Изобретение относится к электротехнике и может быть использовано для контроля качества при разработке и производстве магнитоуправляемых контактов.
Известен способ контроля качества магнитоуправляемых контактов по параллельности контакт-деталей визуально с помощью микроскопа.
Недостатками такого метода контроля качества магнитоуправляемых контактов являются малая достоверность и эффективность, и большая трудоемкость.
Наиболее близким по технической сущности к предлагаемому является способ и аппаратура для обнаружения герконов с непараллельными контакт-деталями. По указанному способу подают управляющий сигнал для замыкания контакт-деталей, с помощью цифрового блока измеряют длительность каждого отскока за время дребезга, сравнивают с цифровым запрограммированным эталоном, соответствующим допустимому дребезгу контактов, и на выходе обеспечивают индикацию брака указанных испытуемых магнитоуправляемых контактов, когда какая-либо измеренная длительность дребезга превышает заранее установленную эталонную длительность.
Однако данный способ сложен и недостаточно объективен при определении качества МК из-за наличия сравнительной оценки сходимости длительности каждого отскока дребезга с запрограммированным эталоном.
Цель изобретения - повышение достоверности и упрощение контроля.
Поставленная цель достигается тем. что согласно предлагаемому способу контроля качества магнитоуправляемых контактов путем подачи управляющего сигнала и фиксации отскоков дребезга при замыкании на фиксированном интервале времени определяют количество отскоков после первого заVJ
О
Р
сл
мыкания, по которому судят о качестве гер- конов.
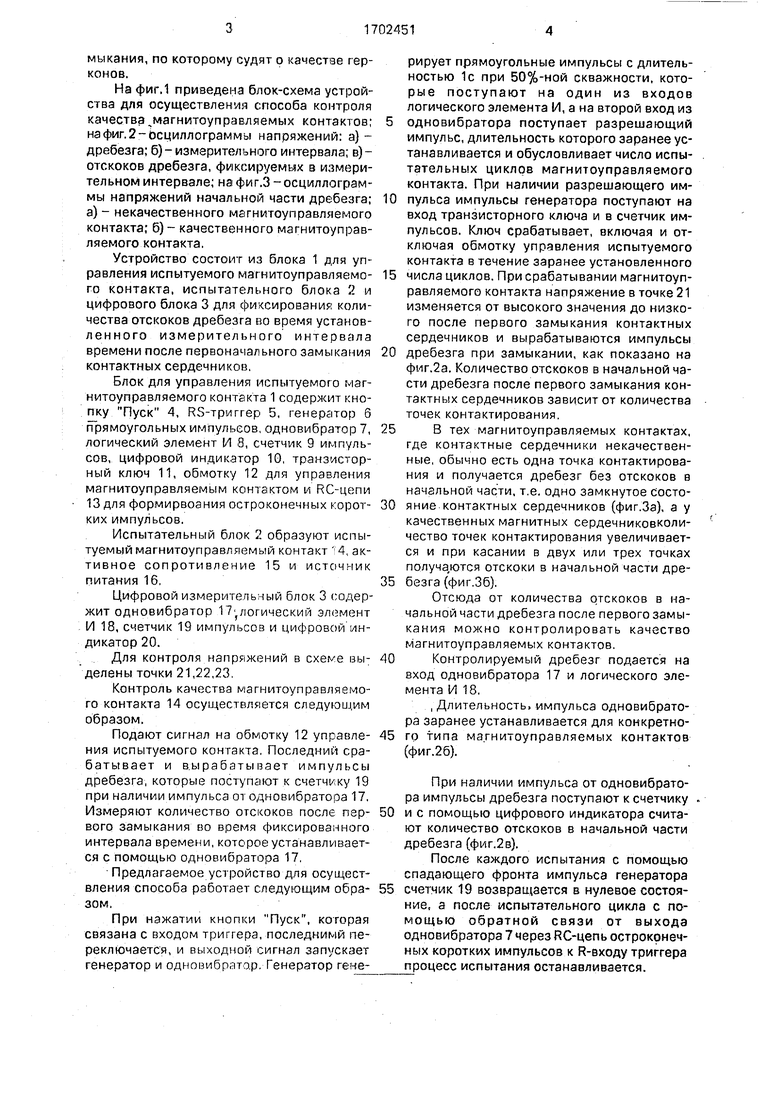
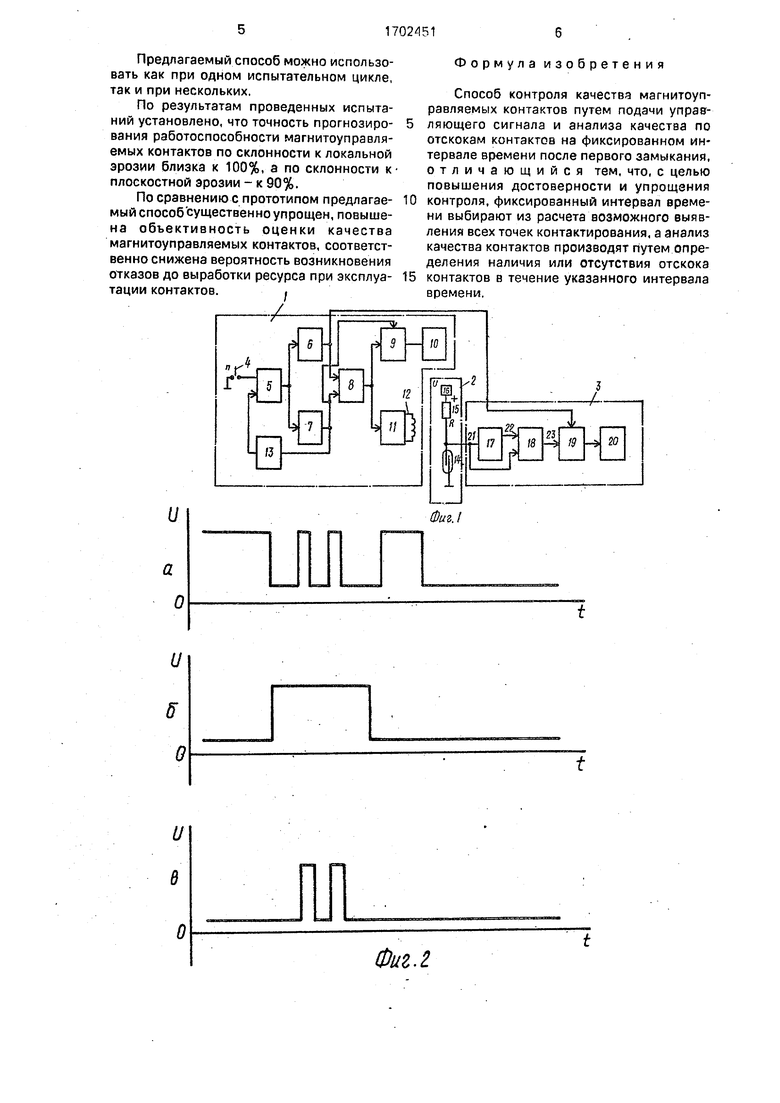
На фиг.1 приведена блок-схема устройства для осуществления способа контроля качества магнитоуправляемых контактов; на фиг. 2-осциллограммы напряжений: а) - дребезга; б) - измерительного интервала; в) - отскоков дребезга, фиксируемых в измерительном интервале; на фиг.З - осциллограммы напряжений начальной части дребезга; а) - некачественного магнитоуправляемого контакта; б) - качественного магнитоуправляемого контакта.
Устройство состоит из блока 1 для управления испытуемого магнитоуправляемого контакта, испытательного блока 2 и цифрового блока 3 для фиксирования количества отскоков дребезга во время установ- ленного измерительного интервала времени после первоначального замыкания контактных сердечников.
Блок для управления испытуемого магнитоуправляемого контакта 1 содержит кнопку Пуск 4, RS-триггер 5, генератор 6 прямоугольных импульсов, одновибратор 7, логический элемент И 8, счетчик 9 импульсов, цифровой индикатор 10, транзисторный ключ 11, обмотку 12 для управления магнитоуправляемым контактом и RC-цепи 13 для формирвоания остроконечных коротких импульсов.
Испытательный блок 2 образуют испытуемый магнитоуправляемый контакт 14, активное сопротивление 15 и источник питания 16.
Цифровой измерительный блок 3 содержит одновибратор 17(логический элемент И 18, счетчик 19 импульсов и цифровой индикатор 20.
Для контроля напряжений в схеме выделены точки 21,22,23.
Контроль качества магнитоуправляемого контакта 14 осуществляется следующим образом.
Подают сигнал на обмотку 12 управления испытуемого контакта, Последний срабатывает и вырабатывает импульсы дребезга, которые поступают к счетчику 19 при наличии импульса от одновибратора 17. Измеряют количество отскоков после первого замыкания во время фиксированного интервала времени, которое устанавливается с помощью одновибратора 17.
Предлагаемое устройство для осуществления способа работает следующим образом.
При нажатии кнопки Пуск, которая связана с входом триггера, последними переключается, и выходной сигнал запускает генератор и одновибратор. Генератор генерирует прямоугольные импульсы с длительностью 1с при 50%-ной скважности, которые поступают на один из входов логического элемента И, а на второй вход из
одновибратора поступает разрешающий импульс, длительность которого заранее устанавливается и обусловливает число испытательных циклов магнитоуправляемого контакта. При наличии разрешающего импульса импульсы генератора поступают на вход транзисторного ключа и в счетчик импульсов. Ключ срабатывает, включая и отключая обмотку управления испытуемого контакта в течение заранее установленного
числа циклов. При срабатывании магнитоуправляемого контакта напряжение в точке 21 изменяется от высокого значения до низкого после первого замыкания контактных сердечников и вырабатываются импульсы
дребезга при замыкании, как показано на фиг.2а. Количество отскоков в начальной части дребезга после первого замыкания контактных сердечников зависит от количества точек контактирования.
В тех магнитоуправляемых контактах,
где контактные сердечники некачественные, обычно есть одна точка контактирования и получается дребезг без отскоков в начальной части, т.е. одно замкнутое состояние контактных сердечников (фиг.За), а у качественных магнитных сердечниковколи- чество точек контактирования увеличивается и при касании в двух или трех точках получаются отскоки в начальной части дребезга(фиг.Зб).
Отсюда от количества отскоков в начальной части дребезга после первого замыкания можно контролировать качество магнитоуправляемых контактов.
Контролируемый дребезг подается на
вход одновибратора 17 и логического элемента И 18.
, Длительность, импульса одновибратора заранее устанавливается для конкретного типа магнитоуправляемых контактов (фиг.2б),
При наличии импульса от одновибратора импульсы дребезга поступают к счетчику
и с помощью цифрового индикатора считают количество отскоков в начальной части дребезга (фиг.2в).
После каждого испытания с помощью спадающего фронта импульса генератора
счетчик 19 возвращается в нулевое состояние, а после испытательного цикла с помощью обратной связи от выхода одновибратора 7 через RC-цепь остроконечных коротких импульсов к R-входу триггера процесс испытания останавливается.
Предлагаемый способ можно использовать как при одном испытательном цикле, так и при нескольких.
По результатам проведенных испытаний установлено, что точность прогнозирования работоспособности магнитоуправля- емых контактов по склонности к локальной эрозии близка к 100%. а по склонности к- плоскостной эрозии - к 90%.
По сравнению с прототипом предлагаемый способ существенно упрощен, повышена объективность оценки качества магнитоуправляемых контактов, соответственно снижена вероятность возникновения отказов до выработки ресурса при эксплуатации контактов..
0
5
Формула изобретения
Способ контроля качества магнитоуправляемых контактов путем подачи управляющего сигнала и анализа качества по отскокам контактов на фиксированном интервале времени после первого замыкания, отличающийся тем, что, с целью повышения достоверности и упрощения контроля, фиксированный интервал времени выбирают из расчета возможного выявления всех точек контактирования, а анализ качества контактов производят путем определения наличия или отсутствия отскока контактов в течение указанного интервала времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения временных параметров электромагнитных реле | 1979 |
|
SU864233A1 |
| Способ отбраковки герконов | 1984 |
|
SU1280649A1 |
| Способ отбраковки магнитоуправляемых контактов | 1990 |
|
SU1781715A1 |
| Устройство для испытания контактов коммутационных аппаратов | 1990 |
|
SU1772836A1 |
| Способ неразрушающего прогнозирующего контроля износостойкости электромагнитного реле | 1991 |
|
SU1775746A1 |
| Устройство для контроля контактирования логических блоков | 1989 |
|
SU1762281A1 |
| Способ контроля электромеханического компонента системы автоматизации | 2017 |
|
RU2677702C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ВРЕЛ\ЕНИ ДРЕБЕЗГА ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ | 1972 |
|
SU323768A1 |
| Устройство для контроля | 1986 |
|
SU1386967A1 |
| Способ контроля импульсных реле с магнитной памятью на герконах | 1980 |
|
SU957312A1 |
Изобретение относится к электротехнике и может быть использовано для контроля качества при разработке и производстве магнитоуправляемых контактов. Цель изобретения - повышение достоверности и упрощение контроля, На обмотку управления контролируемого магнитоуправляемого контакта (МК) подают управляющий сигнал, приводящий к срабатыванию МК и измеряют количество отскоков контакта после первого замыкания на фиксированном интервале времени. По наличию или отсутствию этих отскоков выносится решение о качестве МК. При этом указанный фиксированный интервал времени выбирают из расчета возможного выявления всех точек контактирования контактов. 3 ил.
и
О
U В
Фиг./
Фиг.2.
и
UL
Фиг.Ъ
| Патент США № 3993949, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
