Изобретение относится к электротехнике и может быть использовано в электромагнитных устройствах.
Целью изобретения является упрощение технологии изготовления и повышение коэффициента заполнения обмоточного пространства.
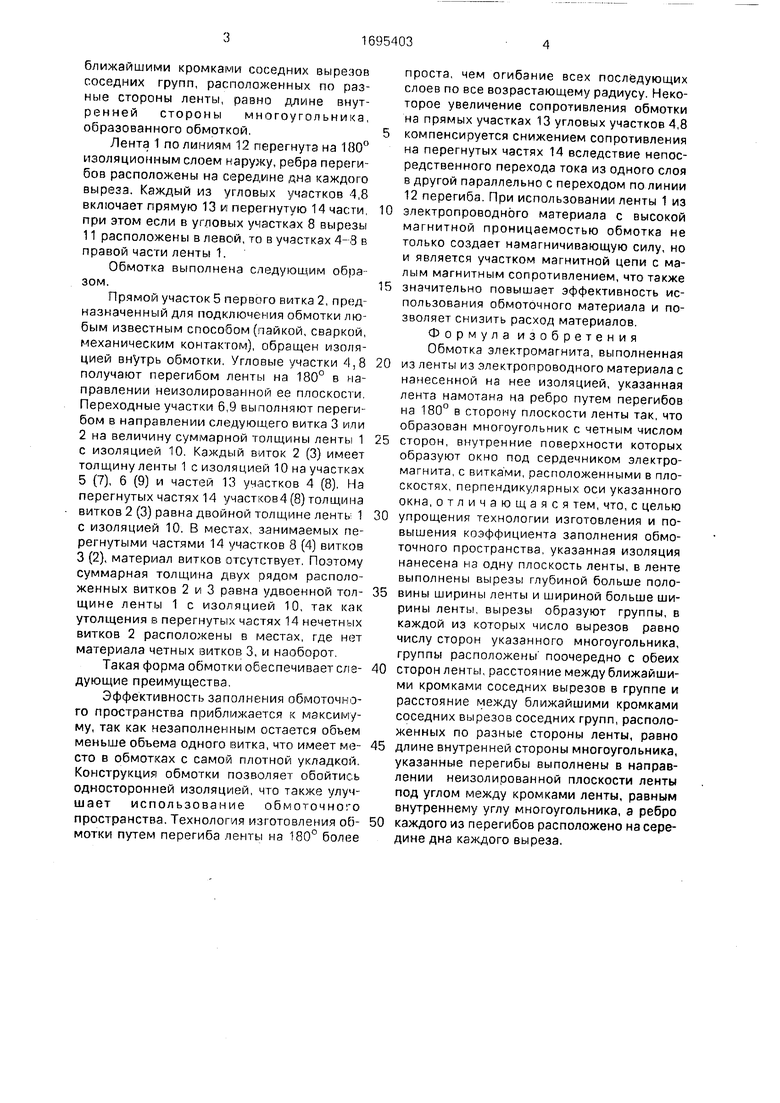
На фиг,1 представлена обмотка, вид по оси окна; на фиг.2 - то же, вид слева; на фиг.З - конфигурация ленты, из которой выполнена обмотка.
Обмотка выполнена из ленты 1 из электропроводного материала и состоит из нечетных витков 2 и четных витков 3. Каждый
из нечетных витков 2 включает п угловых участков 4, где п - число сторон многоугольника, образованного обмоткой, (п-1) прямых участков 5 и один переходной участок 6. Каждый четный виток 3 также включает (п-1) прямых участков 7, п угловых участков 8 и переходной участок 9. На одну плоскость ленты нанесена изоляция 10. Угловые участки 4, 8 представляют собой части ленты 1 с вырезами 11, имеющими глубину, большую половины ширины ленты 1, и ширину, большую ширины ленты 1. Расстояние между ближайшими кромками соседних вырезов в каждой группе вырезов, расположенных на одной стороне ленты 1, и расстояние между
о ю ел
.&.
о
со
ближайшими кромками соседних вырезов соседних групп, расположенных по разные стороны ленты, равно длине внутренней стороны многоугольника, образованного обмоткой.
Лента 1 по линиям 12 перегнута на 180° изоляционным слоем наружу, ребра перегибов расположены на середине дна каждого выреза. Каждый из угловых участков 4,8 включает прямую 13 и перегнутую 14 части, при этом если в угловых участках 8 вырезы 11 расположены в левой, то в участках 4-8 в правой части ленты 1.
Обмотка выполнена следующим образом.
Прямой участок 5 первого витка 2, предназначенный для подключения обмотки любым известным способом (пайкой, сваркой, механическим контактом), обращен изоляцией внутрь обмотки. Угловые участки 4,8 получают перегибом ленты на 180° в направлении неизолированной ее плоскости. Переходные участки 6,9 выполняют перегибом в направлении следующего витка 3 или
2на величину суммарной толщины ленты 1 с изоляцией 10. Каждый виток 2 (3) имеет толщину ленты 1 с изоляцией 10 на участках 5 (7), 6 (9) и частей 13 участков 4 (8). На перегнутых частях 14 участков4 (8) толщина витков 2 (3) равна двойной толщине ленты 1 с изоляцией 10. В местах, занимаемых перегнутыми частями 14 участков 8 (4) витков
3(2), материал витков отсутствует, Поэтому суммарная толщина двух рядом расположенных витков 2 и 3 равна удвоенной толщине ленты 1 с изоляцией 10, так как утолщения в перегнутых частях 14 нечетных витков 2 расположены в местах, где нет материала четных витков 3, и наоборот.
Такая форма обмотки обеспечивает следующие преимущества.
Эффективность заполнения обмоточного пространства приближается к максимуму, так как незаполненным остается объем меньше объема одного витка, что имеет место в обмотках с самой плотной укладкой. Конструкция обмотки позволяет обойтись односторонней изоляцией, что также улучшает использование обмоточного пространства, Технология изготовления обмотки путем перегиба ленты на 180° более
проста, чем огибание всех последующих слоев по все возрастающему радиусу. Некоторое увеличение сопротивления обмотки на прямых участках 13 угловых участков 4,8
компенсируется снижением сопротивления на перегнутых частях 14 вследствие непосредственного перехода тока из одного слоя в другой параллельно с переходом по линии 12 перегиба. При использовании ленты 1 из
электропроводного материала с высокой магнитной проницаемостью обмотка не только создает намагничивающую силу, но и является участком магнитной цепи с малым магнитным сопротивлением, что также
значительно повышает эффективность использования обмоточного материала и позволяет снизить расход материалов. Формула изобретения Обмотка электромагнита, выполненная
из ленты из электропроводного материала с нанесенной на нее изоляцией, указанная лента намотана на ребро путем перегибов на 180° в сторону плоскости ленты так, что образован многоугольник с четным числом
сторон, внутренние поверхности которых образуют окно под сердечником электромагнита, с витками, расположенными в плоскостях, перпендикулярных оси указанного окна, отличающаяся тем, что, с целью
упрощения технологии изготовления и повышения коэффициента заполнения обмоточного пространства, указанная изоляция нанесена на одну плоскость ленты, в ленте выполнены вырезы глубиной больше половины ширины ленты и шириной больше ширины ленты, вырезы образуют группы, в каждой из которых число вырезов равно числу сторон указанного многоугольника, группы расположены поочередно с обеих
сторон ленты, расстояние между ближайшими кромками соседних вырезов в группе и расстояние между ближайшими кромками соседних вырезов соседних групп, расположенных по разные стороны ленты, равно
длине внутренней стороны многоугольника, указанные перегибы выполнены в направлении неизолированной плоскости ленты под углом между кромками ленты, равным внутреннему углу многоугольника, а ребро
каждого из перегибов расположено на середине дна каждого выреза.
i /
i/
3
Фиг. 2
Ј-4--/2
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенная электромашинная роторная обмотка | 1989 |
|
SU1631663A1 |
| Обмотка электромагнита | 1989 |
|
SU1728894A1 |
| ДВУХОБМОТОЧНЫЙ СТАТОР С m=3-ФАЗНЫМИ 2p=10- И 2р=12-ПОЛЮСНЫМИ ПЕТЛЕВЫМИ ОБМОТКАМИ В z=180 ПАЗАХ | 2008 |
|
RU2362251C1 |
| СИММЕТРИЧНАЯ ТРЕХФАЗНАЯ ДВУХПОЛЮСНАЯ ДВУХСЛОЙНАЯ ОБМОТКА | 2003 |
|
RU2256275C1 |
| Трехфазно-однофазная совмещенная электромагнитная обмотка | 1987 |
|
SU1494117A1 |
| Совмещенная якорная обмотка | 1987 |
|
SU1495914A1 |
| ТРЕХФАЗНАЯ ДРОБНАЯ ОБМОТКА СТАТОРА | 1992 |
|
RU2046502C1 |
| Трехфазная обмотка для электрической машины совмещенного типа | 1988 |
|
SU1539905A1 |
| ТРЕХФАЗНАЯ ДРОБНАЯ ОБМОТКА | 1992 |
|
RU2046501C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЭЛЕКТРОМАГНИТНЫМ ВОЗБУЖДЕНИЕМ | 2009 |
|
RU2407134C2 |

Изобретение относится к электротехнике, а именно к выполнению обмоток электротехнических устройств. Цель изобретения -упрощениетехнологии изготовления и повышение заполнения обмоточного пространства. Обмотка выполнена из ленты, покрытой изоляцией с одной стороны. В ленте выполнены вырезы глубиной больше половины ширины ленты и шириной больше ширины ленты, вырезы образуют группы, в каждой из которых число вы резов равно числу сторон многоугольника, образованного обмоткой. Группы расположены поочередно с обеих сторон ленты, расстояние между ближайшими кромками соседних вырезов в группе и расстояние между ближайшими кромками соседних вырезов соседних групп, расположенных по разные стороны ленты, равно длине внутренней стороны многоугольника, обмотка образуется путем перегибов ленты на 180° в направлении неизолированной плоскости ленты,-перегибы расположены на середине дна каждого выреза. Цель достигается тем, что суммарная толщина двух соседних витков равна двойной толщине ленты с изоляцией. 3 ил. (Л С
13
Ik
В / / 6,9
Фиг.Г
11
5
М 12
k.
J-+-W и i
Фиг.З
| Способ борьбы с горными ударами и внезапными выбросами | 1977 |
|
SU649862A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магнитопровод | 1980 |
|
SU936047A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| . | |||
