Изобретение относится к легкой промышленности, а конкретнее - к способам раскроя и сборки деталей в предметы одежды.
Цель изобретения - упрощение изготовления одежды.
На фиг. 1 представлен комплект компонентов для брюк со складчатым поясом без
приклада и швейных ниток; на фиг. 2-12 - различные варианты промышленного предварительного изготовления швейного комплекта брюк со складчатым поясом; на фиг. 13-28 - различные в арианты ручного окончательного изготовления швейного комплекта брюк со складчатым поясом; на фиг. 29 - готовые брюки со складчатым поясом, вид сзади; на фиг. 30 - то же, вид спереди.
CJ
На фиг. 1 наглядно показаны различные компоненты и слои 1-15 брюк со складчатым поясом.
При промышленном предварительном изготовлении обе передние половинки 2, 4, а также обе задние половинки 1, 3 брюк обрабатывают краевой строчкой 16. При этом речь идет об обработке небольшого объема (предварительная обработка). Каждая деталь кроя содержит три размера, причем средняя линия соответствует идеальному размеру, например 38, внутренняя - размеру 36, внешняя - размеру 40. Поскольку детали обработаны краевой строчкой, то рекомендуется не обрезать лишнюю ширину допуска 16а, а оставлять ее для возможного изменения размера.
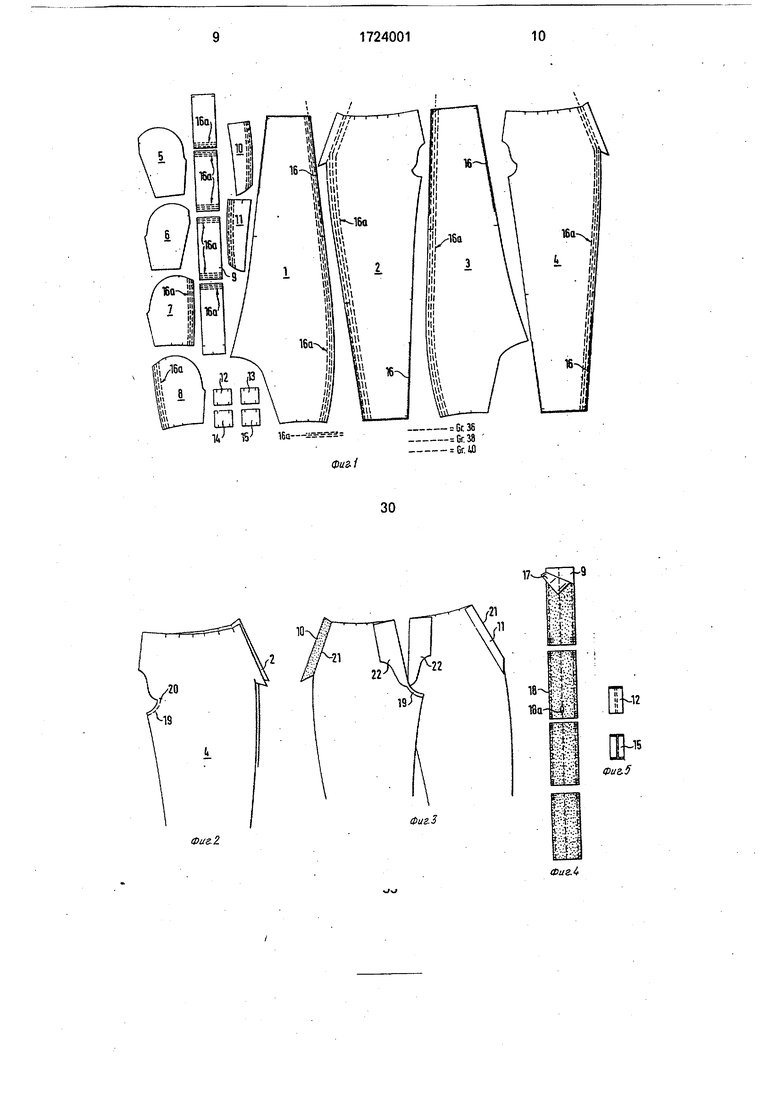
На детали пояса брюк 9 наглаживают накладки 17 (фиг. 4). Нижняя кромка пояса 18 обработана внутри краевой строчкой. Эти мероприятия касаются среднего объема (промежуточная обработка). Благодаря регулируемому поясу имеется возможность предварительно изготовить на поясе петли 18а.
Петли пояса 12-15 в соответствии с фиг.
Iи 5 окончательно обрабатывают краевой строчкой, обметывают, кроят и утюжат.
Обе передние половинки брюк 2, 4 (фиг. 2) сшивают одну с другой на переднем среднике 12 до отметки 20 (изготовление небольшого объема).
Из фиг. 3 видно наложение накладок 10,
I1на прорези 21 карманов. Вначале накладки 10,11 разутюживают, затем отглаживают кромки карманов. Отглаживают обе заправочные кромки 22 застежки-молнии.
Затем в соответствии с фиг. 6 с помощью двуигольной машины вшивают застежку-молнию 23.
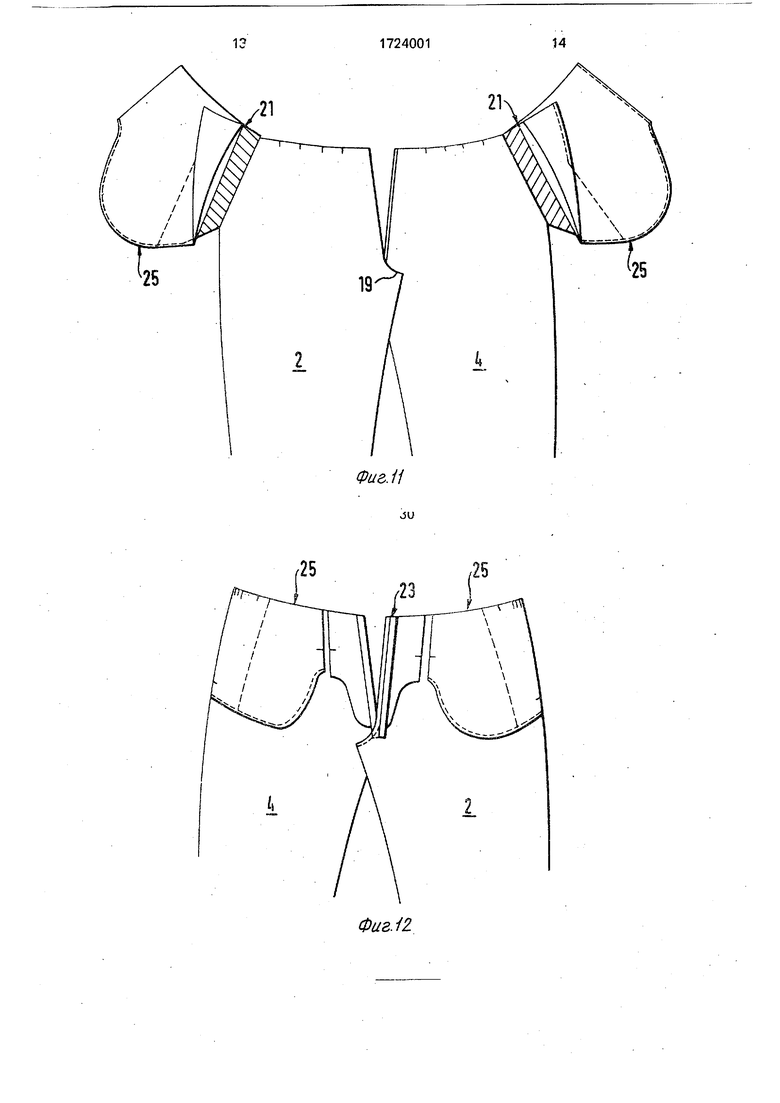
На фиг. 7 показано стачивание обкладки 5 материала карманов и подкладочной детали кармана 8, а также кеттлевка 24. Образуется подкладочная деталь 25 кармана.
В соответствии с фиг. 8 обе подкладочные части 25 карманов накладывают одну на другую и замыкают тесьмой 26.
Мешковины карманов 25 с помощью тесьмы 26 (фиг. 9-12) пришивают к прорези 21 карманов. На фиг. 11 представлен вид правой стороны передних половинок брюк 2, 4, на фиг. 12 - левая сторона передних половинок брюк 2, 4.
На этом промышленное предварительное изготовление заканчивается. Готовый продукт поступает в форме комплектной упаковки потребителю для самостоятельного изготовления.
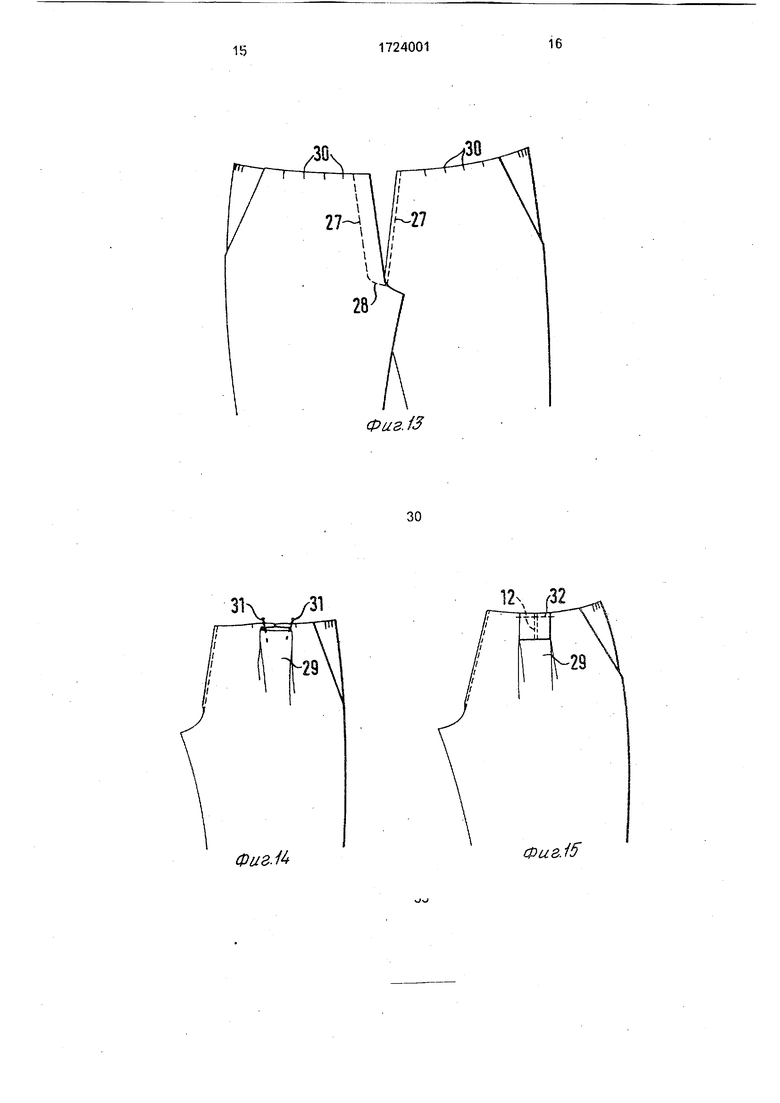
После вскрытия комплектной упаковки и изучения инструкции по сборке потребитель вначале с помощью таблицы размеров определяет соответствующий необходимому размеру шов переменной системы, чтобы при стачивании реализовать в предмете одежды свой оптимальный размер и пригнать форму. В соответствии с фиг. 13 втаченная застежка-молния 23 прострачивается строчками 27 на стегальной машине и закрепляется поперечным швом
28.
Складки 29 пояса прочно вставляют по меткам 30 с помощью игл 31, затем прокладывают между складками 29 (фиг. 15) шлевки 12-15 для пояса, которые закрепляют с
помощью шва 32.
Следующая технологическая операция (фиг.16) заключается в том, что проложенные стегальной машиной строчки 33 накладывают на верхнюю кромку прорезей 21
карманов.
На соединенные между мешковинами 25 карманов и накладкой 22 застежки-молнии накладывают двойные швы 34 (фиг. 17). В соответствии с фиг. 18 выполняют четыре коротких шва 35, присоединяя мешковины 25 карманов к талии и к стороне с передними боковинами брюк 2,4.
После этого в соответствии с фиг. 19 выполняют два коротких шва, пришивая
шлевки 12-15 для пояса к задним половинкам брюк 1,3.
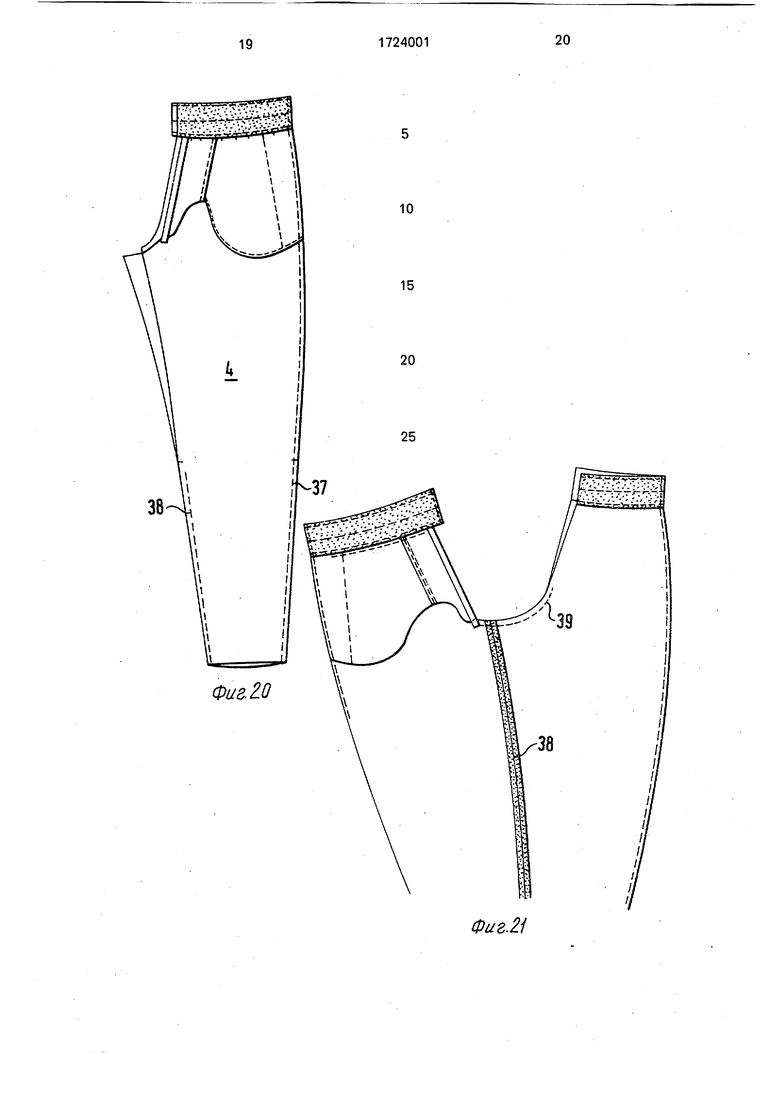
В соответствии с фиг, 20 стачивают передние 2,4 и задние 1, 3 половинки брюк на боках 37 и выполняют шаговый шов 38.
Короткие надрезы материала в качестве маркировок обеспечивают точное наложение одной на другую противоположных деталей.
После стачивания передних 2, 4 и задних 1,3 половинок брюк в соответствии с фиг. 21 замыкают и фиксируют средний шов 39. Все выполненные до сих пор швы приутюживают.
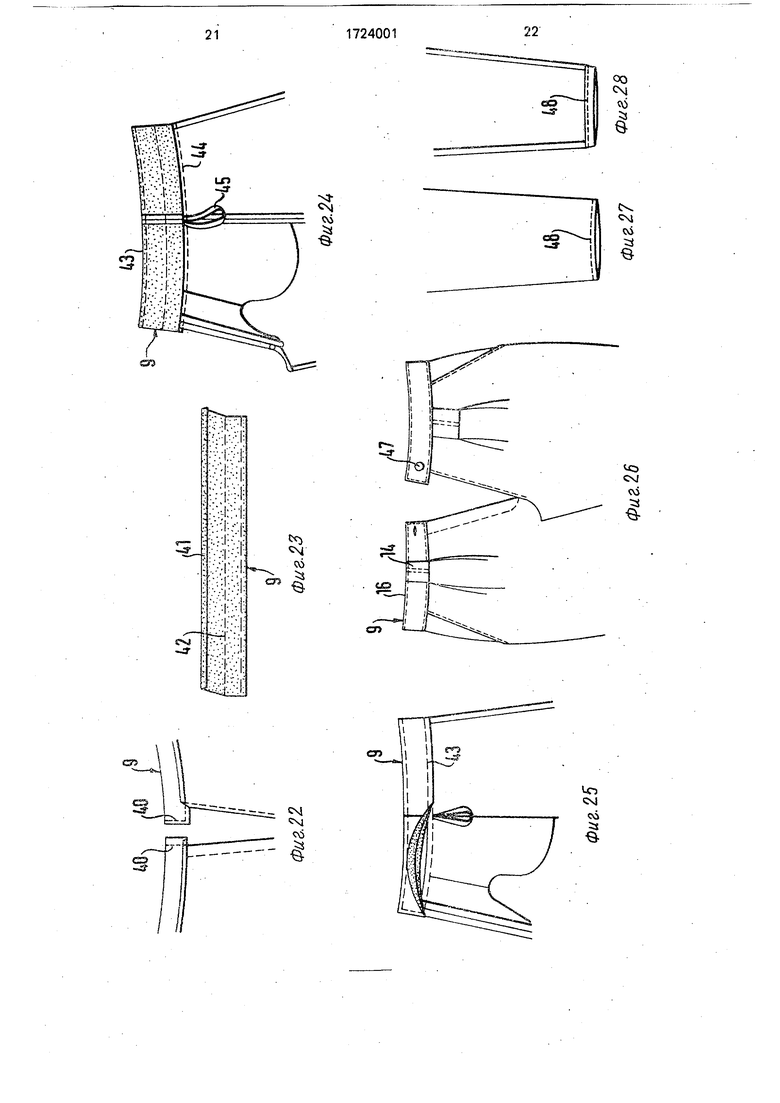
В соответствии с фиг. 22 потребитель
должен проложить на кромках пояса брюк 9 два заделочных шва, отутюжить кромки 41 пояса в соответствии с инструкцией по сборке, а также среднюю складку 42 (фиг. 23).
Затем открытую нижнюю сторону 43 пояса 9 нашивают в соответствии с фиг. 24 на шов по линии талии 44 брюк, при этом к бокам пришивают две вешалки 45,
После этого пояс 9 подбивают внутрь
(фиг. 25), вставляют внутреннюю сторону пояса и прострачивают вокруг с правой стороны. При этом (фиг.26) верхнюю кромку 46 пояса прострачивают по кругу справа, шлевки для пояса в соответствии с фиг. 15 накладывают на пояс 9, верхние кромки шлевок
заворачивают на 1 см и настрачивают на пояс 9.
После этого с учетом размера талии потребителя на поясе 9 пришивают пуговицу 47 (см. также фиг. 26).
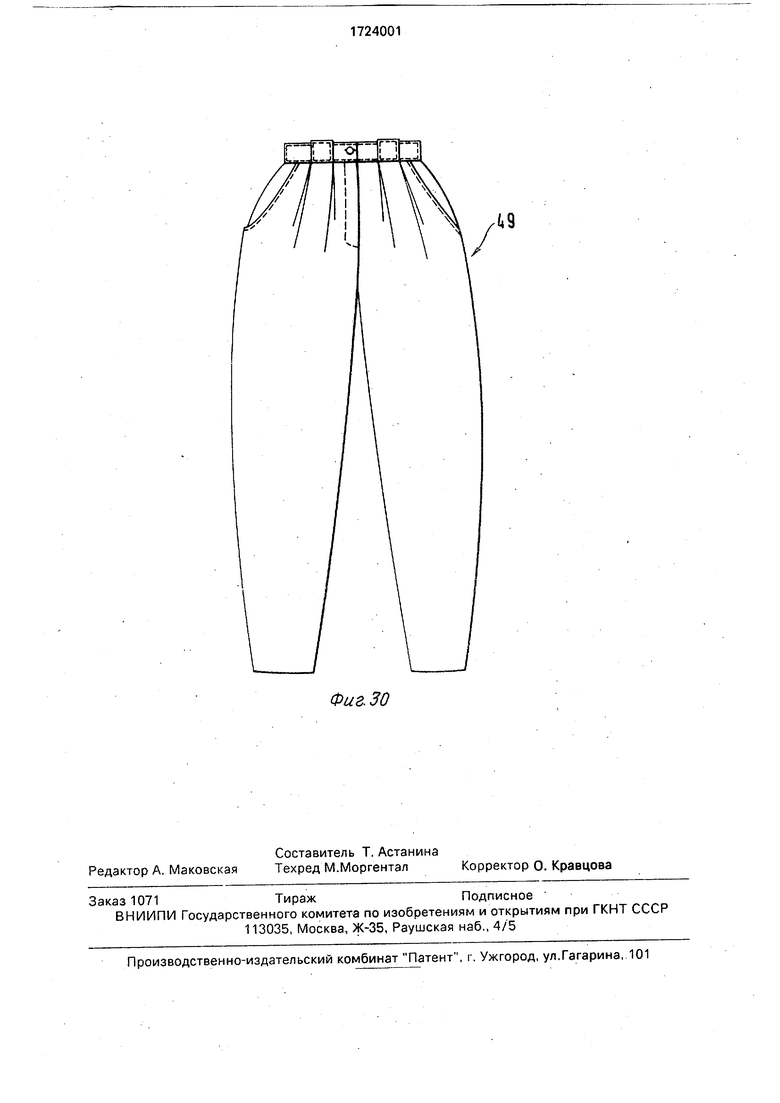
Низ 48 брюк после определения длины обшивают изнутри каймой (фиг. 27, 28); Готовые брюки 49 (фиг. 29 и 30) выворачивают наизнанку и разглаживают все остальные швы. Затем с правой стороны осуществляют окончательную утюжку брюк.
Поясненный выше вариант подгонки продольных швов к размеру и росту потребителя подходит и для подгонки поперечных швов и длины.
Хотя процесс обработки пояснен на примере брюк, аналогично обрабатывают все виды предметов одежды. Отличия обусловлены только специфической для данного изделия поеледовательностью обработки.
Таким образом, в основе изобретения лежит создание размерно-ростовочного ключа для трех размеров, способа самостоятельного изготовления одежды путем выполнения специфической для конкретного изделия последовательности операций, практикуемой в промышленности, а также комплекта компонентов для самостоятельного изготовления предметов одежды всех видов для женщин, мужчин и детей, что экономит потребителю расходы на комплектное самостоятельное изготовление одежды, не требуя от него, применения ни устройств, ни машин, ни знаний производства и материалов, и позволяет осуществлять подгонку к индивидуальным размерам одежды.
Благодаря переменной системе компонентов потребитель даже со сложной фигурой, для которой в массовом производстве готового платья нет традиционных стандартных размеров, может сам изготовить и оптимально подогнать предмет одежды, например внести исправления в размеры между талией и бедрами, объемом груди и талией по разнице трех размеров. Помимо того, при комбинированных изделиях (блузки, брюки, юбка, пиджаки) он может отыскать и заказать верхние и нижние части различных размеров, что позволяет получать оптимально пригнакную по форме одежду,},;.,:
На практике это выглядит следующим образом: потребитель заказывает одежду на основании переменного ансамбля готовой одежды (две части комбинированной одежды): пиджак размер 38-1, юбра размер 40. Теперь он может изготовить пиджак 36- 38-40 размеров в соответствии с индивидуальным размером, так как отдельные
раскроенные части имеют соответствующие
допуски размеров. Юбка размера 40 может
быть использована для размеров 38-40-42.
Важно то, что при изменениях размера
и роста в любое время любое изделие можно распороть и изменить его размер благодаря имеющемуся допуску материала.
Промышленным способом заранее изготавливают лишь незначительно изменя0 ющиеся при уточнении размеров готового платья, компоненты предметов одежды, которые, с одной стороны, предполагают сложные и важные производственные процессы, а, с другой стороны, пригодны для
5 промышленного предварительного производства, в частности автоматического. Доля предварительного производства составляет примерно 20-30%, включая раскрой, по сравнению с готовой одеждой. Потребите0 лю остаются только те виды работ, которые не требуют специального опыта при самостоятельном изготовлении предметов одежды и которые сводятся в основном к 1 подгонке к своему размеру, соединению (в
5 частности, сшиванию, склеиванию, свариванию, прессованию) и утюжке отдельных предметов. Таким образом, потребитель экономит по сравнению с традиционным индивидуальным пошивом ряд технологиче0 ских операций, которые, как правило, требуют специального образования.
Большим преимуществом является применение нескольких, например двух или трех, систем размеров для соответствующе5 го размера готового платья, так как потребитель при окончательной подгонке предмета одежды может учесть свои индивидуальные размеры, отличающиеся от стандартных.
0 Преимуществом способа в соответствии с изобретением можно считать также то, что потребитель экономит время и деньги, не отказываясь, однако от ручной работы (например, организация досуга). Он получает в
5 свое распоряжение предварительно промежуточно и окончательно обработанные части кроя с элементами застежек и прикладом, которые можно подогнать к своему размеру, но которые изготовлены промышленным
0 способом с использованием необходимых профессиональных знаний о производстве и материале и проданы ему по сходной цене.
В целом технологический процесс про5 текает примерно следующим образом.
По отдельным эскизам предметов одежды, например пальто, брюк, пиджаков или рубашек, разрабатывается дополнительная коллекция женской, мужской и детской одежды, определяются пригодные для нее
по стилю, расцветке и качеству материалы. Затем из этих эскизов выводят и вычерчивают отдельные технические детали, которые образуют основу будущих деталей кроя.
По разработанным эскизам разрабаты- вают основное лекало размера 38, которое является базовым для всех остальных размеров. Стачивают заготовку и при примерке исправляют возможные недостатки. При изготовлении выкройки необходимые изме- нения вносят непосредственно в основное лекало. Части выкройки сравнивают с эскизами, добавляют детали или вносят изменения.
Затем шьют каждую модель из выбран- ного материала, чтобы убедиться, что выкройка и материал оптимально точно гармонируют с готовой деталью. Таким образом, необходимые коррективы можно вносить в выкройку.
Все без исключения технологические операции каталогизированы, определена последовательность операций, а именно раздельное (в соответствии с технологическими операциями) промышленное.предва- рительное изготовление и самостоятельное домашнее изготовление. На заключительном этапе чертежник и готовившее текст лицо приводят чертежи в соответствие с инструкцией по сборке.
Параллельно с разработкой выкройки осуществляют, размножение лекал других размеров и объединение нескольких систем размеров в одну выкройку, чтобы предложить деталь готового платья во всех ходо- вых размерах. После принятия и контроля комплекты размеров накапливают, например, на устройстве для копирования выкроек. Таким образом, в зависимости от запрашиваемых размеров копируются соот- ветствующие детали и вырезаются на раскройном столе. Детали кроя обрабатывают краевой строчкой, подают специальные детали на другие технологические операции, например разутюживание бортовок или стачивание прорезей карманов. Мелкие готовые детали могут поставляться предварительно собранными, например шлевки для поясов, нашитые отделки, плиссировоч- ные складки, воротники, манжеты, вышивки и разрезные швы, пояса, карманы и корсажи.
Все компоненты, включая приклад, например пряжа, застежки-молнии, кнопки и бортовка, а также соотетствующие инструк- ции по сборке укладывают в виде комплекта в готовую к отправке упаковку.
Потребитель, который заказывает подобного рода упаковку по каталогу или подбирает на специальных складах, может затем, руководствуясь инструкцией, немедленно приступить к стачиванию деталей. Для этого ему необходим только минимум знаний, которые он может освоить, ознакомившись с традиционными методами индивидуального пошива. Ему не нужны специальные устройства или помещение. Достаточно иметь простую швейную машину, управлять которой можно научиться без всяких проблем.
Способ в соответствии с изобретением сочетает преимущества промышленного изготовления с преимуществами индивидуального пошива. При минимальных затратах и хорошо пригнанной форме собственная доля потребителя при пошиве одежды составляет 70-80%. Это дает возможность самостоятельно изготавливать модную одежду с незначительными затратами времени и средств.
Формула изобретения
Способ получения комплекта деталей для самостоятельного изготовления предметов одежды, при котором предварительно выкраивают детали предмета одежды, частично обрабатывают и собирают отдельные узлы неизменяющимися швами, притачивают, к деталям кроя усилительные прокладки, снабжают детали кроя элементами фиксации и дополнительными деталями, изготовленными в промышленных условиях, а затем предмет одежды, при соответствии деталей кроя, фактуры и цвета материала комплектуют в форме упаковки, на основе составных частей которой в соответствии с назначением и инструкцией по сборке окончательно формируют предмет одежды, отличающийся тем, что, с целью упрощения изготовления одежды, при выкраивании детали одежды разрабатывают такого размера, который перекрывает несколько размеров готовой одежды, и маркируют значения этих размеров на деталях кроя в виде дополнительных деталей и узлов, изготовленных в промышленных условиях, используют детали и узлы, которые в учтенных размерах готовой одежды не изменяются или изменяются незначительно, например карманы, воротники, застежки- молкии и петли, при этом при окончательном изготовлении предмета одежды потребитель измеряет свои размеры и при соединении деталей в изделие выбирает соответствующую маркировку на деталях кроя.
Фиг.12.
Фиг. 13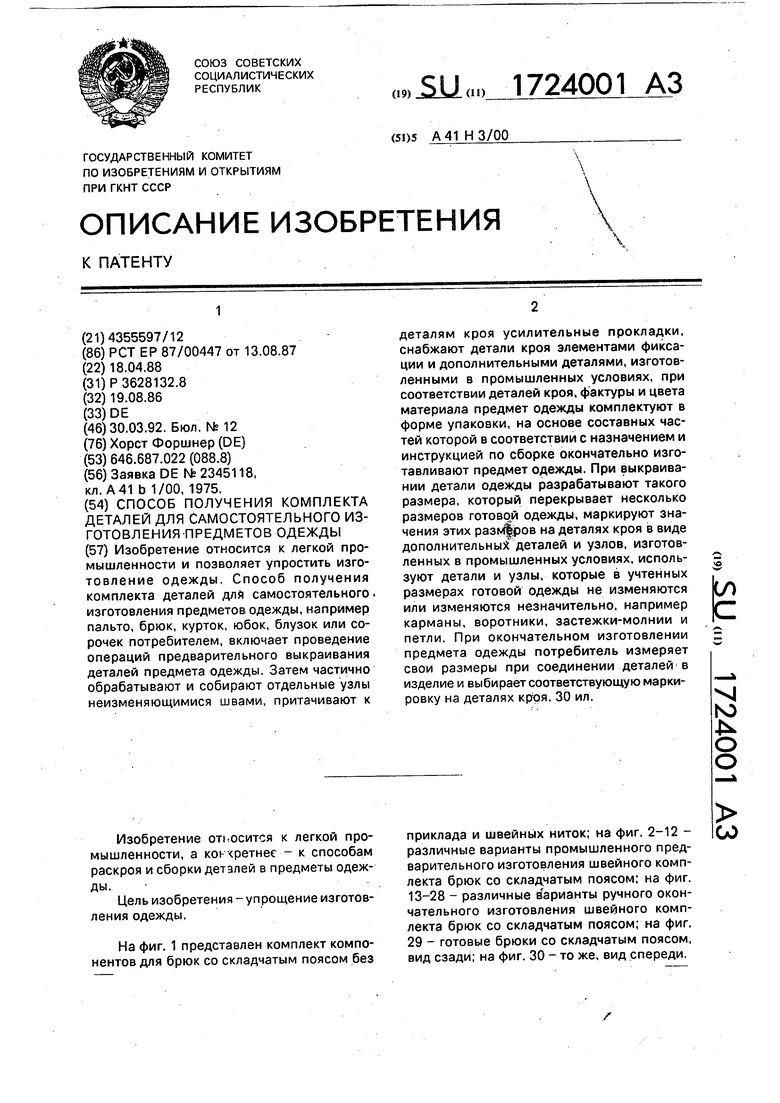



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫКРОЙКИ И ШАБЛОН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688372C1 |
| ЗАЩИТНЫЙ КОМПЛЕКТ ОДЕЖДЫ | 1999 |
|
RU2173439C2 |
| КОМПЛЕКТ СПОРТИВНОЙ ОДЕЖДЫ | 2021 |
|
RU2778222C1 |
| ПОЛУКОМБИНЕЗОН ДЛЯ ИНВАЛИДОВ-КОЛЯСОЧНИКОВ | 2018 |
|
RU2689614C1 |
| МУЖСКОЙ КОСТЮМ РИТУАЛЬНЫЙ | 2018 |
|
RU2734979C1 |
| Способ изготовления одежды | 1968 |
|
SU458965A3 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА В РАМКУ | 2014 |
|
RU2566933C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМИРУЕМОЙ ОДЕЖДЫ | 2000 |
|
RU2170049C1 |
| СПОСОБ И СИСТЕМА ИНТЕРАКТИВНОГО СОЗДАНИЯ ПРЕДМЕТОВ ОДЕЖДЫ | 2016 |
|
RU2635294C1 |
| КОСТЮМ ДЛЯ ЛЮДЕЙ С ОГРАНИЧЕННЫМИ ДВИГАТЕЛЬНЫМИ ВОЗМОЖНОСТЯМИ (ИНВАЛИДОВ-КОЛЯСОЧНИКОВ) | 2013 |
|
RU2528161C1 |



Изобретение относится к легкой промышленности и позволяет упростить изготовление одежды. Способ получения комплекта деталей для самостоятельного. изготовления предметов одежды, например пальто, брюк, курток, юбок, блузок или сорочек потребителем, включает проведение операций предварительного выкраивания деталей предмета одежды. Затем частично обрабатывают и собирают отдельные узлы неизменяющимися швами, притачивают к деталям кроя усилительные прокладки, снабжают детали кроя элементами фиксации и дополнительными деталями, изготовленными в промышленных условиях, при соответствии деталей кроя, фактуры и цвета материала предмет одежды комплектуют в форме упаковки, на основе составных частей которой в соответствии с назначением и инструкцией по сборке окончательно изготавливают предмет одежды. При выкраивании детали одежды разрабатывают такого размера, который перекрывает несколько размеров готовой одежды, маркируют значения этих разм|ров на деталях кроя в виде дополнительных деталей и узлов, изготовленных в промышленных условиях, используют детали и узлы, которые в учтенных размерах готовой одежды не изменяются или изменяются незначительно, например карманы, воротники, застежки-молнии и петли. При окончательном изготовлении предмета одежды потребитель измеряет свои размеры при соединении деталей в изделие и выбирает соответствующую маркировку на деталях кргоя. 30 ил. Ё XI го Јь о о
Фиг.М
Фаг. 16
Фиг. 18
Фиг. 17
Фиг.19
Фиг.21
Фиг. 29
Фиг. 30
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТОРФА | 2007 |
|
RU2345118C1 |
| Механический грохот | 1922 |
|
SU41A1 |
