Изобретение относится к предварительной подготовке поверхности перед напылением покрытий электроискровым легированием и может быть использовано в машиностроении для восстановления и упрочнения деталей.
Цель изобретения - улучшение прочности сцепления, условий теплоотвода и снижение остаточных напряжений.
Согласно предлагаемому способу перед нанесением газотермических покрытий на поверхности изделия создают рельеф электроискровым легированием высокопластичными и низкомодульными материалами посредством нанесения дугообразных валиков в направлении, перпендикулярном к направлению сдвиговых нагрузок действующих на покрытие, причем расстояние между валиками составляет 5-10 знамений средней ширины валика, а высота его - не менее 2/3 от толщинь, покрытия, при этом легирование можно осуществлять алюминиевыми сплавами типа АМг и АВ при рабочем токе 50-75Аили медным сплавом МНЦ15-20 при токе80-100А.
В результате подобной подготовки поверхности покрытие оказывается разделенным в области нижних слоев на дугообразные участки с минимальным количеством точек концентрации напряжео со о ы ел
ния, разделенных между собой пластичными демпфирующими валиками. При этом поле остаточных напряжений локализуется в данных зонах и частично релаксируется на валиках, краевые эффекты в зонах резко снижаются, а само поле остаточных напряжений, направленное перпендикулярно к плоскости вращения детали, снижает опасность отслаивания покрытия при воздействии сдвиговых нагрузок. В то же время валики, имея большую прочность сцепления с подложкой, чем основное покрытие, выполняют армирующую функцию и резко увеличивают допустимую сдвиговую нагрузку на покрытие при трении. Кроме того, разветвленная поверхность армирующей сетки, пронизывающей покрытие почти до поверхности и обладающей высокой теплопроводностью, выполняет роль радиатора в покрытии при эксплуатации, отводя тепло из зоны трения в подложку и предотвращая перегрев покрытия. Задание оптимальной ширины промежутка между валиками определяется наиболее приемлемыми размерами зон. в которых локализуются остаточные напряжения в покрытии. Увеличение размеров этих зон снижает степень релаксации остаточных напряжений в покрытии и резко ухудшает теплсотвод из покрытия армирующими валиками, а слишком близкое расположение валиков способствует наведению сильных остаточных напряжений в подложке в процессе электроискрового легирования, что ухудшает условия адгезии покрытий. Валики не обязательно должны быть сплошными и могут состоять из последовательности разновысоких островков нанесенного методом электроискрового легирования металла. Валики выполняют барьерную функцию в покрытии и должны иметь развитую поверхность для отвода тепла в релаксации остаточных напряжений.
Лучшим материалом для подготовки поверхности цветных металлов являются сплавы авиаль АВ или АМг. Кроме того, для деталей из черных металлов может быть использован сплав нейзильбер МНЦ15-20. Использование для легирования данных алюминиевых сплавов объясняется их высокими прочностными свойствами в сочетании с пластичностью, которая к тому же мало меняется при закалке сплавов, происходящей в процессе электроискрового легирования. Кроме того, эти сплавы обладают повышенной диффузионной активностью по отношению к основным компонентам газотермических покрытий (никелю, железу), что способствует прочной связи покрытия с армирующим валиком в процессе последующего напыления.
Сплав нейзильбер также имеет высокую прочность, пластичность, адгезию в процессе легирования, коэффициент линейного расширения, близкий к коэффициенту линейного расширения черных металлов. Режимы электроискрового легирования, с
использованием которых наносятся данные материалы, оптимизированы исходя из необходимости получения валика приемлемой толщины и высоты с развитой поверхностью, прочно сцепившегося с подложкой,
при минимальном уровне растягивающих остаточных напряжений в валике, генерируемых процессами фазового перехода при электроискровом легировании.
Пример, Подготавливают поверхность и последующее шатунных шеек коленчатого вала двигателя ЗМЗ-53 из высокопрочного чугуна, а затем наносят покрытие. Материалы легирующего электрода - сплавы АМг, АВ, МНЦ -15-20.
Нанесение валиков осуществляется маятниковым перемещением вибратора по дуге различного радиуса с одновременным вращением детали при 2-3 об/мин. Оптимальным профилем нанесения армирующего
валика является такой, при котором дуга образует плавный поворот на расстоянии 2-3 мм от боковой грани. Для измерения остаточных напряжений используют образцы в виде колец толщиной 2 мм и шириной
10 мм. Образцы для измерения прочности сцепления на сдвиг и теплопроводности выполняют в виде цилиндров диаметром 60 мм. Остаточные напряжения измеряют рентгеновским способом на установке ДРОН3,0. В качестве основного покрытия используют порошок ПС-12 НВК-01, в качестве подслоя-порошка ПТ-НА-01 грануляцией 40-80 мкм.
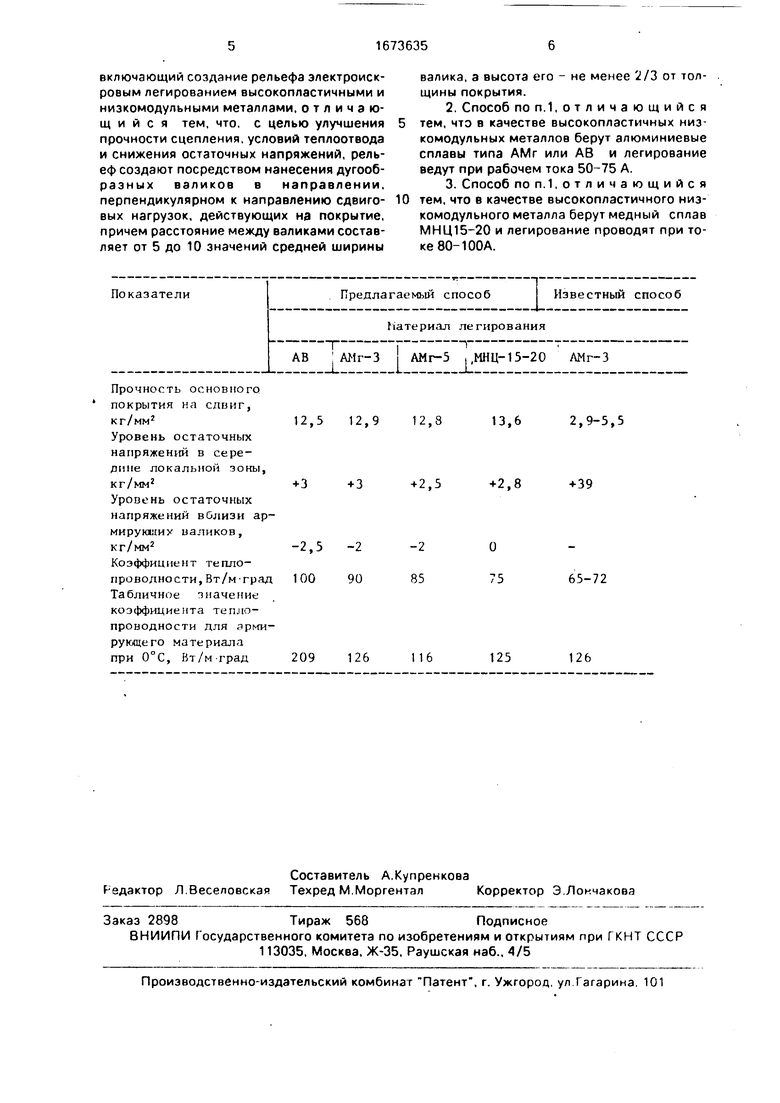
Результаты испытаний представлены в
таблице.
Из приведенных результатов следует, что использование предлагаемого способа позволит создать сетку армирующих основное плазменное покрытие валиков, которые
способствуют частичной релаксации и перераспределению остаточных напряжений в покрытии в благоприятном с точки зрения прочности сцепления направлении, эффективному отводу тепла из покрытия в процессе работы его в трущемся сопряжении, резкому увеличению прочности сцепления на сдвиг.
Формула изобретения 1. Способ подготовки поверхности перед нанесением газотермических покрытий,
включающий создание рельефа электроискровым легированием высокопластичными и низкомодульными металлами, отличающийся тем, что, с целью улучшения прочности сцепления, условий теплоотвода и снижения остаточных напряжений, рельеф создают посредством нанесения дугооб- раэных валиков в направлении, перпендикулярном к направлению сдвиговых нагрузок, действующих на покрытие, причем расстояние между валиками составляет от 5 до 10 значений средней ширины
0
валика, а высота его - не менее 2/3 от толщины покрытия.
2.Способ по п. 1,отличающийся тем, что в качестве высокопластичных низкомодульных металлов берут алюминиевые сплавы типа АМг или АВ и легирование ведут при рабочем тока 50-75 А,
3.Способ по п. 1,отличающийся тем, что в качестве высокопластичного низкомодульного металла берут медный сплав МНЦ15-20 и легирование проводят при токе 80-1ООА.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1999 |
|
RU2173352C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ СТЕНОК КРИСТАЛЛИЗАТОРА ИЗ МЕДИ ИЛИ ЕЕ СПЛАВОВ | 2006 |
|
RU2333087C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| Способ электроискрового легирования | 1987 |
|
SU1521542A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2005 |
|
RU2294394C2 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| СПИЦА ДЛЯ ОСТЕОСИНТЕЗА | 2008 |
|
RU2358678C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2011 |
|
RU2484180C2 |
Изобретение относится к области предварительной подготовки поверхности перед напылением электроискровым легированием и может быть использовано в машиностроении для восстановления и упрочнения деталей. Целью изобретения является улучшение прочности сцепления, условий теплоотвода и снижение остаточных напряжений. Способ включает создание рельефа электроискровым легированием низкомодульными и высокопластичными материалами посредством нанесения дугообразных валиков в направлении, перпендикулярном к направлению сдвиговых нагрузок, действующих на покрытие, причем расстояние между валиками составляет 5 - 10 значений средней ширины валика, а высота его - не менее 2/3 от толщины покрытия. При использовании изобретения прочность покрытия на сдвиг составляет 12 - 14 кг/мм2
уровень остаточных напряжений в середине локальной зоны и вблизи армирующих валиков - соответственно +3 и от 0 до - 2,5 кг/мм2. 2 з.п. ф-лы, 1 табл.
Прочность основного покрытия на сдвиг, кг/мм2
Уровень остаточных напряжений в середине локальной зоны кг/мм2
Уровень остаточных напряжений вблизи амирующих валиков, кг/мм2
Коэффициент теплопроводности, Вт/мтра Табличное -значение коэффициента теплопроводности для ярк рующего материала при 0°С, Вт/м-град
13,6
+2,8
2,9-5,5
+39
65-72
116
125
126
| Защитные высокотемпературные покрытия | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Н., Л., 1972, с, 100-106 | |||
| Хасуй А.Техника напыления.-М.: Металлургия, 1975.с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
