Изобретение относится к контактной сварке и может быть использовано в сварочной части роботов и робототехнических комплексов
Целью изобретения является повышение качества сварки и расширение технологических возможностей за счет снижения дискретности регулирования сварочного тока
Сварочный ток источника, содержащего последовательный полумостовой инвертор с разделенной коммутирующей емкостью, регулируют изменение.-) емкости коммутирующих конденсаторов, образующих плечи инвертора поочередно в каждом плече
При изменении емкости конденсаторов в каком-либо плече инвертора на Д С результирующая емкость коммутирующих конденсаторов также изменяется на Л С Таким образом дискретность регулирования результирующей емкости снижается в 2 раза по сравнению со способом регулирования, при котором изменения величин емкостей коммутирующих конденсаторов производят одновременно в обоих плечах инвертора.
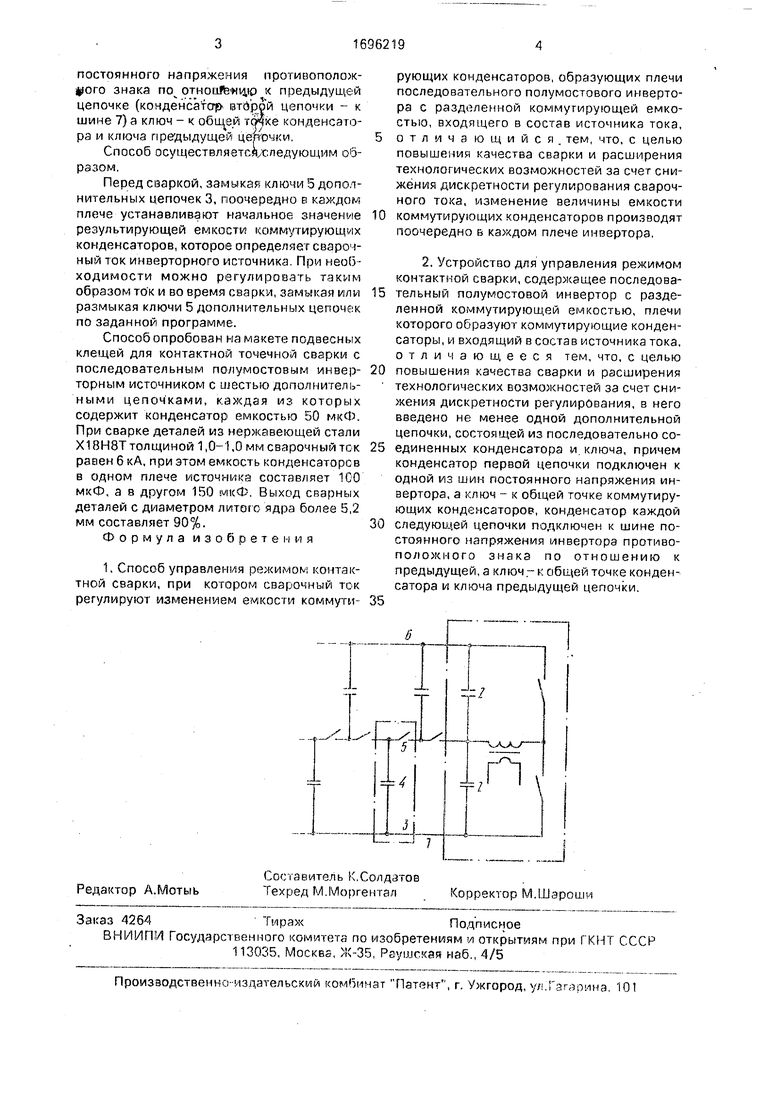
На чертеже приведено устройство для реализации способа
Источник содержит последовательный полумостовой инвертор 1 с разделенной коммутирующей емкостью 2 , в который вве-. дено несколько дополнительных цепочек 3, состоящих из последовательно соединенных конденсатора 4 и ключа 5 Конденсатор первой цепочки подключен своим вторым выводом кодной из шин постоянного напряжения инвертора, например к шине 6, а ключ - к общей точке коммутирующих .он денсаторов. Конденсатор каждой последующей цепочки подключен к шине
.а
постоянного напряжения противополож- $1ого знака nov OTHOtiftewiiio к предыдущей цепочке (конденсатсгр второй цепочки - к шине 7) а ключ - к точке конденсатора и ключа предыдущей цетгрчки.
Способ осуществляетсяхледующим образом.
Перед сваркой, замыкая ключи 5 дополнительных цепочек 3, поочередно в каждом плече устанавливают начальное значение результирующей емкости коммутирующих конденсаторов, которое определяет сварочный ток инверторного источника. При необходимости можно регулировать таким образом ток и во время сварки, замыкая или размыкая ключи 5 дополнительных цепочек по заданной программе.
Способ опробован на макете подвесных клещей для контактной точечной сварки с последовательным полумостовым инвер- торным источником с шестью дополнитель- ными цепочками, каждая из которых содержит конденсатор емкостью 50 мкФ. При сварке деталей из нержавеющей стали Х18Н8Т толщиной 1,0-1,0 мм сварочный ток равен 6 кА, при этом емкость конденсаторов в одном плече источника составляет 100 мкФ, а в другом 150 мкФ. Выход сварных деталей с диаметром литого ядра более 5,2 мм составляет 90%.
Формула изобретения
1. Способ управления режимом контактной сварки, при котором сварочный ток регулируют изменением емкости коммути-
рующих конденсаторов, образующих плечи последовательного полумостового инвертора с разделенной коммутирующей емкостью, входящего в состав источника тока, отличающийся, тем, что, с целью повышения качества сварки и расширения технологических возможностей за счет снижения дискретности регулирования сварочного тока, изменение величины емкости коммутирующих конденсаторов производят поочередно в каждом плече инвертора.
2. Устройство для управления режимом контактной сварки, содержащее последовательный полумостовой инвертор с разделенной коммутирующей емкостью, плечи которого образуют коммутирующие конденсаторы, и входящий в состав источника тока, отличающееся тем, что, с целью повышения качества сварки и расширения технологических возможностей за счет снижения дискретности регулирования, в него введено не менее одной дополнительной цепочки, состоящей из последовательно соединенных конденсатора и, ключа, причем конденсатор первой цепочки подключен к одной из шин постоянного напряжения инвертора, а ключ - к общей точке коммутирующих конденсаторов, конденсатор каждой следующей цепочки подключен к шине постоянного напряжения инвертора противоположного знака по отношению к предыдущей, а ключ.- к общей точке конденсатора и ключа предыдущей цепочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной сварки на повышенной частоте | 1986 |
|
SU1362588A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ, ВЫПОЛНЕННЫЙ ПО КОМБИНИРОВАННОЙ СХЕМЕ | 2004 |
|
RU2269196C1 |
| РЕГУЛИРУЕМЫЙ ПОНИЖАЮЩИЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 2010 |
|
RU2415506C1 |
| Источник питания для контактной сварки | 1990 |
|
SU1738550A1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2140344C1 |
| Автономный последовательный инвертор | 1981 |
|
SU966832A1 |
| Источник питания для контактной сварки на повышенной частоте | 1988 |
|
SU1590281A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| РЕГУЛИРУЕМЫЙ ПОНИЖАЮЩИЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 2006 |
|
RU2323515C1 |
Изобретение относится к контактной сварке и может быть использовано в сварочной части роботов и робототехнологических комплексов Цель изобретения - повышение качества сварки и расширение технологических возможностей за счет снижения дискретности регулирования сварочного тока полумостового последовательного ин- верторного источника с разделенной коммутирующей емкостью, изменением емкости коммутирующих конденсаторов поочередно в каждом плече Для этого в схему введено не менее одной дополнительной цепочки 3, состоящей из последовательно соединенных конденсатора 4 и ключа 5 2 с.п. ф-лы, 1 ил
| Беркович Е.А и др | |||
| Тиристорные преобразователи повышенной частоты для электротехнологических установок | |||
| - Л Энергоатомиздат, 1983, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
