Изобретение относится к атомному машиностроению и может найти применение при изготовлении корпусных деталей мощных энергетических реакторов..
Целью изобретения является повышение качества обрабатываемой поверхности;
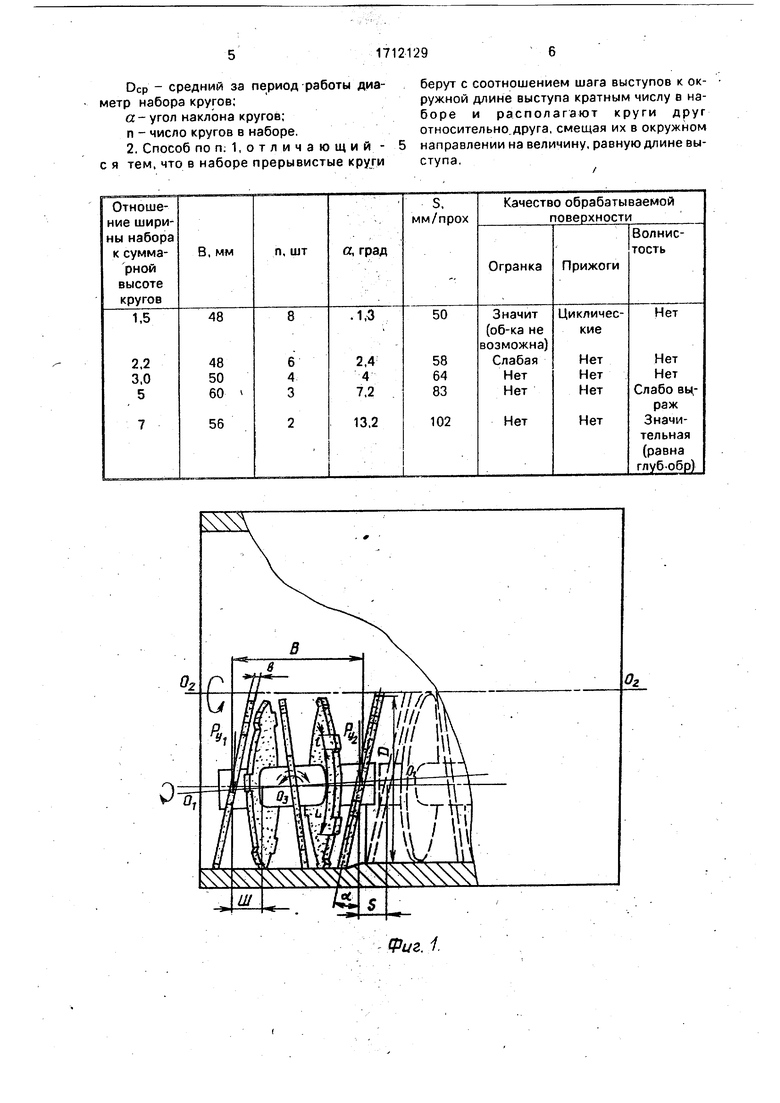
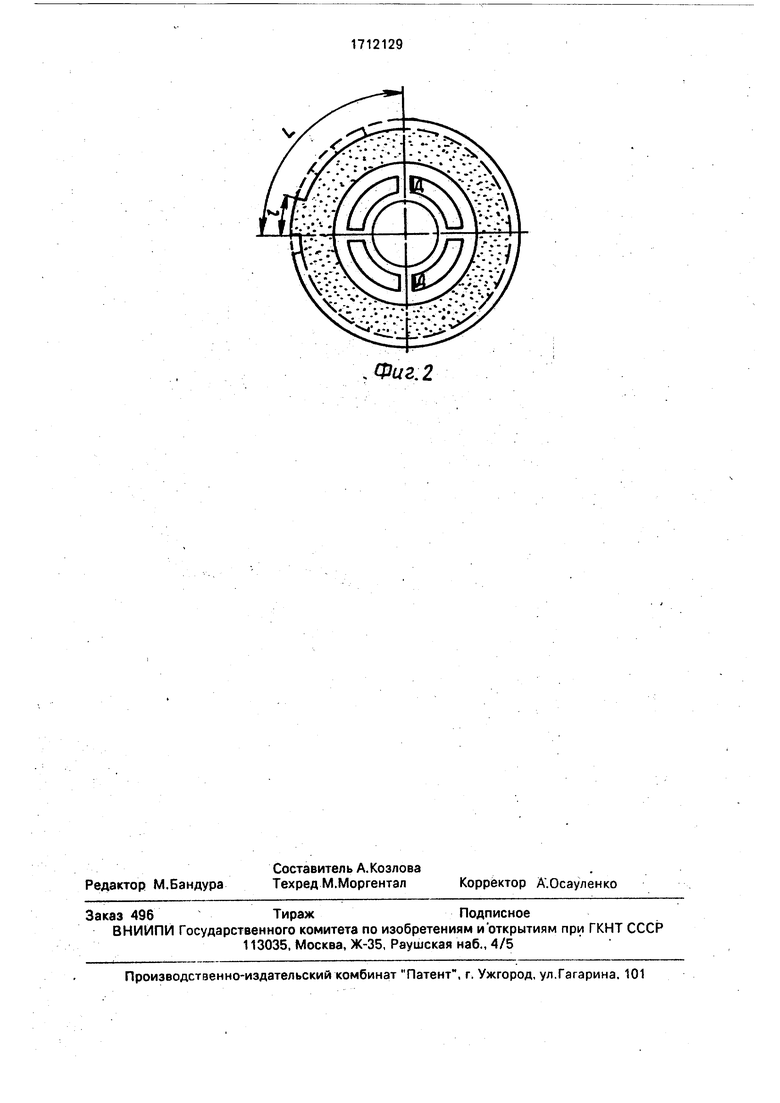
На фиг. 1 представлен один из вариан: тов реализации способа шлифования набо ром кругов; на фиг. 2 - схема установки шлифовальных кругов.
Предлагаемый способ включает следующие приемы: вращение набора кругов вокруг собственной оси OiOi, относительное перемещение набора кругов и детали со скоростью VnaA, например, вращение детали вокруг ее оси ОаОа, осевое перемещение набора кругов и периодический разворот его вокруг оси Оз, перпендикулярной оси
вращения OiOi. При этом ширина В набора
кругов в 2-5 раз больше суммарной высоты в кругов, осевое перемещение S на каждый
ю проход (оборот детали) равно
о
S B + (Dcptg ).
где Dcp - средний за период работы диаметр набора кругов;
а - угол наклона кругов, который принимают равным
а arctg ( - g-g ), п - число кругов в наборе. Используемые при обработке круги могут быть прерывистыми с соотношением шага выступов к окружной длине I выступа, кратным числу кругов в наборе, при этом их располагают друг относительно друга со смещением в окружном направлении на величину, равную длине выступа. Способ шлифования осуществляют следующим образом. Набор шириной В шлифовальных кру: гов, установленных с шагом Ш, вращается вокруг собственной оси OiOi, Каждый круг наклонен на угол а, равный f B-bЬ ч 9 ( П - 1 ) Dcp 3 Dcp Изделие (например, обечайки корпуса реактора) вращается вокруг оси ОзО, параллельной оси вращения набора кругов. За каждый оборот изделия (проход) набор кругов перемещается в осевом направлении на величину подачи, превышающую суммарную ширину В набора и равную S B + (Dcptg а +1). Указанные величины S и «определены экспериментально, исходя из равномерности съема припуска по всей ширине детали при условии, что ширина В набора в 2-5 раз больше суммарной высоты кругов Ьп (Ь высота каждого круга, п - число кругов в наборе). Плоскости наклона кругов могут быть параллельны (преимущественный вариант) или повернуты относительно оси OiOi (как показано), что способствует лучшему охлаждению зоны обработки за счет более интенсивной вентиляции и несколько улучшает прямолинейность образующей поверхности. В процессе обработки периодически осуществляют разворот набора кругов вокруг оси Оз, перпендикулярной оси OiOi вращения кругов, в положение, при котором нормальные составляющие Pyi и Ру2 сил резания крайних кругов равны друг другу (). Этот прием приобработке набором кругов необходим в связи с тем, что при указанных параметрах процесса создаются различия в условиях работы крайних кругов (если нет этого приема). Измерение сил осуществляют встроенными в планшайбы датчиками Д или путем измерения крутящего момента на валу, несущем набор кругов. Выбор отношения ширины набора кругов к их суммарной высоте менее двух исключает практически зффект пульсирующего контакта, в связи с чем на обрабатываемой поверхности возникает огранка и циклические прижоги, В этом случае обработка набора кругов эквивалентна обработке сплошным кругом. При отношении ширины набора кругов к их суммарной высоте более пяти не удается обеспечить достаточную ровность обработанной поверхности. Пример. Наборами из нескольких кругов ПП 200 X 32 X 4, установленных на заточном станке, производили обработку образца из стали 2x13 так, чтобы различия в производительности были не очень значительными. Этого добивались тем, что ширн/ ну наборов кругов брали по возможности близкой. Полного равенства достичь не удалось, так как при наборе более чем из 7 кругов обработка практически не возможна (в данных условиях). Относительней разворот набора кругов и детали достигали с помощью двуповоротных тисков. Результаты приведены в таблице. Из приведенных данных следует, что в диапазоне отношения ширины набора к суммарной высоте кругов от 2 до 5 условия обработки являются удовлетворительными с точки зрения качества обрабатываемой поверхности. За пределами этого диапазона обработка практически невозможна изза резкого ухудшения качества обрабатываемой поверхности. Формула изобретения 1. Способ шлифования с пульсирующей зоной контакта, при котором обработку осуществляют набором наклонно установленных шлифовальных кругов, отличающийся тем, что, с целью повышения качества обрабатываемой поверхности, берут набор кругов с шириной в 2-5 раз большей суммарной высоты кругов, в процессе шлифования периодически разворачивают набор кругов вокруг оси, перпендикулярной оси вращения, из условия равенства величин нормальных составляющих сил резания крайних кругов и сообщают набору кругов осевое перемещение подачи, при этом угол наклона кругов а и величину осевого перемещения S на один оборог определяют по формулам: a arctg(..--vYn-:: ГТ -Туо;,; + (Dcptg«+ -1), где В - ширина набора кругов:
Dcp - средний за период работы диаметр набора кругов;
а-угол наклона кругов;
п - число кругов в наборе,
2. Способ поп;1,отличающийс я тем, что в наборе прерывистые круги
берут с соотношением шага выступов к окружной длине выступа кратным числу в наборе и располагают круги друг относительно.друга, смещая их в окружном направлении на величину, равную длине выступа.

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2188752C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2189301C1 |
Изобретение относится к атомному ма-, шиностроению и может найти применение при изготовлении корпусных деталей мощ»- ных энергетических реакторов. Целью изобретения является повышение качества обрабатываемой поверхности. Для зтого об-/2 • •работку осуществляют набором наклонно установленных шлифовальных кругов. Выбирают ширину набора В, в 2-5 раз большую суммарной высоты кругов. В процессе обработ1(и периодически разворачивают набор кругов вокруг оси Оз, перпендикулярной оси вращения, так, что нормальные составляющие сил резания Pyi.'Pya крайних кругов совпадают по величине. Набору кругов сообщают осевое перемещение подачи. Величины подачи на один оборот и угла наклона кругов определяют по математическим формулам. В наборе могут быть использованы прерывистые круги с соотношением шага выступов в окружной длине вцступа, кратным числу кругов в наборе, которые располагают относительно друг друга, смещая их в окружном направлении на величину, равную длине выступа. 1 з.п.ф-лы, 2 ил.. 1 табл.>&_^ё
Фиг. 1.
.Фиг. 2
| Прогрессивные технолотические процессы в атомном машиностроении | |||
| Сборник тезисов докладов Всесоюзной научно-тёх^ нической конференции | |||
| М., 1981, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
