Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для питания сварочной части роботов и ро- бототехнических комплексов.
Целью изобретения является повышен,ие качества сварного соединения за счет расширения диапазона регулирования величины и частоты следования импульсов сварочного тока.
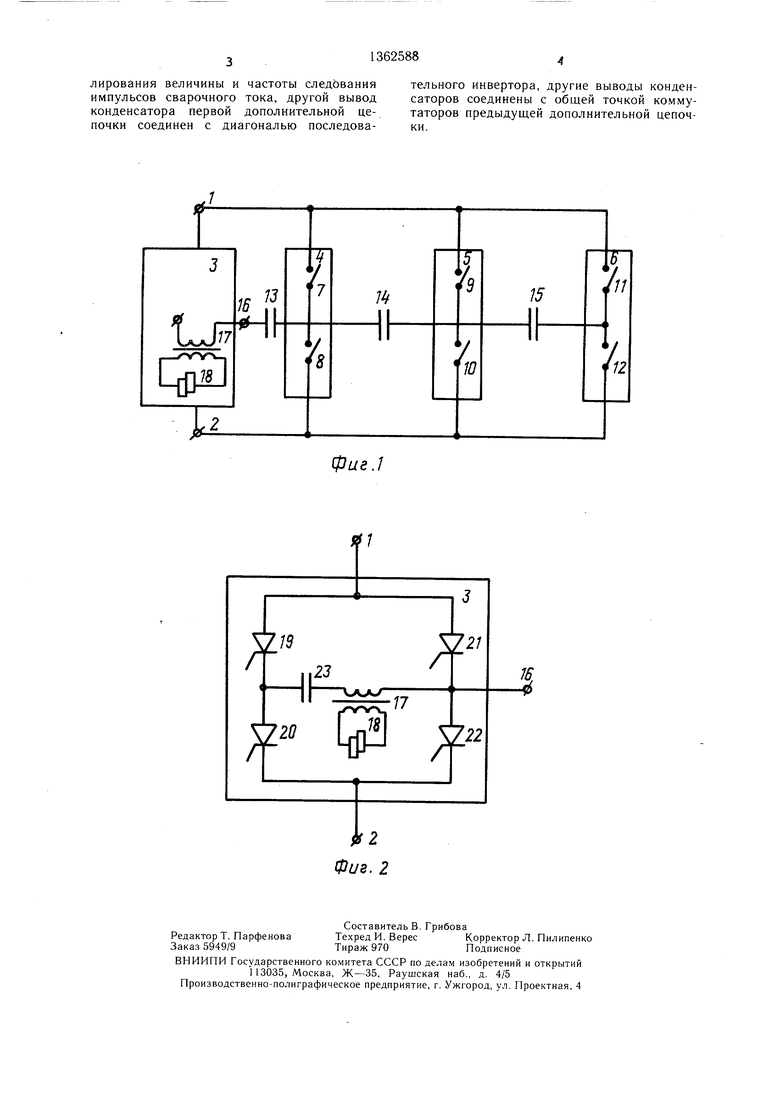
На фиг. 1 приведена схема источника питания для контактной сварки с тремя дополнительными цепочками; на фиг. 2 - пример схемы последовательного мостового инвертора.
К входным клеммам 1 и 2 инвертора 2 подключены цепочки 4-6 (фиг. 1), каждая цепочка состоит из двух последовательно соединенных коммутаторов 7-9 и 10-12 соответственно. Общие точки двух коммутаторов каждой цепочки через конденсаторы 13-15 соединены друг с другом и с клеммой 16 диагонали инвертора, в которую включен сварочный трансформатор 17, нагруженный на сварочный контур 18.
На фиг. 2 приведен в качестве примера вариант построения последовательного мостового инвертора на коммутаторах (тиристорах). Плечи инвертора образованы коммутаторами 19 и 20, 21 и 22 соответственно. Последовательно с первичной обмоткой сварочного тра сформатора в диагональ инвертора включен конденсатор 23.
Источник работает следующим образом.
На входные клеммы 1 и 2 инвертора 3 подается выпрямленное напряжение. Замыкаются один из коммутаторов (например, 19) инвертора 3 и коммутатор 12 дополнительной цепочки 6. Открывается путь для прохождения тока через первичную обмотку сварочного трансформатора 17. Этот ток проходит также через последовательно соединенные конденсаторы 13-15 Н коммутирующий конденсатор (например, 23) инвертора. Во вторичной обмотке сварочного трансформатора при этом наводится ЗДС, и под её воздействием в сварочном контуре 18-протекает ток. По окончании первой полуволны тока первичной обмотки трансформатора и переходе ее через ноль включаются другой коммутатор (например, 20) инвертора 3 и коммутатор 9 дополнительной цепочки 5. При этом вторая полуволна тока первичной обмотки проходит через последовательно соединенные конденсаторы 13 и 14 и коммутирующий конденсатор (например, 23) инвертора 3. Так как общая коммутирующая емкость контура прохождения тока увеличилась, то увеличились амплитуда и длительность второй полуволны тока, соответственно увеличились амплитуда и длительность сварочного тока. В случае необходимости дальнейщего увеличения амплитуды и длительности полуволны сварочного тока по окончании второй
полуволны тока первичной обмотки сварочного трансформатора и переходе ее через ноль могут быть включены или коммутатор 8 дополнительной цепочки 4 или один
из коммутаторов инвертора 3, например коммутатор 22 и соответственно коммутатор 19. При этом общая коммутирующая емкость контура прохождения тока еще больще увеличилась, что привело к соответствующему увеличению амплитуды и длительности полу- волны сварочного тока.
В качестве коммутаторов 7-12 и соответственно коммутаторов инвертора 3 могут быть использованы тиристоры, транзисторы и любые другие управляемые коммутаторы.
В зависимости от требований к диапазону и ступеням регулирования величины, длительности и частоты следования импульсов сварочного тока число дополнительных цепочек из двух последовательно соединенных коммутаторов, присоединяемых к входным
0 зажимам инвертора, может быть любым.
Источник для контактной сварки по
сравнению с базовым объектом, за который
принята подвесная мащина типа К-243,
на повыщенной частоте позволяет регули5 ровать в широких пределах величину, длительность и частоту следования импульсов сварочного тока, может работать на сварочные клещи с разными характеристиками, что позволяет его использовать для питания сварочной части роботов и робототех0 нических комплексов.
Реализуемая в изобретении возможность практически неограниченного регулирования всех параметров импульсов сварочного тока в отличии от базового объекта и аналогов позволяет разработать сва5 рочную мащину с широким диапазоном изменения сварочного тока и с соответствующим набором сварочных клещей, масса которых уменьщается с уменьшением величины сварочного тока и с повышением частоты следования его импульсов. Такая ма щина имеет большие технологические возможности и способна стыковаться с сварочными роботами любой грузоподъемности и практически любого назначения, что несомненно способствует интенсификации про5 цесса роботизации и автоматизации сварочного производства.
Формула изобретения
Источник питания для контактной сварки 0 на повыщенной частоте, содержащий последовательный инвертор, в диагональ которого включен сварочный трансформатор, при.этом к клеммам инвертора подключены п дополнительных цепочек из двух последовательно включенных коммутаторов, к об- 5 щей точке которых подсоединен один вывод конденсатора, отличающийся тем, что, с целью повышения качества сварного соединения за счет расширения диапазона регулирования величины и частоты следЬвания импульсов сварочного тока, другой вывод конденсатора первой дополнительной цепочки соединен с диагональю последовафиг.
тельного инвертора, другие выводы конденсаторов соединены с общей точкой коммутаторов предыдущей дополнительной цепочки.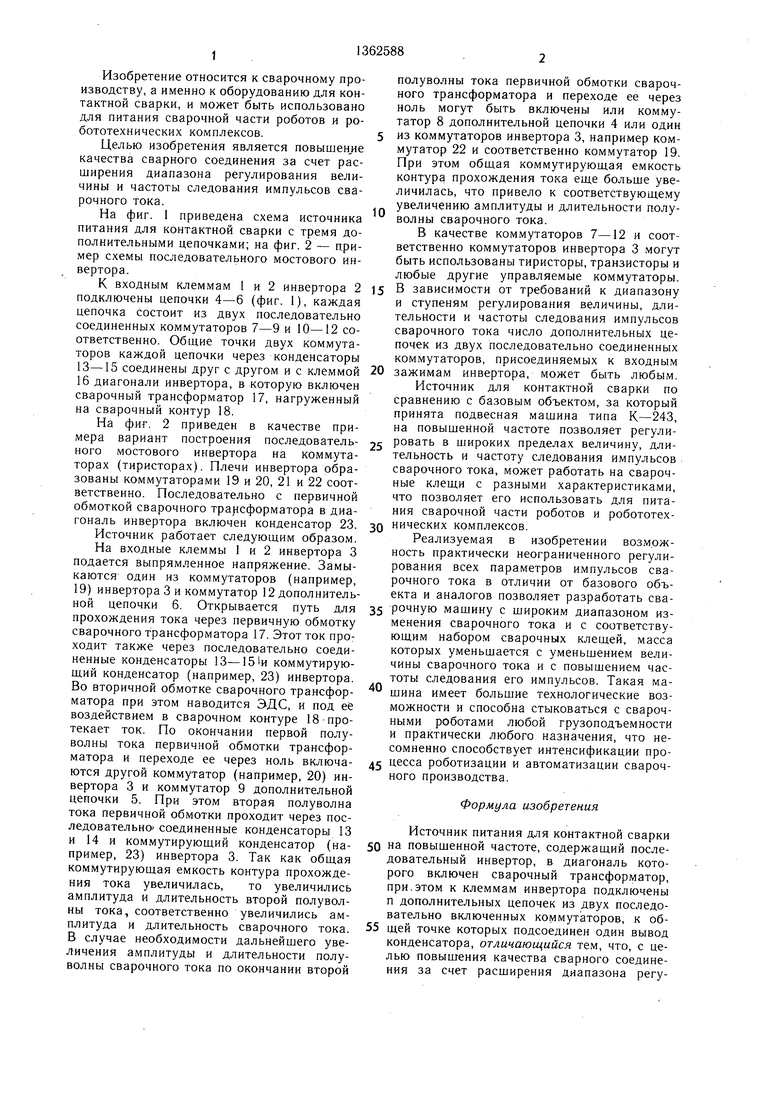
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1454607A1 |
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1447607A1 |
| Источник питания для контактной сварки на повышенной частоте | 1990 |
|
SU1750890A1 |
| Источник питания для контактной сварки | 1990 |
|
SU1738550A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Источник питания для контактной сварки на повышенной частоте | 1987 |
|
SU1518100A1 |
| Источник питания для стыковой сварки оплавлением | 1990 |
|
SU1706803A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2007 |
|
RU2339491C2 |
| Устройство для питания электрофильтра газоочистки импульсным знакопеременным напряжением | 1990 |
|
SU1733102A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для питания сварочных роботов и робототехнических комплексов. Изобретение позволяет повысить качество сварного соединения за счет расширения диапазона регулирования величины и частоты следования импульсов сварочного тока. Цель достигается тем, что источник питания для контактной сварки на повышенной частоте содержит последовательный инвертор, в диагональ которого включен сварочный т ран- сформатор. К клеммам инвертора подключены п дополнительных цепочек из последовательно соединенных коммутаторов. К общей точке коммутаторов подключен конденсатор, соединяющий дополнительные цепочки между собой и с диагональю инвертора. Источник питания позволяет регулировать в широких пределах величину, длительность и частоту следования импульсов сварочного тока, может питать сварочные кле- Ши с различными характеристиками. 2 ил. S (Л со о: ю СП СХ) 00
719
23
-IF-л.
721
77
и
)Si
Фиг. 2
Редактор Т. Парфенова Заказ 5949/9
Составитель В. Грибова
Техред И. ВересКорректор Л. Пилипенко
Тираж 970Подписное
ВНИИПИ Государственного ко1митета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Кошелев П | |||
| А | |||
| и др | |||
| Моделирование процессов в сварочном источнике тока с высокочастотным звеном.- Электротехника, 1985, № 3, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Конденсаторная машина для сварки пачкой импульсов повышенной частоты | 1980 |
|
SU872116A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
