ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЭЛЕКТРОМАГНИТНОГО КЛАПАНА | 2005 |
|
RU2286236C2 |
| ЭЛЕКТРОМАГНИТ ДЛЯ РАБОТЫ В ИЗДЕЛИИ В УСЛОВИЯХ ПОВЫШЕННОГО ДАВЛЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ | 2008 |
|
RU2381583C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 2011 |
|
RU2450192C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| ЭЛЕКТРОМАГНИТНАЯ ТОПЛИВНАЯ ФОРСУНКА | 1998 |
|
RU2136949C1 |
| РЕЗЕРВИРОВАННЫЙ ЗАПОРНЫЙ МАГИСТРАЛЬНЫЙ ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА, ВЫСОКИХ ДАВЛЕНИЙ И ТЕМПЕРАТУР | 2007 |
|
RU2350813C1 |
| Длинноходовой электромагнит с постоянным тяговым усилием на рабочем ходу | 2019 |
|
RU2711179C1 |
| ФОРСУНКА ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С АККУМУЛЯТОРНОЙ ТОПЛИВНОЙ СИСТЕМОЙ | 2002 |
|
RU2221930C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН | 1995 |
|
RU2095674C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН ДЛЯ ВПРЫСКА ТОПЛИВА | 1994 |
|
RU2076979C1 |
Изобретение относится к приборостроению, в частности к электромагнитным клапанам систем обеспечения автомобилей газообразным топливом. Цель изобретения - снижение трудоемкости изготовления путем повышения технологичности. Кольцевую проточку выполняют перед выполнением направляющей для якоря с внутренним диаметром, меньшим диаметра направляющей для якоря, а заполнение проточки немаг- нитным материалом проводят путем заплавления последней, после чего выполняют цилиндрическую направляющую для якоря. 3 ил.
Изобретение относится к приборостроению, в частности к электромагнитным клапанам систем обеспечения автомобилей газообразным топливом.
Цель изобретения - снижение трудоемкости изготовления путем повышения технологичности.
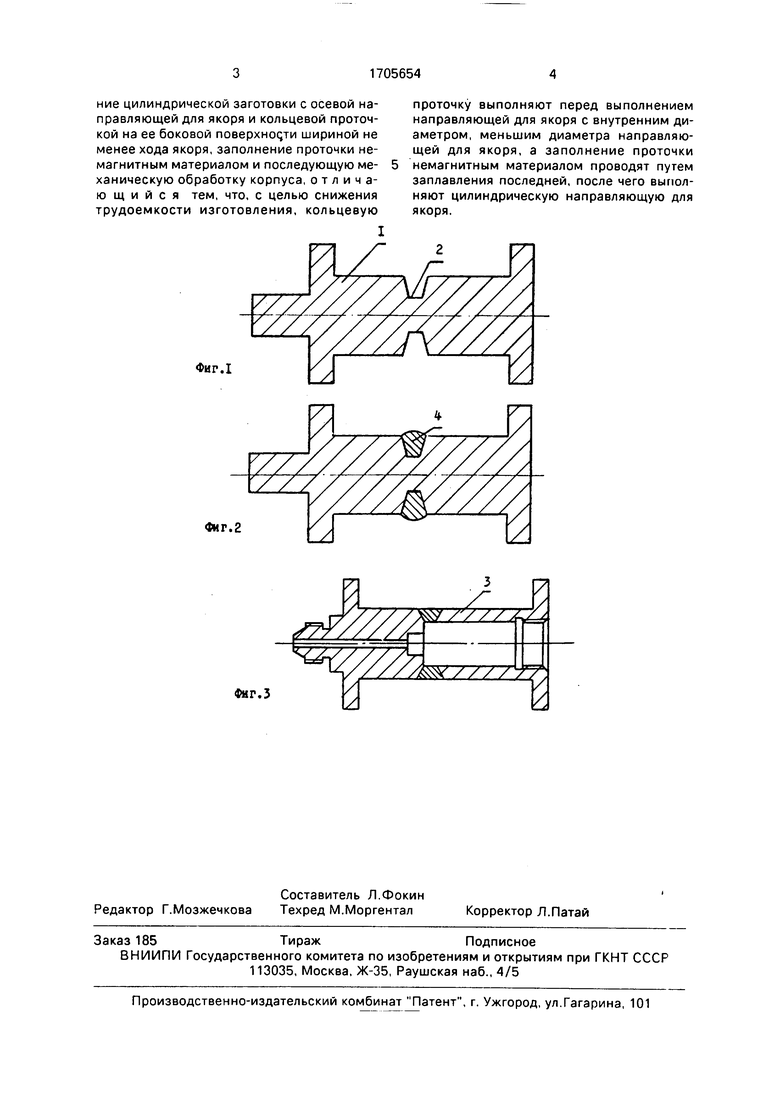
На фиг. 1,2 и 3 показана последовательность изготовления электромагнитного клапана.
Способ изготовления корпуса электромагнитного клапана реализован следующим образом.
Вначале из магнитомягкого материала изготавливают заготовку 1 с припусками на чистовую обработку. После этого в заготовке 1 выполняют кольцевую канавку 2, осевой размер которой превышает величину хода якоря, а глубина превышает требуемую толщину стенки 3 направляющей якоря (см. фиг. 1).
Затем канавку 2 заваривают на всю глубину электросваркой немагнитным электродом или заливают расплавленным металлом 4 (см. фиг. 2).
После этого корпус подвергают механической чистовой обработке до необходимых размеров (см. фиг. 3).
В случае, если необходимо обеспечить максимальные электромеханические характеристики электромагнитного клапана и высокую надежность его работы, перед чистовой обработкой заготовка корпуса с завареной канавкой подвергается отжигу для обеспечения низких значений коэрцитивной силы и остаточной индукции в материале корпуса и для снятия механических напряжений в нем.
Формула изобретения Способ изготовления корпуса электромагнитного клапана, включающий выполне 4 О 1СЛ СЬ СЛ
ние цилиндрической заготовки с осевой направляющей для якоря и кольцевой проточкой на ее боковой поверхнос/ги шириной не менее хода якоря, заполнение проточки немагнитным материалом и последующую механическую обработку корпуса, отличающийся тем, что, с целью снижения трудоемкости изготовления, кольцевую
Фиг.1
Фиг.2
Фнг.З
проточку выполняют перед выполнением направляющей для якоря с внутренним диаметром, меньшим диаметра направляющей для якоря, а заполнение проточки немагнитным материалом проводят путем заплавления последней, после чего выполняют цилиндрическую направляющую для якоря.
| Способ изготовления корпуса электромагнита | 1975 |
|
SU598151A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Электромагнитный привод клапана | 1974 |
|
SU563537A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
