Изобретение относится к контрольно- измерительной технике и может быть использовано для бесконтактного измерения и контроля диаметров крупногабаритных нагретых изделий.
Известно устройство для измерения линейных размеров крупногабаритных деталей, содержащее поворачивающееся визирное устройство, два основания,базисное устройство, шкалу и теодолит,
Недостатком такого устройства является ограниченная точность измерения(измерение линейного размера осуществляется только с одной стороны детали). Кроме того.
устройство но позволяет измерять диаматр круглой детали и измерение осуществляется контактно, что не позволяет использовать это устройство для измерения нагретых изделий.
Известно также устройство, реализующее дистанционный оптический способ измерения днищ больших диаметров, основанный на измерении углов охвата контролируемой детали, содержащее штриховую меру, приспособление для ее установки в центре измеряемой детали и теодолит со стойкой.
со
О
Јь
Однако зависимость между размером детали и углом установки теодолита не линейна, что требует дополнительных вычислений и ограничивает точность базирования, а следовательно, и измерения. Устройство позволяет измерять размер детали по величине углового перемещения од одного края до другого, однако в момент перемещения возможна деформация стойки теодолита, а следовательно, и появление ошибки измерения. Кроме того, устройство является оптическим, результат измерения с которого снимается визуально, что также ограничивает точность измерения. Устройство не может быть использовано в автоматизированных системах управления технологическими процессами (АСУ ТП).
Наиболее близким к .предлагаемому по технической сущности является фотоэлектрическое устройство для измерения размеров нагретых изделий, содержащее сканирующий блок, фотоприемник, связанный с выходом фотоприемника преобразователь положения кромки контролируемого изделия, блок термокомпенсации, сумматор и блок индикации.
Указанное устройство позволяет измерять положение только одного края, поэтому для измерения абсолютного размера детали необходимо перемещение преобразователя до другого края, или необходимо два преобразователя, причем угол перемещения или установки связан нелинейной зависимостью с номинальным размером, что снижает точность измерений. При наличии двух преобразователей необходим дополнительный блок слежения, что также увеличивает погрешность измерений.
Цель изобретения - повышение точности измерений,
Поставленная цель достигается тем, что оптико-электронное устройство для измере- . ния диаметров нагретых крупногабаритных деталей, содержащее блок сканирования, фотоприемник, связанный с выходом фотоприемника преобразователь положения кромки изделия, содержащий усилитель фототока, блок автоматической регулировки усиления, триггер Шмитта и функциональный преобразователь, соединенный с его выходом, блок термокомпенсации, состоящий из дифференцирующего звена и соединенных поспедовательно ждущего мультивибратора, коммутатора и второго функционального преобразователя, сумматор, соединенный с выходами обоих функциональных преобразователей, и блок индикации, соединенный с сумматором, снабжено оптико-механическим блоком задания размера, состоящим из конуса, установленного в направляющих
с возможностью осевого перемещения с помощью винтовой передачи, двух рычагов одинаковой длины, охватывающих конус и закрепленных на общей оси, двух планок,
установленных на общей оси, расположенной от оси рычагов на расстоянии, равном длине рычага, и соприкасающихся внутренними поверхностями с концами рычагов, пружины, соединяющей свободные концы
0 планок, и двух зеркал, закрепленных неподвижно, и вторым коммутатором, включенным между усилителем фототока и триггером Шмитта, управляющий вход коммутатора соединен с блоком питания вибра5 тора через фэзосдвигающую цепь.
Таким образом, введение оптико-механического блока задания размера позволяет повысить точнбсть установки преобразователя на номинальный размер, а следова0 тельно, и точность измерения диаметров крупногабаритных деталей, так как введение конуса с механизмом осевого перемещения и двумя рычагами, охватывающими этот конус, позволяет моделировать схему
5 измерения диаметра методом касательных, в которой задание диаметра осуществляется за счет перемещения конуса, так как в сечении конуса н# уровне рычагов образуется окружность переменного диаметра. Установка двух
0 планок в зеркалами, закрепленных на общей оси, расположенной на расстоянии, равном длине рычага, позволяет получить линейную возможность между угловыми перемещениями лучей преобразователя и ры5 чагов. Оптико-механический блок задания размера обеспечивает линейную зависимость между осевым перемещением конуса и номинальным размером изделия. Кроме того, указанный блок позволяет повысить
0 точность измерения за счет жесткой связи двух зон измерения, поскольку в зтом случае вибрации основания устройства не оказывают влияния на точность измерения. Введение второго коммутатора позволяет
5 получить последовательность импульсов одинаковой формы, что обеспечивает работоспособность электронной схемы обработки измерительной информации.
На фиг.1 представлена схема предлага0 емого устройства; на фиг.2 - сечение А-А на фиг.1; на фиг.З - время-импульсная диаграмма, поясняющая работу устройства. Устройство содержит (фиг. 1) оптико-меха5 нический блок задания размера, состоящий из конуса 1, установлен кого перпендикулярно оптической оси блока с возможностью осевого перемещения, двух рычагов 2 одинаковой длины, установленных на общей оси, перпендикулярной оптической оси блока, и касающихся поверхности конуса в плоскости его поперечного сечения, двух планок 3, установленных на общей оси, перпендикулярной оптической оси блока и расположенной от оси рычагов 2 на расстоянии, равном длине рычага 2, и соприкасающихся внут- ренними поверхностями с концами рычагов 2, стягивающей пружины 4, соединяющей свободные концы планок 3, двух зеркал 5, закрепленных на наружной поверхности планок 3 в плоскостях, проходящих через их ось, двух зеркал 6, закрепленных неподвижно по обе стороны от оптической оси блока и симметрично ей, и расположенных походу излучения, отраженного зеркалами 5 и 6, объектива 7, установленного так, что его главная оптическая ось совпадает с оптической осью блока, двух светофильтров 8 и 9 с различными длинами волн пропускания, ус- тановленных,в плоскости, перпендикулярной оптической оси блока, блок сканирования, состоящий из вибратора 10с фотоприемником 11, закрепленным на его свободном конце и оптически сопряженным с блоком задания размера, ограничительных упоров 12 и электромагнита 13, вход которого является управляющим входом блока, преобразователь положения кромки детали, состоящий из усипителя 14 фототока, вход которого соединен с выходом фотоприем- ника 11, блока 15 автоматической регулировки усиления (блока 15 АРУ), выход которого соединен с входом фотоприемни- ка 11, а вход - с выходом усилителя 14 фототока, соединенных последовательно коммутатора 16, триггера 17 Шмитта, блока 18 термокомпенсации, вторым входом соединенного с выходом усилителя 14 фототока, сумматора 19 и блока 20 индикации, функционального преобразователя 21, вхо- дом соединенного с выходом триггера 17 Шмитта, а выходом - с вторым входом сумматора 19, генератора 22, выход которого соединен с управляющим входом блока сканирования, и фэзосдвигающего элемента 23, вход которого соединен с выходом генератора 22, а выход- с управляющим входом коммутатора 16, вход которого соединен с выходом усилителя 14 фототока.
Блок 15 АРУ состоит из последователь- но соединенных пикового детектора 24, вход которого является входом блока, и дифференциального усилителя 25, выход которого является выходом блока. Блок 18 термокомпенсации состоит из последова- тельно соединенных дифференцирующего звена 26, вход которого является входом блока, ждущего мультивибратора 27, коммутатора 28, второй вход которого является вторым входом блока и функционального
преобразователя 29, выход которого является выходом блока.
Светофильтры 8 и 9 предназначены для получения информации о температуре измеряемой детали. Зеркала 5 и 6 предназна- чены для направления излучения от нагретой измеряемой детали в объектив 7. Углы между рычагами 2 и между планками 3 являются соответственно центральными и вписанными углами окружности, образованной траекторией движения свободных концов рычагов 2. Конус 1, установленный с возможностью перемещения с помощью винтовой передачи 30 (фиг.2), позволяет в сечении в плоскости рычагов 2 задавать окружность заранее выбранного размера RI,
Устройство работает следующим образом.
При настройке оптико-механического блока задания размера на номинальный размер измеряемого изделия 31 осуществляется осевое перемещение конуса 1. которое определяется выражением
)
где t - шаг резьбы винтовой передачи;
р- угол поворота винта.
Коиус 1, в свою очередь, раздвигав) рычаги 2 на угол
arcsin tgj/.(2)
где 1р- угол конуса;
Н - расстояние между осями конуса 1 и рычагов 2;
RMMH - минимальный радиус конуси.
Концы рычагов 2 перемещаются по дуге окружности радиуса, равного длине рычага, причем осевое перемещение конуса S линейно связано с радиусом сечения конуса: RI RMHH + . Концы рычагов 2. в свою очередь, раздвигают плавки 3, концы которых соединены пружиной 4. Расстояние между осями рычагов 2 и планок 3 равно рычагов 2, поэтому траектория точек соприкосновения планок 3 и рычагов 2 есть окружность, а угол между планкамм 3 является вписанным в эту окружност и полопине угла а/2 между рычагами 2. На плзнкзх 3 закреплены зеркала 5. При повороте каждого зеркала 5, закрепленного на планке 3, на угол а /4 угол между падающим и отраженным лучами увеличится на два таких угла, т.е. на а. /2. Полный угол охвата изделия номинального размера RHOM будет равен а, таким образом, существует линейная зависимость между углом между рычагами и углом охвата изделия 31, следовательно, и между номинальным размером изделия RHOM и радиусом сечения
конуса RI также имеет место линейная зависимость, так как
а 2 А г, .2 -А
(П77 -
pf- Ri -ppfRi-HH+Stg V3(3)
где А - расстояние от оси детали 31 до 5 объектива 7,
Величина RI, а следовательно, и RHOM станавливаются с помощью винтовой передачи 30 (ф1чг.2), которая может быть про- градуирована непосредственно a RHOM.10
При работе устройства вибратор. 10 с отоприемником 11 совершает колебательное движение с иф&ничечие 1 Sc-, преобрази/ 1 пространственное распредели--. ле освещенности в плоскости мзг о р хоз:-мя .збизктиеа 7 15 во временное (диаграмма з, .З), Фазосдви- гающий зпемент 23 позволяет получить синусоидальный сигнал, поломительный полупериод которого совпадает с одним направлением канирования ч поэтому открывает через 20 коммутатор 16 выход усилителя 14 фототока диаграмма Ь. фиг.З), Таким образом, на его выходе получается последовательность импульсов фототока с одинакопым чередованием ступеней (дизтрзг- ма Ь, фиг.З), . 25
Импульсы напряжения с усилителя 14 ототока поступают на пиковый детектор 24, содержащий RC-цепь с временем разряа, превышающим развертки. С выхода пике: эго цоте-тора 24 на один вход 30 дифференциального усилителя 25 поступает постоянное напряжение, равное максимальному импульсу, а на другой вход подается постоянное напряжение, с которым сравнивается напряжение пикового де- 35 тектора 24. С выхздэ дифференциального усилителя 25 напряжение поступает на фотоприемник 11, имеющий сопротивление нагрузки Риф. При изменении температуры изделия изменяется амплитуда импульсов, по- 40 ступающих на пиковый детектор 24, дифференциальный усилитель 25 изменяет напряжение питания и соответственно чувствительность фогоприемиика 11 так, чтобы значение напряжения второй ступени им- 45 пульса было постоянным.
Напряжение первой ступени импульса при стабилизированном значении второй ступени зависит от температуры издолия 3 i. Сигнал с усилителя 14 фототока поступает на 50 вход триггера 17 Шмитта с уровнем срайач ы- вания Упор, с выхода которого прямоугольные импульсы с постоянной амплитудой и переменной длительностью (диаграмма , фкг.З). определяемой отклонением границы изделия 55 31 от оптической оси, поступают на вход функционального преобразователя 21. Функциональный преобразователь 21 преобразует длительность импульса а постоянной напряжение, пропорциональнее отклонение рзэмера от номинального. Сигнал с трунт рз 17 Шмитта дифференцируется по парод;.ему фронту с помощью дифференцирующего звена 26 и подается на вход ждущего мультивибратора 27 с длительностью г (диаграмма д, фиг.З), который через коммутатор 28 вырезает переднюю часть импульса фототока с переменной амплитудой, которая пропорциональна температура изделия 31 (диаграмма е, Ф иг.З) Затем зтлт км пульс поступает на вход функционального преобразователи 29, на другой влод которого поступает еьгнал, пропорцис номинальному размеру изделия О, а с его ЕЫУ.ОДЗ сигнал, оропорц онапьный тег .йзратурнсй поправке ДО, поступает нг сумматор 19. Результат м мерэния, грмес.(1/, i. . орг- дльной температуре, регистр 1 .-я баском 20 чн- дикаиии.
При впедрени оптико-элехгронного устройства для измерения диаметров днищ химнефтеаппаратуры, изготгилиааемых в нагретом состояние, исключается повторный технологический цикл, так как достигается достаточная точность измерений, л размер изделия в пределах допуска соответствует номинальному. Кроме того, с повышением точности пгатозлек я днищ г.оеышаютсй производительность сборочных и монтажных работ, а тз ока эксплуатационные показатели хи;ме пееппарзтурь;, Формула м о о 5 р с т е и и я Оптико-электронное устройство для измерения диаметров нагоетых крупногабаритных деталей, содержащее блок сканирования с фотоирмепником, преобразователь положения кромки детали, состоящий из усилителя фсготоко. вход .соторого соединен с выходом Фотопрпем ика, автоматической регулировки усиления, вы- од которого соединен с входом фотоприек- нмха, а вход соединен с выходом усилителя фототока, соединенных (юследовательио триггера Шмитта, блока термококлэнсации, вторым входом соодикзнниго с БЬ-ХОЛ.ОМ усилителя фототока, сумматора с блог. ин- д| 1кации, функционального прооОразорате- ля, вход которого соединен с выходом триггера Шмитта, а выход- с вторым входом сумматора, генератора, выхо/. ПОЛОРОГО соединен с управляющим входов /.Oi-.a сканирования, и фезосдймгашгцего элемента, вход которого соединен с .чьг/о ом генератора, о т л и ч a so щ е о с , гог-л, что, с целью повышения точности, оно снабжено оптико- мзханическмзд блоком задачин чзмзр, со- стоящиг. из конуса, установленного перпендикулярно , оси блока с зозмосио; гаю ocsaorc . Ј,..: ещ81: чл, двух
рычагов одинаковой длины, установленных на общей оси, перпендикулярной оптической оси блока, и касающихся поверхности конуса в плоскости его поперечного сечения, двух планок, установленных на общей оси, перпендикулярной оптической оси блока и расположенной от оси рычагов на расстоянии, равном длине рычага, и соприкасающихся внутренними поверхностями с концами рычагов, пружины, соединяющей свободные концы планок, двух зеркал, за0
крепленных на наружной поверхности планок в плоскостях, проходящих через их ось. и двух зеркал, закрепленных неподвижно по обе стороны от оптической оси блока и симметрично ей, а преобразователь положения кромки детали выполнен с коммутатором, вход которого соединен с выходом усилителя фототока, выход соединен с входом триггера Шмитта, а управляющий вход соединен с выходом фазосдвигающего элемента.
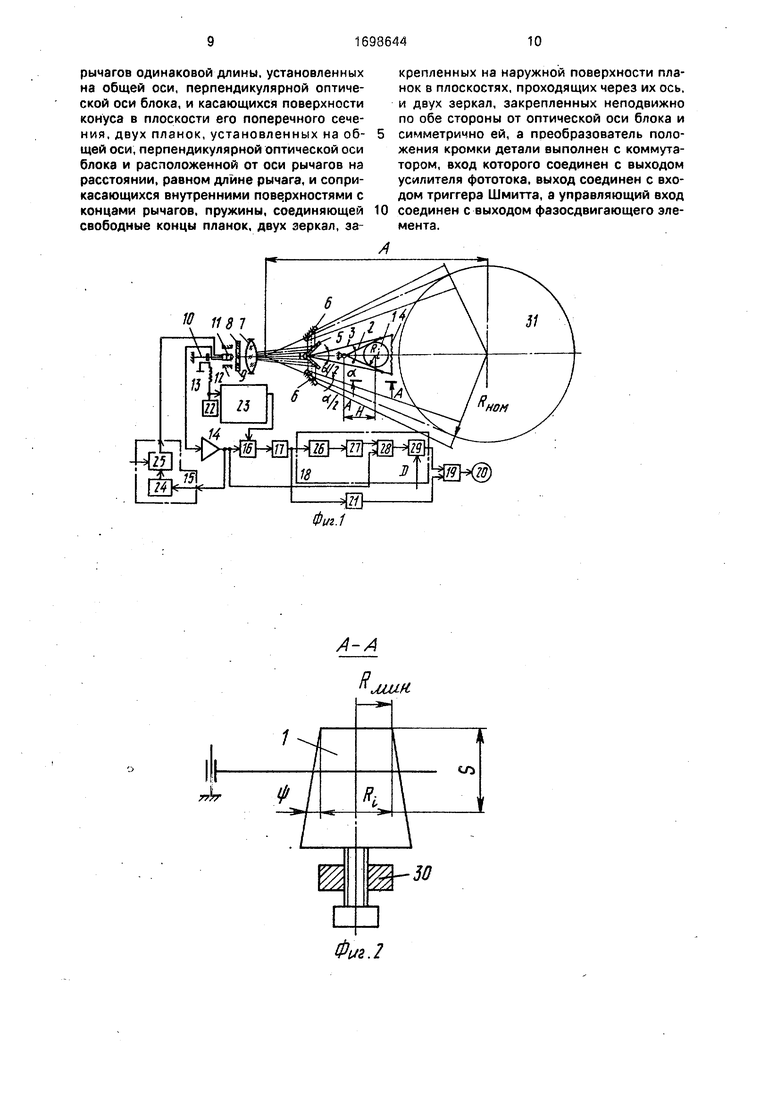

Изобретение относится к контрольно- измерительной технике. Целью изобретения является повышение точности за счет обеспечения предварительной установки преобразователя положения кромки детали на номинальный размер и жесткой связи двух зон измерения, соответствующих двум кромкам детали. Излучение от измеряемой нагретой детали 31 поступает через систему зеркал 5 и 6, объектив 7 и светофильтры 8 и 9, с помощью которых измеряется спектральным методом температура детали 31, на блок сканирования, выполненный в виде вибратора 10 с закрепленными на свободном конце фотоприемником 11. Последовательность импульсов ступенчатой формы на выходе фотоприемника содержит информацию о пространственном положении кромок детали 31, получаемую в результате обработки этой последовательности в электронном тракте устройства. Установка на номинальный размер с соблюдением жесткости йвязи двух зон измерения осуществляется с помощью конуса 1, установленного перпендикулярно оси оптического тракта с возможностью перемещения вдоль собственной оси с помощью винтовой передачи и через систему рычагов 2, и планок, связанных с системой зеркал 5 и 6, Показано, что между номинальным диаметром детали 31 и диаметром сечения конуса 1 в плоскости, перпендикулярной erooci, имеет место линейная зависимость, что обеспечивает точность установки в номинал,чем и обеспечивается положительный эффект. 3 ил. Л |4k/ С
Фиг.2
и .{
е ut
| Фотоэлектрическое устройство для измерения размеров нагретых изделий | 1985 |
|
SU1288505A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
