Известны ультразвуковые способы измерения толщины изделий, основанные на измерении времени прохождения ультразвукового нмпульса через изделие (импульсный способ) или на эффекте образования стоячей волны (резонансный способ).
Особенностью предложенного Способа является то, что -в нем определение толщины изделия производится ПО запаздыванию фазы бегущей ультразвуковой волны, распространяющейся в стенке изделия, которое вводят в цепь положительной обратной связи автогенератора.
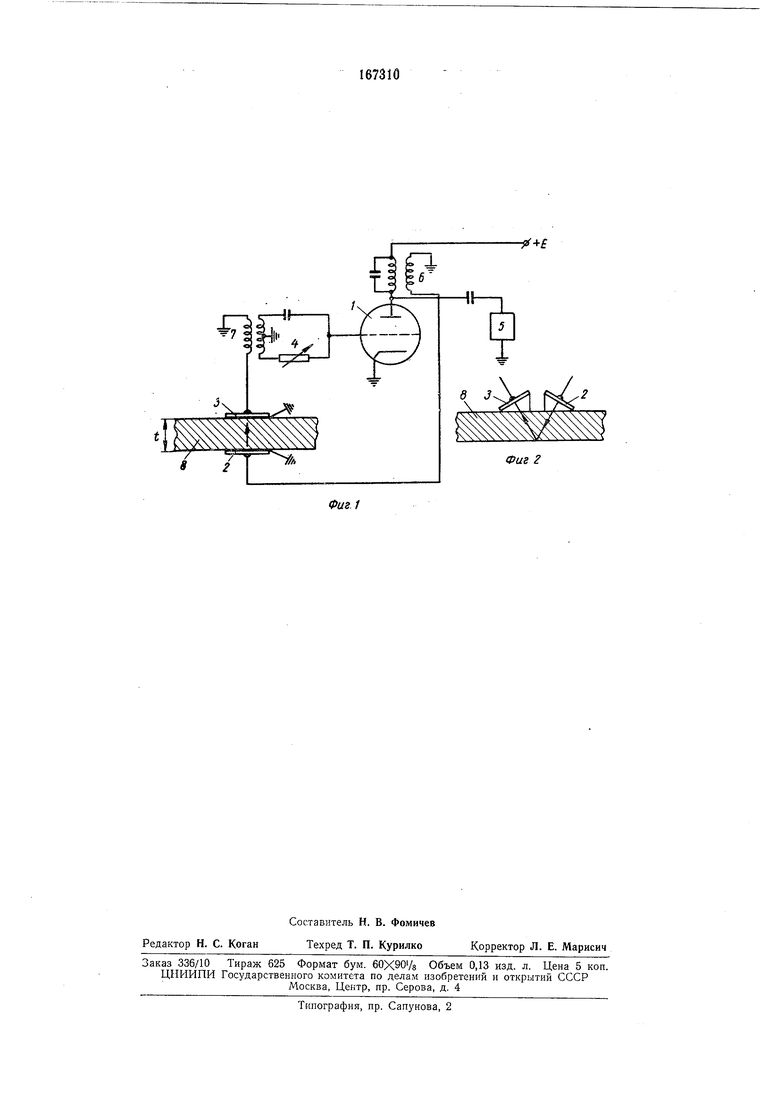
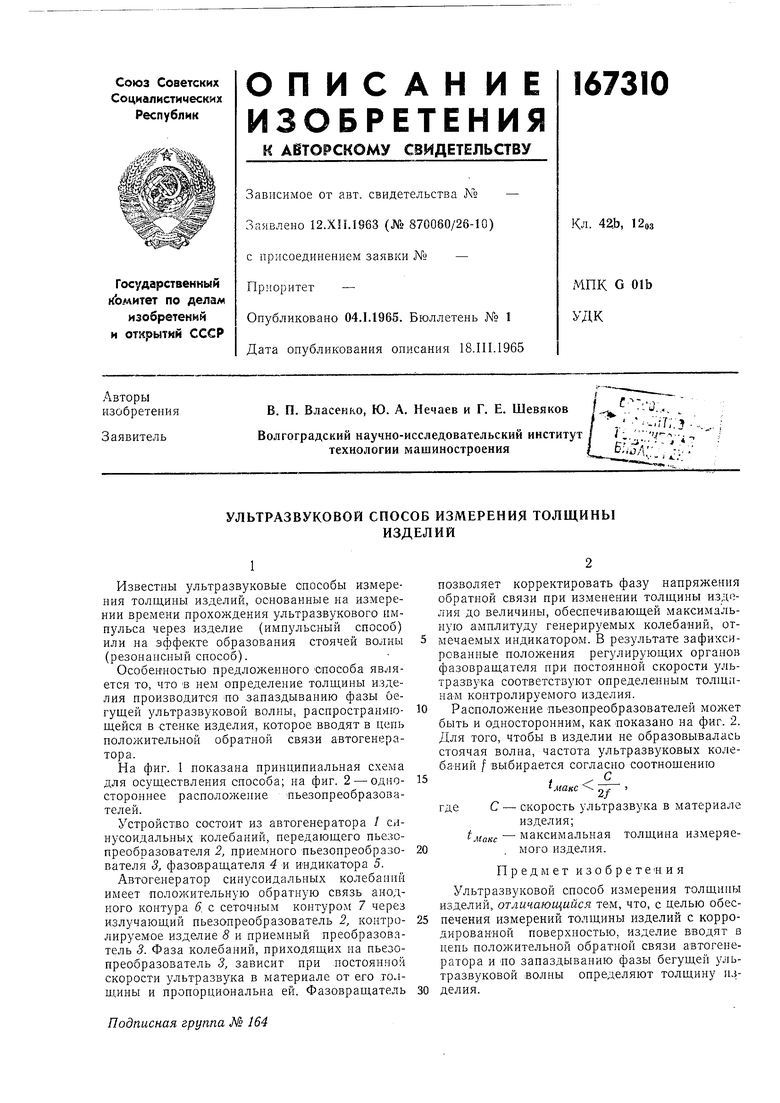
На фиг. 1 показана принципиальная схема для осуществления способа; на фиг. 2--одностороннее расположение пьезопреобразователей.
Устройство состоит из автогенератора / синусоидальных колебаний, передающего пьезопреобразователя 2, приемного пьезопреобразователя 3, фазовращателя 4 и индикатора 5.
Автогенератор синусоидальных колебаний имеет Положительную обратную связь анодного контура 6. с сеточным контуром 7 через излучающий пьезопреобразователь 2, контролируемое изделие 8 и приемный преобразователь 3. Фаза колебаний, приходящих на пьезопреобразователь 3, зависит при постоянной скорости ультразвука в материале от его толЩ:ины и пропорциональна ей. Фазовращатель
позволяет корректировать фазу напряжения обратной связи при изменении толщины изделия до величины, обеспечивающей максимальную амплитуду генер:ируемых колебаний, отмечаемых индикаторОМ. В результате зафиксированные положения регулирующих органов фазовращателя при постоянной скорости ультразвука соответствуют определенным толщинам контролируемого изделия.
Расположение пьезопреобразователей может быть и односторонним, как показано на фиг. 2. Для того, чтобы в изделии не образовывалась стоячая волна, частота ультразвуковых колебаний f выбирается согласно соотнощению
t / С
мaкc
2/
С.
скорость ультразвука в материале
где изделия;
макс - максимальная толщина измеряемого изделия.
Предмет изобрете ния
Ультразвуковой способ измерения толщины изделий, отличающийся тем, что, с целью обеспечения измерений толщины изделий с корродированной поверхностью, изделие вводят в цепь положительной обратной связи автогенератора и НО запаздыванию фазы бегущей ультразвуковой волны определяют толщину изделия.
+
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2002 |
|
RU2225592C1 |
| Пъезоэлектрический датчик колебаний и его вариант | 1979 |
|
SU890308A1 |
| Устройство для исследования механических свойств твердых тел ультразвуковым резонансным методом | 1974 |
|
SU492802A1 |
| Ультразвуковой толщиномер | 1990 |
|
SU1763887A1 |
| СИГНАЛИЗАТОР ВОЗГОРАНИЯ | 2013 |
|
RU2549507C2 |
| Устройство ультразвукового контроля материалов и изделий | 1987 |
|
SU1397830A1 |
| ДВУХКАНАЛЬНЫЙ ЧАСТОТНЫЙ УЛЬТРАЗВУКОВОЙ РАСХОДОМЕР | 1992 |
|
RU2044278C1 |
| ИЗМЕРИТЕЛЬ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1999 |
|
RU2163350C2 |
| АВТОНОМНАЯ СИСТЕМА ПОЖАРНОЙ СИГНАЛИЗАЦИИ | 2013 |
|
RU2534959C2 |
| Ультразвуковой безэталонный толщиномер | 1988 |
|
SU1589053A1 |