сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного измерения диаметра вала | 1988 |
|
SU1597544A1 |
| Устройство для контроля размера деталей | 1988 |
|
SU1552008A1 |
| Устройство для измерения наружного диаметра прозрачных изделий | 1976 |
|
SU726419A1 |
| ТРЁХКООРДИНАТНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ АВТОКОЛЛИМАТОР | 2017 |
|
RU2650432C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОВОРОТА ОБЪЕКТА | 2011 |
|
RU2471148C1 |
| Интерферометрический способ контроля детали | 1990 |
|
SU1762118A1 |
| Датчик угла скручивания | 1990 |
|
SU1776989A1 |
| Оптико-электронное устройство измерения размеров изделий | 1990 |
|
SU1747876A1 |
| Проточный рефрактометр | 1979 |
|
SU911251A1 |
| ВИЗУАЛИЗАТОР ПЛОТНОСТНЫХ НЕОДНОРОДНОСТЕЙ СРЕДЫ | 2007 |
|
RU2344409C1 |
Изобретение относится к измерительной технике и может быть использовано для активного и выходного контроля качества деталей в машиностроении. Цель изобретения - повышение точности измерения за счет обеспечения максимальной резкости изображения во всем диапазоне без переналадки оптической системы. Коллимированный пучок света, сформированный источником света и коллимирующим объективом, освещает контролируемую деталь, ее теневое изображение проецируется фокусирующим объективом на матричный фотопреобразователь через систему N секций в виде двугранных отражателей, с углами и вершинами, выбранными таким образом, что лучи пучка имеют одинаковый путь от фокусирующего объектива до матричного фотопреобразователя для каждой из N секций. Устройство позволяет повысить точность измерения из-за отсутствия переналадки оптической схемы. 1 ил.
Изобретение относится к измерительной технике и может быть использовано для бесконтактных измерений наружных диаметров изделий в машиностроении, в частности, в гибких производственных системах.
Цель изобретения - повышение точности измерения за счет обеспечения максимальной резкости изображения во всем диапазоне без переналадки оптической системы.
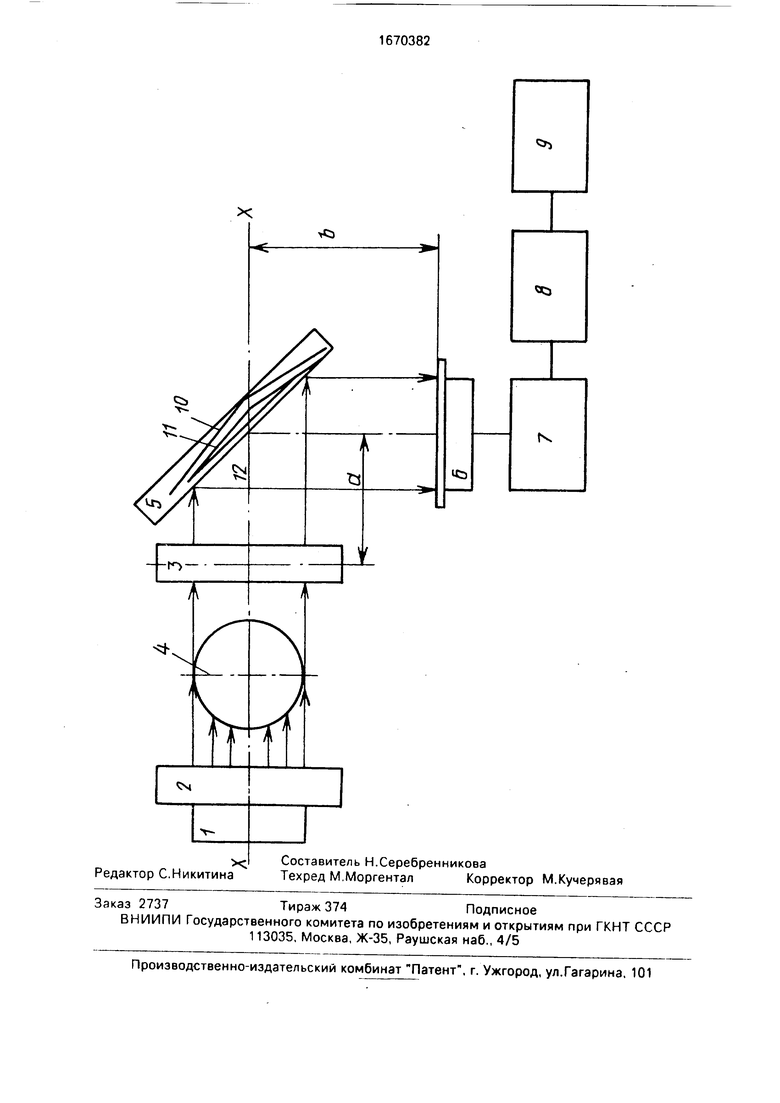
На чертеже изображена блок-схема устройства.
Устройство состоит из последовательно установленных и оптически связанных источника 1 света, коллимирующего обьектива 2 и фокусирующего обьектива 3, между которыми установлена измеряемая деталь 4, системы 5 плоских зеркал, матричного фотопреобразователя 6, электрически связанного с последовательно соединенными электронным блоком 7, блоком 8 определения размера и индикатором 9. При этом система 5 плоских зеркал выполнена из N отдельных секций, число N которых определено из уравнения
-&
где D - диапазон измерений;
г - половина длины матрицы фотопреобразователя;
ft- коэффициент увеличения оптической системы.
Система плоских зеркал установлена между фокусирующим обьективом и фотопреобразователем и выполнена из N секций, каждая из которых состоит из двугранного отражателя; вершины и углы между гранями выбраны таким образом, что путь оптичеО
VI о
со
00
ю
ских лучей от фокусирующего объектива до матричного фотопреобразователя для каждой из N секций одинаков, секции жестко соединены между собой по ширине, а суммарная ширина всех секций равна ширине матрицы фотопреобразователя.
Устройство работает следующим образом.
Коллимированный пучок света, сформированный источником 1 света и объективом 2, освещает контролируемую деталь 4. Ее теневое изображение проектируется в фокусирующий объектив 3, который фокусирует данное изображение в матрицу фотопреобразователя 6 таким образом, что верхний край контролируемой детали 4 всегда проектируется только на одну половину по длине поверхности матрицы фотопреобразователя 6, а нижний край - на другую половину.
В случае, когда размер исследуемой детали d 2ф , световые пучки, прошедшие по краям контролируемой детали 4, отражаются от зеркальных полосок первой секции 10 системы зеркал и проектируются в правую зону по ширине матричного фотопреобразователя 6.
Когда размер исследуемой детали , соответствующие теневым изображениям световые пучки отражаются от зеркальных полосок второй секции 11 и проектируются во вторую зону по ширине матричного преобразователя, а в случае, когда , данные пучки отражаются от зеркальных полосок третьей секции и проектируются в третью зону по ширине матричного преобразователя и т.д.
Полученное теневое изображение с помощью матричного фотопреобразователя б и электронного блока 7 преобразуется и последовательность импульсов, амплитуда и порядковое положение которых соответствуют уровню освещенности дискретных фотоэлементов в соответствующих зонах по длине и ширине матрицы фотопреобразова теля 6.
В блоке 8 определения размера импульсы, соответствующие краям теневого изображения, идентифицируются и контролируемый размер определяется из выражения
d (Lp + + 2r/3i
где Lp и Li - расстояние между краем теневого изображения и середины по длине матрицы фотопреобразователя 6, соответственно на правой и на левой его сторонах;
г) - коэффициент поправки, учитывающий оптическое увеличение;
i - коэффициент, соответствующий зоне по ширине матрицы преобразователя, в которую попадает теневое изображение (если
в первую зону, то I 0, если во вторую, то i 1, если в третью, то i 2 и т.д.).
Устройство позволяет повысить точность измерения из-за отсутствия перенастройки стационарно установленного оптического
тракта системы, тем самым обеспечивается возможность автоматизации процесса определения контролируемого размера. Формула изобретения Устройство для контроля размера деталей, содержащее последовательно установленные источник света, коллимирующий и фокусирующий объективы, фотопреобразователь и соединенные с ним последовательно электронный блок, блок определения
размеров и индикатор, а также систему плоских зеркал, отличающееся тем, что, с целью повышения точности измерения, система плоских зеркал установлена между фокусирующим объективом и фотопреобразователем и выполнена из N секций, каждая из которых состоит из двугранных отражателей, с вершинами и углом между гранями выбранными так, что путь оптических лучей от фокусирующего объектива до фотопреобразователя для каждой из N секций был одинаковым, секция соединена жестко между собой по ширине, суммарная ширина всех секций равна ширине матрицы фотопреобразователя, а N - число поддиапазонов измерения.
Редактор С.Никитина
Составитель Н.Серебренникова
Техред М.МоргенталКорректор М.Кучерявая
| Устройство для контроля размера деталей | 1988 |
|
SU1552008A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
