Изобретение относится к средствам контроля способов изготовления бумаги, картона, в частности к устройствам управления пропиткой ленточных материалов, преимущественно кровельного картона, горячим битумом, и может найти применение в промышленности строительных материалов, а также в текстильной и электротехнической промышленности.
Цель изобретения - повышение качества готового полотна за счет погрешности регулирования.
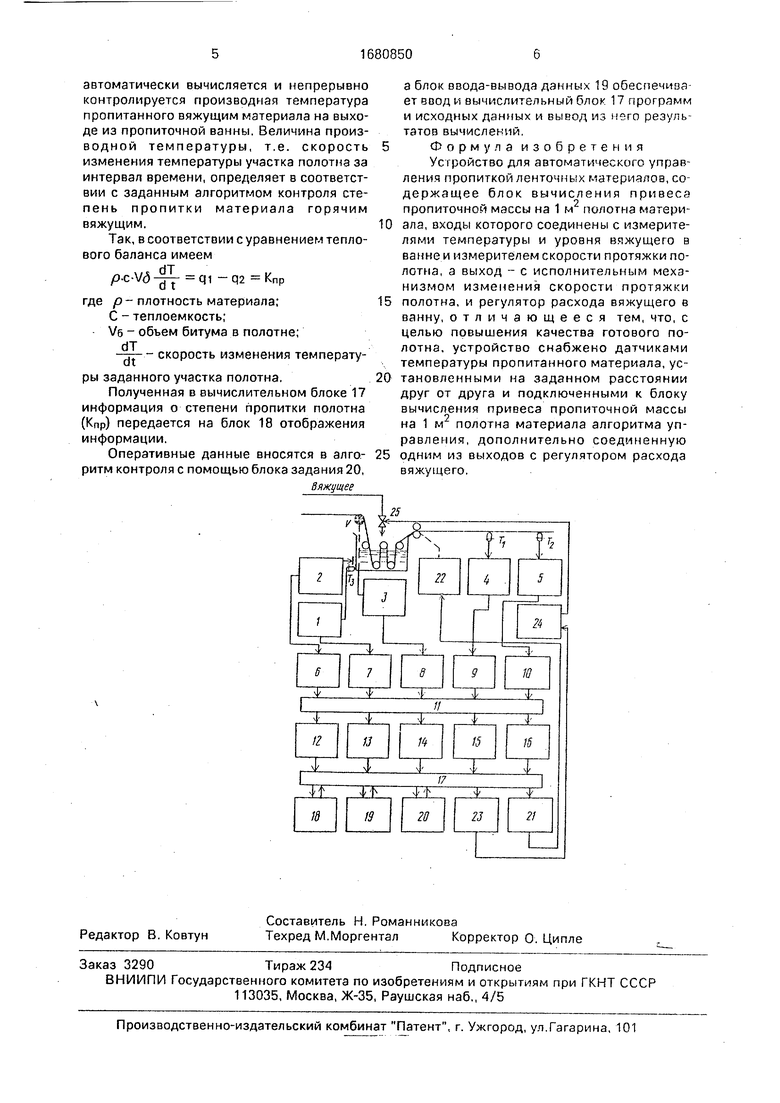
На чертеже представлена блск-схемз устройства для автоматического контроля и управления пропиткой ленточных материалов.
Устройство для автоматического контроля и управления пропиткой ленточных ма- териалов содержит измеритель 1 температуры вяжущего, измеритель 2 уровня вяжущего в ванне, измеритель 3 скорости протяжки материала, расположенные друг от друга на определенном расстоянии два
датчика 4, 5 температуры пропитанного материала. Каждый из измерителей подключен через соответствующий нормирующий преобразователь 6--10 к коммутатору 11, ofci- ксдь: которого через аналого-цифровые пре- обрззователи 12-16 соединены со входами Блока вьнислония алгоритма управления 17, Этот блок 17 имеет двухстороннюю функциональную связь с блоками отображения 10 информации, ввода-зыводл 19 данных, задания 20. Один из выходов вычислительного блока 17 соединен через цифро-анало- говый преобразователь 21 с исполнительным механизмом 22 изменения скорости протяжки полотна материала, а другой - через цифроаналоговый преобразователь 23 с регулятором 24, выход которого подключен к управляющему входу регулируемого запорного элемента 25, установленного на м-ш /и подачи вяжущего в ванну.
Для пояснения работы устройства введены следующие условные обозначения: М - привес пропиточной массы на 1 м полотна; Н - уровень битума в пропиточной ванне; Тз- температура битума в пропиточной измне; V - скорость протяжки полотна через ванну: Ti - температура поверхности полотна на выходе из пропиточной ванны, измеряемая датчиком 4; Тз - температура поверхности полотна на выходе из пропиточной ванны, измеряемая датчиком 5, установленным на определенном расстоянии от Датчика 4; КПр. - степень пропитки полотна; Дк комплексный параметр, характеризующий капиллярно-Фильтрационные свойства полотна.
При достижении стабильности значений Тз, Н, V полотно картона будет иметь постоянную величину (М) привеса пропиточной массы на выходе из пропиточной ванны M f (Ак Гз-V-H).
При установившемся технологическом процессе контроль привеса пропиточной массы на Ч м полотна материала осуществляется путем измерения косвенного параметра - скорости измерения температуры полотна за-фиксированный промежуток времени At и является производной от температуры полотна на выходе из пропиточной ванны.
Количество тепла, воспринимаемого накопленного) элементарным участком длины пропитанного полотна и первой фиксированной точке (Ti) после пропиточной ванны, равно qi.
Количество потерянного за счет конвен- Ц1 .. Э геплгз этим же элементарным участком пропитанного полотна во второй фиксированной точке (Та) после пропиточной ванны будет q2.
Расстояние между датчиками 4 и 5 обус- повлено созданием перепада (разности)
температуры полотна, пропитанного связующим. В практике принимают это расстояние не менее двух метров и не более пяти метров,
Расстояние от пропиточной ванны до
0 места установки первого датчика 4 не регламентируется.
Устройство работает следующим образом.
При прохождении полотна материала
5 через пропиточную ванну с горячим вяжущим непрерывно осуществляется автоматический контроль основных технологических параметров процесса: температуры Тз и уровня Н вяжущего в пропиточной ванне,
0 скорости V протяжки полотна через ванну. Первичные аналоговые сигналы поступают от измерителей температуры 1 вяжущего, уровня 2 вяжущего в ванне, скорости 3 протяжки материала, датчиков 4, 5 пропитанно5 го материала на нормирующие преобразователи 6-10, где масштабируются исходные сигналы в нормирующие.
Все масштабирующие сигналы поступают по очередности с заданной дискретно0 стью (шагом) с выходов своих нормирующих преобразователей 6-10 на соответствующие входы коммутатора 11. С выходов коммутатора 11 сигналы подаются на аналого-цифровые преобразователи 12-16,
5 в которых масштабированные аналоговые сигналы преобразуются в цифровой двоичный код. Полученная цифровая информация поступает на обработку из аналого-цифровых преобразователей 12-16 о вычислитель0 ный блок 17, в качестве которого используется микропроцессор, представляющий собой устройство с жесткой прогрзм- мой. составленной в соответствии с алгоритмом управления и анализирующей
5 обработку данных процесса в текущем времени, В вычислительном блоке 17 вырабатываются сигналы управления в цифровой форме, которые поступают на входы цифро- аналоговых преобразователей 21, 23.
0 В свою очередь, подаваемые цифроана- логовыми преобразователями 21 и 23 анало- говыесигналывоздействуют
соответственно на исполнительный механизм 22 скорости протяжки и регулятор 23
5 подачи вяжущего. В результате осуществляется компенсация изменения переменных величин: температуры и уровня вяжущего в пропиточной ванне, а также скорости проят- жки полотна. При этом в соответствии с заданным алгоритмом управления
автоматически вычисляется и непрерывно контролируется производная температура пропитанного вяжущим материала на выходе из пропиточной ванны. Величина производной температуры, т.е. скорость изменения температуры участка полотна за интервал времени, определяет в соответствии с заданным алгоритмом контроля степень пропитки материала горячим вяжущим.
Так, в соответствии с уравнением теплового баланса имеем
/o. q 1 - р2 Кпр
где р- плотность материала; С - теплоемкость; Уб - объем битума в полотне;
скорость изменения температуры заданного участка полотна.
Полученная в вычислительном блоке 17 информация о степени пропитки полотна (КПр) передается на блок 18 отображения информации.
Оперативные данные вносятся в алгоритм контроля с помощью блока задания 20,
Вяжущее
а блок ввода-вывода данных 19 обеспечивает воод и вычислительный блок 17 программ и исходных данных и вывод из него результатов вычислений.
Формула изобретения
Усфойство для автоматического управления пропиткой ленточных материалов, содержащее блок вычисления привеса пропиточной массы на 1 м полотна материала, входы которого соединены с измерителями температуры и уровня вяжущего в ванне и измерителем скорости протяжки полотна, а выход - с исполнительным механизмом изменения скорости протяжки
полотна, и регулятор расхода вяжущего в ванну, отличающееся тем, что, с целью повышения качества готового полотна, устройство снабжено датчиками температуры пропитанного материала, установленными на заданном расстоянии друг от друга и подключенными к блоку вычисления привеса пропиточной массы на 1 м2 полотна материала алгоритма управления, дополнительно соединенную
одним из выходов с регулятором расхода вяжущего.
Изобретение относится к средствам контроля способов изготовления бумаги, картона, в частности к устройствам управления пропиткой ленточных материалов, преимущественно кровельного картона, горячим битумом, и может найти применение в промышленности строительных материалов, а также в текстильной и электротехнической промышленности. Изобретение позволяет повысить качество готового полотна за счет снижения погрешности регулирования. Устройство содержит измерители температуры Тз вяжущего, уровня Н вяжущего в ванне, скорости V протяжки материала, расположенные друг от друга на определенном расстоянии два измерителя температуры Ti и Т2 пропитанного материала. Все датчики подключены через нормирующие преобразователи к коммутатору, выходы которого через аналого-цифровые преобразователи соединены с входами вычислительного блока. Вычислительный блок имеет двухстороннюю функциональную связь с блоками отображения информации, ввода-вывода данных, задания. Один из выходов вычислительного блока соединен через цифроаналоговый преобразователь с исполнительным механизмом изменения скорости V протяжки полотна материала, а другой - через цифроаналоговый преобразователь с регулятором подачи вяжущего. В соответствии с заданным алгоритмом вычисляется и непрерывно контролируется производная темпеоТ ратуры -т- пропитанного вяжущим материала, для чего фиксируют температуру Ti и Та на участке полотна за интервал времени. 1 ил. сл оч 00 о 00 сл о
| Устройство для автоматического управления пропиткой кровельного картона | 1980 |
|
SU937590A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
