Изобретение относится к канцелярским принадлежностям и может быть использовано для изготовления скрепок повышенного качества.
Известен способ изготовления скрепок, по которому берут стальную проволоку круглого поперечного сечения, трижды,изгибают ее на 180° в одной плоскости с образованием петель, отрезают проволоку, отделяя скрепку от основной проволоки, и извлекают скрепку из штампа..
Данный способ -изготовления скрепки не обеспечивает нормальных условий её эксплуатации. Так, при отрезании скрепки от основной проволоки в зоне реза образуются заусенцы, которые при эксплуатации скрепки портят скрепляемые листы бумаги, разрывая их: затрудняются процессы скрепления и раскрепления листов из-за заклинивания скрепки (заусенцы цепляются за бумагу). Кроме того, толщина скрепки, определяемая диаметром проволоки, не менее 1 мм, что вызывает неудобства при нении нескольких пачек скрепленных листов: резкое утолщение стопки из пачек в местах скрепления листов скрепками, пачки
в стопке могут съезжать в сторону, рассыпаться, нарушая при этом порядок, такие пачки трудно хранить в картонных папках, которые деформируются в местах располо жения скрепок, в папках укладывается малое число пачек листов, что значительно увеличивает расход этих папок;
Цель изобретения - улучшение условий эксплуатации за счет предохранения скрепляемых листов от задиров и упрощения их скрепления путем ликвидации заусенцев от резки проволоки и за счет сокращения количества папок для хранения пачек скрепленных бумаг путем утонения скрепки. : Поставленная цель, достигается тем, что согласно способу изготовления скрепки, заключающемся в том, что берут стальную проволоку круглого поперечного сечения, трижды изгибают ее на 180° в одной плоскости с образованием петель, отрезают проволоку, отделяя скрепку от основной проволоки, и извлекают скрепку из штампа, после отрезания проволоки проводят операцию осадки скрепки до ее толщины не менее чем 0,2-0,4 мм.
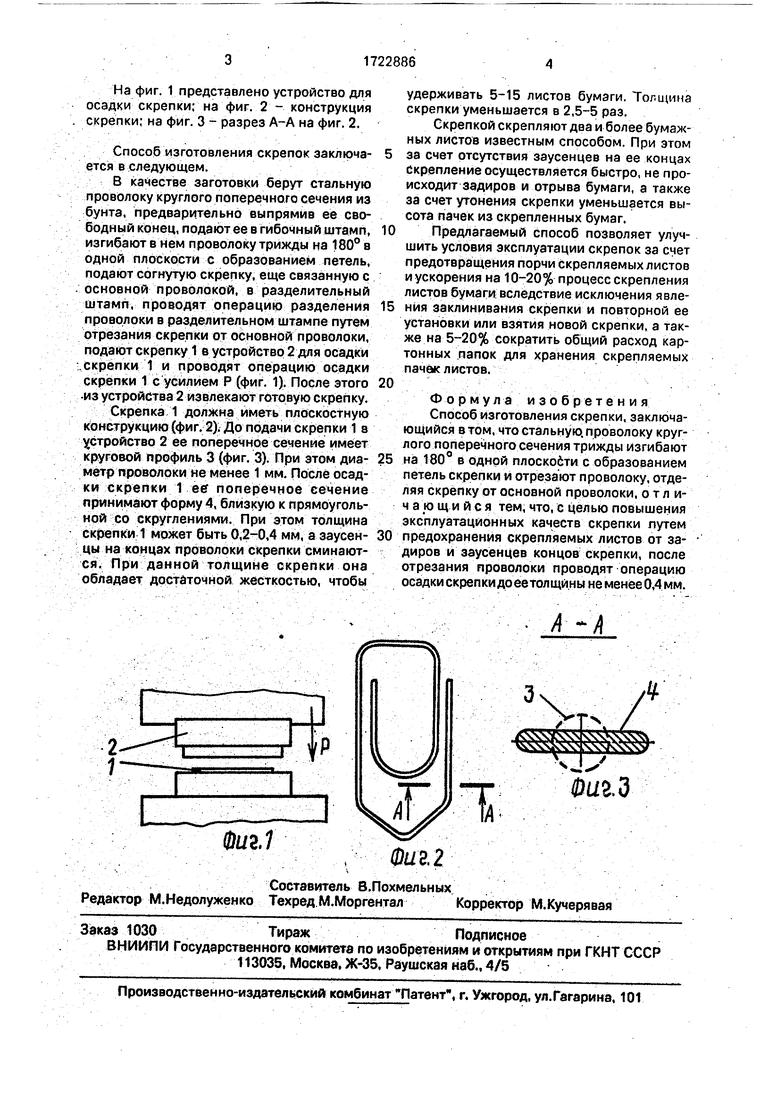
На фиг. 1 представлено устройство для осадки скрепки; на фиг. 2 - конструкция скрепки; на фиг. 3 - разрез А-А на фиг. 2.
Способ изготовления скрепок заключа- етея в следующем.
В качестве заготовки берут стальную проволоку круглого поперечного сечения из бунта, предварительно выпрямив ее свободный конец, подают ее в гибочный штамп, изгибают в нем проволоку трижды на 180° в одной плоскости с образованием петель, подают согнутую скрепку, еще связанную с основной проволокой, в разделительный штамп, проводят операцию разделения проволоки в разделительном штампе путем отрезания скрепки от обновнйй проволоки, подают скрепку1 в устройство 2 для осадки .Скрепки 1 и проводят операцию осадки скрепки 1 с усилием Р (фиг. 1). После этого из устройства 2 извлекают готовую скрепку.
Скрепка 1 должна иметь плоскостную конетрукцию(фиг.2). До подачи скрепки 1 в устройство 2 ее поперечное сечение имеет круговой профиль 3 (фиг. 3). При этом диа- метр проволоки не менее 1 мм. После осадки скрепки 1 еег поперечное сечение принимают форму 4, близкую к прямоугольной со округлениями. При этом толщина скрепки 1 может быть 0,2-0,4 мм, а заусен- цы на концах проволоки скрепки сминаются/ При данной толщине скрепки она обладает достаточной жесткостью, чтобы
удерживать 5-15 листов бумаги. Толщина скрепки уменьшается в 2,5-5 раз.
Скрепкой скрепляют два и более бумажных листов известным способом. При этом за счет отсутствия заусенцев на ее концах Скрепление осуществляется быстро, не происходит задиров и отрыва бумаги, а также за счет утонения скрепки уменьшается высота пачек из скрепленных бумаг.
Предлагаемый способ позволяет улучшить условия эксплуатации скрепок за счет предотвращения порчи скрепляемых листов и ускорения на 10-20% процесс скрепления листов бумаги, вследствие исключения явления заклинивания скрепки и повторной ее установки или взятия новой скрепки, а также на 5-20% сократить общий расход картонных папок для хранения скрепляемых пачек листов.
Формула изобретения Способ изготовления скрепки, заключающийся втом, что стальную, проволоку круглого поперечного сечения трижды изгибают на 180° в Одной плоскости с образованием петель скрепки и отрезают проволоку, отделяя скрепку от основной проволоки, о т л и- ч а ю щи и с я тем, что, с целью повышения эксплуатационных качеств скрепки путем предохранения скрепляемых листов от за- диров и заусенцев концов скрепки, после отрезания проволоки проводят операцию осадки скрепки до ее толщины не менее 0,4мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Скрепка | 1990 |
|
SU1757916A1 |
| Скрепка | 1990 |
|
SU1722887A1 |
| ИВА-СПОСОБ СОЕДИНЕНИЯ ЛИСТОВ БУМАГИ В БУКПАК - КНИЖНЫЙ ПАКЕТ | 1994 |
|
RU2115562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| СКРЕПКА С КРУГЛЫМ ОСНОВАНИЕМ | 2008 |
|
RU2438944C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОЛЬЧУЖНОГО ПОЛОТНА | 2005 |
|
RU2296031C2 |
| Способ безузловой фиксации скелетных ветвей в горизонтальном положении | 1970 |
|
SU1554823A1 |
| Устройство для покрытия сосудов рукавной сеткой | 1973 |
|
SU662001A3 |
| Папка для ведения абриса при по левой съемке | 1930 |
|
SU19804A1 |
| ПРЕССОВАЯ КОМПЕНСАЦИОННАЯ ПОДУШКА ДЛЯ ФОРМУЮЩЕГО ПРЕССА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2294283C2 |
Использование: скрепленных бумажных листов. При изготовлении скрепок из стальной проволоки круглого поперечного сечения дополнительно проводят операцию ее осадки. Скрепка с внутренней И наружными петлями, стяжками и образующими выполнена с проволокой имеющей поперечное сечение, близкое к прямоугольному, продольная плоскость симметрии которого совпадает с плоскостью скрепки. 3 ил.
А -
| Устройство для управления дизелем | 1987 |
|
SU1449684A1 |
