Изобретение относится к уплотнитель- ной технике и может быть использовано в химической, нефтехимической и других отраслях промышленности.
Цель изобретения - повышение надежности работы торцового уплотнения при снижении трудоемкости монтажа.
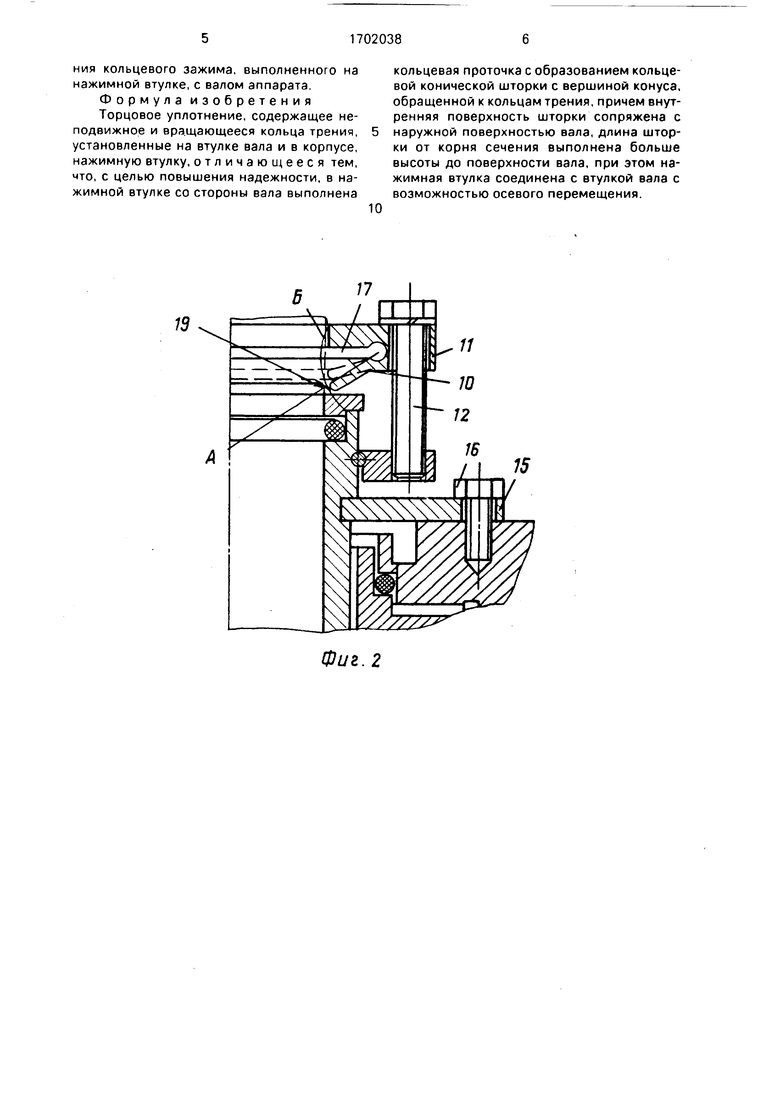
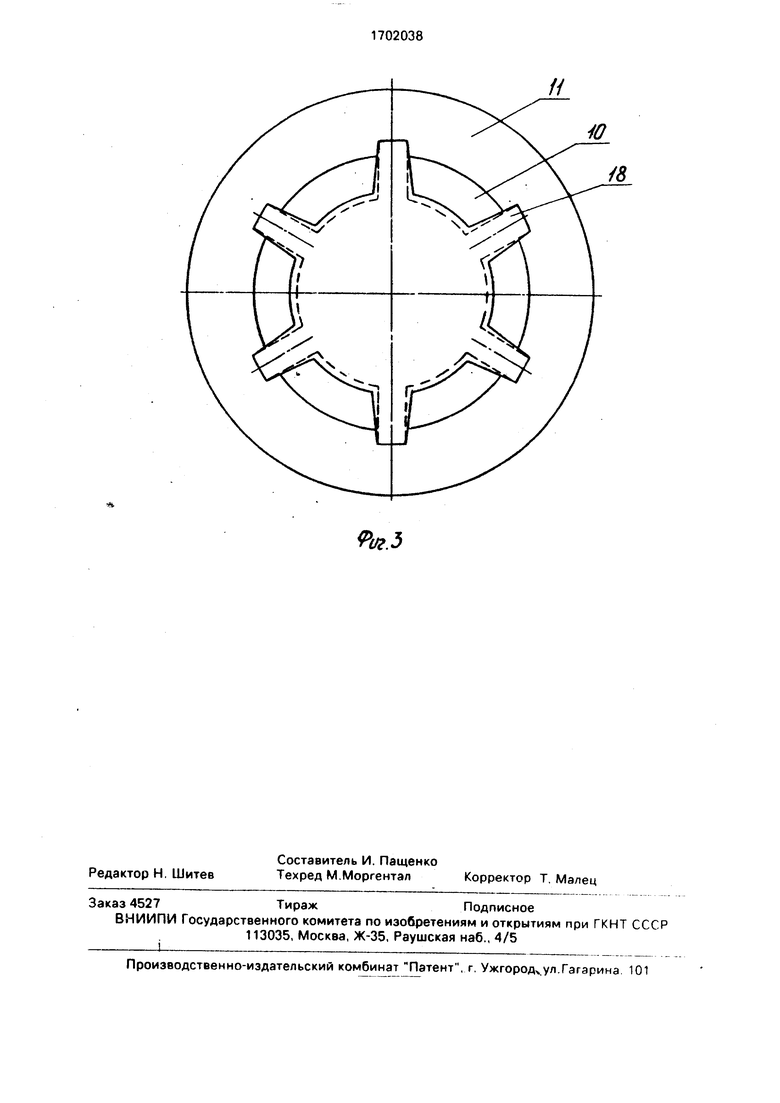
На фиг. 1 изображено торцовое уплотнение, рабочее положение; на фиг. 2-то же, перед закреплением на валу; на фиг, 3-вид снизу кольцевого зажима (пунктиром показано положение кромок до затяжки).
Уплотнение включает в себя корпус 1 с рубашкой охлаждения и основание 2, в кото оое установлены через вторичные уплотнения 3 неподвижные кольца 4 трения. Вращающиеся кольца 5 трения установлены через вторичные уплотнения 3 во втулку 6 вала 7. Вращение кольцам 5 передается от втулки 6 вала 7 через планки 8. Предварительный контакт подвижных 5 и неподвижных 4 колец трения осуществляется с помощью пружин 9. Крутящий момент от вала 7 передается зажимающим хвостовикам 10 нажимной втулки 11, выполненной конусообразной со стороны уплотнения, соединенной винтами 12 с кольцом 13, через которое передается вращение втулки 6 вала 7. Герметизация по валу осуществляется вторичным уплотнением 14.
Уплотнение в нерабочем состоянии фиксируется монтажной планкой 15, которая крепится винтами 16, а зажимающие хвостовики 10, образованные на нажимной втулке 11 в кольцевой проточке 17 со стороны вала, образующей кольцевую коническую шторку, в которой выполнены пазы 18, находятся в свободном состоянии (отогнуты в сторону уплотнения), так как винты 12 не затянуты.
Уплотнение работает следующим образом.
Под действием давления запирающей жидкости и упругих сил пружин 9 поверхности колец 4 и 5 трения плотно прилегают одна к другой и создают надежную герметизацию вала аппарата. Герметизация по корпусу 1 и основанию 2 осуществляется вторичными уплотнениями 3, а по валу 7 осуществляется вторичным уплотнением 14.
В процессе работы вращение вала 7 передается через зажимающие хвостовики 10 нажимной втулки 11 посредством винтов 12, которые завернуты до такого состояния, что зажимающие хвостовики 10 изменяют свое местоположение за счет деформации и кромка 19, за счет выполнения длины шторки от корня сечения больше высоты до поверхности вала, вступает в линейный прерывистый кольцевой контакт с валом 7, обеспечивая надежную фиксацию. Кроме того, прогиб самой нажимной втулки 11 способствует дальнейшему надежному сцеплению зажимающих хвостовиков 10 с валом 7. Далее вращение от винтов 12 передается кольцу 13 и втулке 6 вала 7, которая через планки 8 передает крутящий момент вращающимся кольцам 5 трения.
0Благодаря прерывистому контакту зажимающих хвостовиков 10 с валом 7 увеличивается линейная нагрузка между ними, т:е. происходит сцепление зажимающих хвостовиков с валом 7, что исключает воз5 можность проворачивания и осевого смещения уплотнения, т.е. жестко фиксирует его на валу 7, что повышает надежность работы торцового уплотнения, а также устраняет лишние крепежные винты, что снижает тру0 доемкость монтажа. Надежность сцепления обеспечивается за счет прерывистого контакта зажимающих хвостовиков 10, благодаря наличию пазов 18.
Порядок монтажа на аппарат осуществ5 ляют следующим образом.
Собирают основание 2 с вторичным уплотнением 3 и неподвижным кольцом 4. Такое же неподвижное кольцо 4 через вторичное уплотнение 3 устанавливают в
0 корпус 1. Затем собирают на втулке 6 вращающийся блок, устанавливают вращающиеся кольца 5 через вторичные уплотнения 3 и пружины 9 Скрепляют блок планками 8. Затем вращающийся блок уста5 навливают на основание 2 и закрывают корпусом 1. Корпус 1 и основание 2 скрепляют друг с другом. Надвигают собранное торцовое уплотнение без нажимной втулки 11. кольца 13, вторичного уплотнения 14 и про0 межуточного кольца 20 на вал 7, устанавливают на аппарат и закрепляют Затем устанавливают во втулку 6 вторичное уплотнение 14, на втулку 6 - кольцо 13, промежуточное кольцо 20, нажимную втулку 11
5 Завертывают винты 12. При этом кольцевая кромка 19 перемещается за счет деформации по траектории Б (фиг. 2) и охватывает плотно поверхность вала 7. Поскольку охваг осуществляется по прерывистой кольцевой
0 линии, то возникают повышенные фактические напряжения, что существенно повышает надежность передачи вращения с вала 7 на уплотнение и в целом надежность работы торцового уплотнения.
5 Таким образом, применение в торцовом уплотнении нажимной втулки с кольцевым зажимом облегчает монтаж уплотнения устраняя дополнительные радиальные винты а также повышает надежность работы торцового уплотнения путем плотного сцепления кольцевого зажима, выполненного на нажимной втулке, с валом аппарата. Формула изобретения Торцовое уплотнение, содержащее неподвижное и вращающееся кольца трения, установленные на втулке вала и в корпусе, нажимную втулку, отличающееся тем, что, с целью повышения надежности, в нажимной втулке со стороны вала выполнена
0
кольцевая проточка с образованием кольцевой конической шторки с вершиной конуса, обращенной к кольцам трения, причем внутренняя поверхность шторки сопряжена с наружной поверхностью вала, длина шторки от корня сечения выполнена больше высоты до поверхности вала, при этом нажимная втулка соединена с втулкой вала с возможностью осевого перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовое уплотнение вращающегося вала аппарата | 1988 |
|
SU1634905A1 |
| Торцовое уплотнение | 1983 |
|
SU1086264A1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ | 2001 |
|
RU2216669C2 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ | 1991 |
|
RU2028525C1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ | 1997 |
|
RU2132504C1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ | 1998 |
|
RU2146023C1 |
| ОПОРНО-НАЖИМНОЙ УЗЕЛ ТОРЦОВОГО УПЛОТНЕНИЯ ВАЛА | 2016 |
|
RU2627758C1 |
| Торцовое уплотнение | 1990 |
|
SU1707374A1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ | 1998 |
|
RU2145020C1 |
| Торцовое уплотнение | 1979 |
|
SU885665A1 |

13
Фиг. 2
11
15
ъ.з
| Торцовые уплотнения типов ТТ | |||
| Каталог Торцовые уплотнения вращающихся валов аппаратов М.: ЦИНТИхимнефте- маш | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
