с одновременным вращением изделия вокруг его продольной оси, формируют изображение двух пучков, отраженных от торцовой и внутренней поверхностей изделия в плоскости регистрации, преобразуют полученные изображения в фотосигналы, из которых формируют выходной сигнал. Устройство, реализующее способ содержит источник когерентного света, два зеркала, второе из которых входит в состав системы сканирования, снабженной механическим узлом поступательного смещения элементов оптической схемы устройства и механическим узлом вращения изделия, систему регистрации, первый из двух фотооптических узлов которой установлен соосно с контролируемым изделием, а второй - на механическом узле поступательногосмещения системы сканирования, и электронный блок формирования и индикации выходного сигнала.
Согласно известному способу контролируемое изделие сканируют по траектории, которая является результатом наложения двух движений: поступательного смещения светового пучка и вращения самого изделия. Однако некоторые виды изделий, имеющие форму полого цилиндра, вращать не рекомендуется, так как данная операция требует жесткого крепления в механическом узле системы сканирования, что может деформировать изделие или привести к его воспламенению. Кроме того, вращение таких изделий, как кольца, не возможно без нарушения условий освещения и регистрации отраженного светового излучения, при соблюдении которых гарантируется соответствие временных интервалов выходного .сигнала реальным значениям геометрических параметров изделий. Все это сужает номенклатуру контролируемых изделий.
Недостатком известного устройства является снижающая TOMHOCTI контроля возможная нестабильность поступательного смещения сканирующего светового пучка. Причем в составе механического узла вращения системы сканирования должны
быть предусмотрены механизмы его загрузки очередным контролируемым изделием, исключающего его неконтролируемые продольные смещения при вращении,и выгрузки изделия, а в механическом узле поступательного смещения должна, быть предусмотрена вбзможность надежного крепления на одной плоскости со сканирующим зеркалом второго фотооптического узла системы регистрации, что усложняет конструкцию системы сканирования и снижает точность контроля.
Цель изобретения - расширение номенклатуры контролируемых изделий, повышение точности контроля, а также упрощение конструкции системы сканирования.
Поставленная цель достигается тем, что в способе контроля изделий цилиндрической формы, который заключается в том, что направляют световой пучок на контролируемое изделие под заданным углом к плоскости его поперечного сечения, формируют изображения двух пучков, отраженных от торцовой и анутренней поверхностей изделия в плоскости регистрации, и преобразуют полученные изображения в фотосигналы, из которых формируют выходной сигнал, световым пучком описывают две конические поверхности, общую вершину которых плавно смещают вдоль линии, совмещенной с продольной осью симметрии изделия. При этом в устройстве для контроля изделий цилиндрической формы, содержащем источник когерентного света, два зеркала, систему сканирования, снабженную механическим узлом вращения и механическим узлом поступательного смещения элементов оптической схемы устройства, систему регистрации, первый из двух фотооптических узлов которой установлен соосно с контролируемым изделием, и электронный блок формирования и индикации выходного сигнала, его система сканирования снабжена установленным с возможностью вращения оптическим клином и системой из двух линз, передняя фокальная плсокость первой из крторых совмещена с плоскостью размещения оптического клина, а вторая установлена с возможностью поступательного смещения. Отличие устройства состоит также в том, что оно дополнительно снабжено последовательно установленными по ходу пучка источника когерентного излучения светоделителем, интерферометром перемещений, подвижный элемент которого жестко соединен с второй линзой и третьим оптоэлектронным блоком, выход которого соединен с вторым дополнительным входом блока формирования и индикации выходного сигнала.
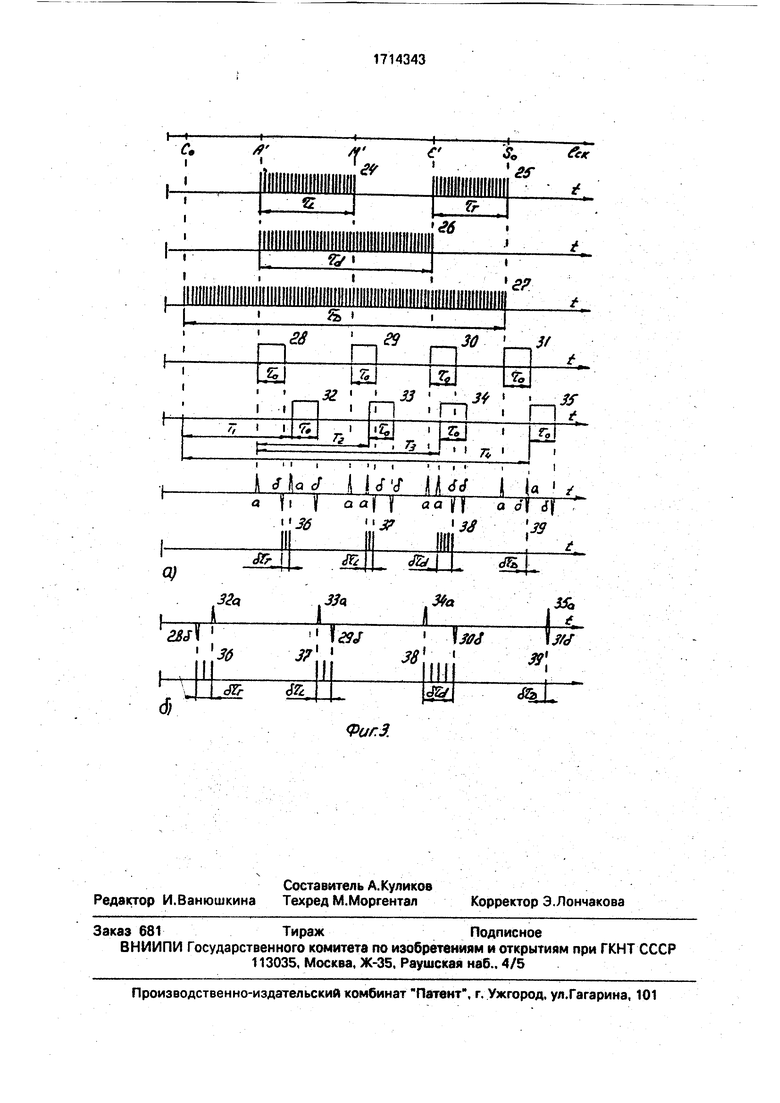
.На фиг.1 представлена функциональная схема устройства, реализующего способ; на фиг.2 - схема сканирования контролируемых изделий; на фиг.З - временные диаграммы, поясняющие работу устройства контроля.
Устройство для осуществления способа содержит источник 1 когерентного излучения, светоделитель 2 с зеркалом 3. систему 4 сканирования в составе оптического клина 5 и двух линз 6 и 7, интерферометр 8 перемещений в составе дифракционной решетки 9. третьей линзы 10, уголкового отражателя 11 и зеркала 12 со светоделительным кубиком 13. оптоэлектронные блоки 14 - 16. полупрозрачное зеркало 17 и блок 18 формирования и индикации выходного сигнала, пропорционального геометрическим параметрам контролируемого изделия 19. Оптический клин 5 установлен с возможностью вращения вокруг оптической оси с угловой скоростью, с плоскостью размещения клина 5 совмещена передняя фокальная плоскость первой линзы 6.вторая линза 7 жестко связана с уголковым отражателем 11 и установлена с возможностью перемещения вдоль своей оси с линейной скоростью Vo. а полупрозрачное зеркало 7 установлено между линзами б и 7 и оптически связано со вторым оптОзлектpOHHbiM блоком 15. подключенным, как и блоки 14 и 16. к одному из трех входов блока 18 формирования и индикации выходного сигнала.
Способ осуществляется следующим образом.
/ В сторону системы 4 сканирования полупрозрачным зеркалом 2 отражают часть светового пучка 1о лазера 1. которую в виде светового пучка lift .1,2) направляют на контролируемое изделие 1У под заданным оптическим клином 5 углом к плоскости его поперечного сечения. Значение данного угла определяет временной масштаб регистрируемых фотосигналов и длительность номинальных временных интервалов, вырабатываемых блоком 18. при формировании им выходного сигнала..
Световым пучком li описывают две конические поверхности Рз и Р с общей вершиной Q. оси симметрии которых совпадают с продольной осью симметрии контролируемого изделия 19. При этом формирование конических поверхностей Рз и Р4 производят в три зтапа. Первый этап заключается в описании пучком М конической поверхности Pi посредством вращения оптического клина 5 с постЬянной угловой скоростью GJe. второй этап - в преобразовании линзой б конической поверхности Pi в цилиндрическую Р2 с диаметром основания, превышающим внешний диаметр изделия 19. и третийэтап - в преобразовании линзой 7 цилиндрической поверхности Р2 в две конические Рз и РА. общую вершину Q которых в процессе сканирования равномерно смещают подвижной линзой 7 в направлении к изделию 19. В результате траектория к сканирования
торцовой поверхности изделия 19 будет иметь вид спирали с шагом, равным отношению скоростей поступательного Vo и вращательного йЛ) движений, а внутренней поверхности - вид винтовой линии с полем
обзора, равным внутреннему диаметру очередного контролируемого изделия 19.
Другую часть светового излучения 1а источника 1. прошедшую зеркало 2 без отражения, в виде светового пучка h отражают
зеркалом 3 в сторону интерферометра 8 перемещений. Посредством дифракционной решетки 9 интерферометра из пучка 12 формируют кроме пучка 12° нулевого порядка два световых пучка 12 и 12 первого порядка дифракции, значение оптической длины пути одного из которых (на фиг.1 пучка 12 ) связывают с пространственным положением общей вершины Q конических поверхностей РЗ и Р4. Этого достигают жестким
соединением с линзой 7 подвижного элемента 11 интерферометра 8. направляющего пучок 12 на зеркало 12. Зеркалом 12 и светоделительным кубиком 13 дифракционные пучки 12 и 12 совмещают друг с другом.
При смещении уголкового .отражателя 11 в направлении одной из стрелок на фиг.1 разность фаз совмещенных дифракционных пучков изменяется от нуля до 2я рад и вновь
достигает нуля. т.е. освещенность результирующего изображения в плоскости размеа4ения оптоэлектронного блока 16 будет периодически изменяться от максимума до минимума (пульсировать). Преобразованные в фотоимпульсы 23 (фиг.2) данные пульсации освещенности поступят в блок 18 формирования и индикации выходного сигнала.
В процессе сканирования изделия 19 в
плоскости регистрации оптоэлектронных блоков 14 и 15 формируются изображения световых пучков, отраженных торцовой и внутренней поверхностями изделия 19. При этом, изображение светового пучка., отраженного внутренней поверхностью, регистрируют первым оптозлектронным блоком 14 непосредственно изделием 19. а отраженного торцом изделия - через линзу 7 и полупрозрачное зеркало 17. дополнительно
включенное в состав оптоэлектронного блока 15. Фотосигналы 20 - 22, в которые оптоэлектронные блоки 14 и 15 преобразовывают изображения световых пучков, поступают в блок 18 формирования и индикации выходного сигнала, по временным интервалам которого судят о геометрических параметрах контролируемого изделия 19, или об отклонениях значений данных параметров от номинала.
, процессе сканирования световым
пучком lift .1,2) последовательно высвечиваются участки са, ам, и eS реального профиля изделия 19 и выделяются моменты прохождения вершиной Q пяти особых точек Со, АО, Мо, ЕС и So траектории смещения линзы 7, соответствующих границам между торцами изделия 19 с его внешней и внутренней поверхностями (плоскости I - V на фиг.2). На фиг.2 показано начальное положение общей вершины Q световых конических поверхностей РЗ и Р4, предшествующее началу процесса сканирования: поверхность P-i описывает изделие 19, не касаясь точек с и S торцовой поверхности cS. В момент касания пучком li(t .1,2)точки с начинается сканирование стенки ь° конической поверхностью P/i (плоскость I сечения торцом с поверхности Р), которое заканчивается в момент касания точки а (плоскость И), При этом вершина сместится линзой 7 на расстояние, пропорциональное значению ° (участок СоАо траектории РСК). Плоскость III соответствует пространственному положению торцовой поверхности cS изделия 19 относительно вершины Q, при котором световой пучок li(ti), смещаясь от точки а,
достигает противоположного относительно сканирующего излучения торца (точки м). Расстояние между плоскостями II и 111 (участок АоМо) соответствует длине внутреннего канала изделия 19. При дальнейшем смещении линзы 7 вновь, но уже поверхностью РЗ просканируется торец cS (плоскости IV и V). На этом процесс сканирования заканчивается. Расстояния между плоскостями II и IV, I и V при зтом будут пропорциональны значениям соответственно внутреннего do и внешнего Do диаметров изделия 19 (участки АоЕо и CoSo).
Таким образом в процессе сканирования вблок 18 поступят три фотосигнала 20 - 22, временные интервалы Тт Та , Го и TL между передними и задними фронтами которых пропорциональны геометрическим параметрам ь°, do, Do и U изделия 19. О значениях данных параметров судят по количеству импульсов 23 заполнения в группах 24 - 27 (фиг.З). Измерение же отклонений геометрических параметров контролируемого изделия от номинала производят следующим образом.
В момент выделения второй, третьей,
четвертой и пятой особых точек траектории ск смещения второй линзы 7 системы 4 сканирования злектронным блоком 18 вырабатывают четыре прямоугольных сигнальных импульса 28-31 длительностью Го и в дополнение к ним четыре эталонных импульса 32 - 35 той же длительности. Причем моменты формирования передних фронтов импульсов 32 - 35 определяются значениями временных интервалов Ti - Т4 номинальной
длительности; интервал Ti пропорционален номинальному значению толщины &° стенок изделия 19, интервал Та - номинальному значению его длины LO, а интервалы Тз и ТА пропорциональны номинальным значениям соответственно внутреннего do и внешнего Do диаметров изделия 19.
В результате выходной сигнал формируется в виде четырех групп прямоугольных импульсов, момент формирования заднего
фронта сигнального импульса в каждой из которых будет соответствовать значению того или иного параметра контролируемого изделия 19 (импульсы 286 - 316), а момент формирования переднего фронта каждого
из импульсов 32 - 35 - номинальному значению того же параметра (импульсы 32а г 35а). Используя импульсы 286 - 316 и 32а 35а в качестве коммутирующих для импульсов 28 заполнения, формируют группы 36 39, по которым и судят об отклонениях параметров изделия 19 Ьт номинала. Причем, как показано на фиг.З. импульс 286 предшествует импульсу 32а. а импульсы 296 и 306 следуют cooTBeTCtBeHHO за импульсами ЗЗа
и 34а, Это означает, что реальная толщина стенки изделия 19 меньше номинала (интервал времени бтт), а длина и внутренний диаметр изделий превышают их номинальные значения (интервалы дти лдта). В приведенном примере импульсы 316 и 35а совпадают, в результате чего группа 39 не содержит ни одного импульса заполнения (интервал 5 TD равен нулю). Это означает, что реальное значение внешнего диаметра
контролируемого изделия соответствует номиналу.
Частота следования импульсов 23 заполнения определяется скоростью Vo смещения линзы 7, а количество их,
регистрируемое в течение времени Тек сканирования, зависит лишь от пройденного линзой 7 пути, поэтому изменения скорости, определяющей масштаб временных интервалов выходного сигнала, не будут влиять на реэультаты измерения значений TL ; Тт; ть и TD или б TL; б Гг, б Td и б го {фиг. За- 36), так как значением скорости характеризуется также и работа интерферометра 8 перемещений устройства для осуществления предлагаемого способа контроля. По сравнению с известным способом это позволяет повысить точность контроля.
Кроме того, возможность стационарного размещения контролируемого изделия позволяет контролировать изделия в форме колец и изделий, вращение которых может привести к их деформации, что расширяет номенклатуру контролируемых изделий.
Формула изобретения
1.Способ контроля полых Изделий цилиндрической формы, заключающийся в том, что направляют световой пучок на контролируемое изделие под заданным углом к плоскости его поперечного сечения и преобразуют пучки, отраженные от торцовой и внутренней поверхностей изделия, в фотосигналы, из которых формируют выходной сигнал, о т ли ч а ю щ и и с я тем, что, с целью расширения номенклатуры контролируемых изделий, световым пучком описывают две конические поверхности с общей вершиной, рси симметрии которых совпадают с продольной осью симметрии изделия, а их общую вершину,смещают вдоль оси симметрии изделия.
2.Устройство для контроля полых изделий цилиндрической формы, содержащее последовательно установленные источник
когерентного излучения, систему сканирования пучком излучения, оптозлектронный блок и блок формирования и индикации выходного сигнала, подключенный к выходу
оптоэлектронногоблока, о т л и ч а ю щ е ес я тем, что, с целью расширения номенклатуры контролируемых изделий, система сканирования выполнена в виде оптического клина, установленного с возможностью вращения вокруг оптической оси, и двух линз, передняя фокальная плоскость первой из которых совмещена с плоскостью размещения оптического клина, а вторая линза установлена с возможностью перемещений
вдоль своей оси.
3.Устройство поп.2,отличающеес я тем, что оно снабжено полупрозрачным
зеркалом, установленным между линзами, и оптически связанным с ним вторым оптозлектронным блоком, выход которого соединен с дополнительным входом блока формирования и индикации выходного сигнала,
4,Устройство по П.2, отличающеес я тем, что, с целью повышения точности
контроля, оно снабжено последовательно установленными по ходу пучка источника когерентного излучения светоделителем, интерферометром перемещений, подвижный элемент которого жестко соединен с второй линзой, и третьим оптоэлектронным. блоком, выход которого соединен с вторым дополнительным входом блока формирования и индикации выходного сигнала.
0 iS(7



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля геометрических параметров колец | 1989 |
|
SU1675664A1 |
| Способ измерения геометрических параметров колец | 1989 |
|
SU1668857A1 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИЧЕСКИХ ХАРАКТЕРИСТИК ОПТИЧЕСКИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2078307C1 |
| Интерференционное устройство для измерения угловых перемещений | 1990 |
|
SU1770741A1 |
| Фотоэлектрическое устройство для контроля децентрировки линз и объективов | 1984 |
|
SU1254335A1 |
| Способ контроля диаметра микропроволоки и устройство для его осуществления | 1982 |
|
SU1096493A1 |
| УРОВНЕМЕР | 1995 |
|
RU2086927C1 |
| Устройство для контроля неплоскостности поверхностей | 1983 |
|
SU1096491A1 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ВЫСОКОТОЧНОГО ИЗМЕРЕНИЯ ФИЗИКО-ТЕХНИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА | 2007 |
|
RU2353925C1 |
Изобретение относится к измерительной технике и может быть испо.льзовано в машиностроении. С цел(>&ю расширения номенклатуры контролируемых изделий, повышения точности контроля, а также упрощения конструкции системы сканирования осуществляют сканирование изделий цилиндрической формы световым пучком, описывающим две конические поверхности с общей вершиной, ось симметрии которых совпадает с продольной осью симметрии изделия, путем смещения вершины конических поверхностей вдоль оси симметрии. В устройстве, содержащем источник 1 когерентного излучения, первый оптоэлектрон- ный блок 14 и блок 18 формирования и индикации выходного сигнала, сканирова-^ ние осуществляется за счет вращения оптического клина 5 и перемещения линзы 7. Отсчет перемещения линзы 7 может осуществляться с помощью интерферометра 8 и второго оптоэлектронного блока 16. 3 ил.,2 с.п.ф-лы. 2 з.п. ф-лы.4Ь. СО J^ Ы
2J
шншшипппнппитиишг/ г,;,
Гь
ф1/е.1
f(jr3.
| Способ измерения геометрических размеров прозрачных труб | 1980 |
|
SU945648A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
