Изобретение относится к восстановлению рабочих поверхностей деталей, работающих в условиях абразивного износа методом наплавки, и, в частности, к способам восстановления рабочих органов сельскохозяйственных почвообрабатывающих машин.
Известен способ получения износостойкого покрытия, при котором с помощью электрической дуги на поверхности изделия, покрытого шихтой, состоящей из порошка карбидов со связкой, производят проплавление.
Недостатком данного способа является окисление и оплавление зерен карбида вольфрама электрической дугой вследствие высокой температуры и незащищенности от кислорода воздуха.
Наиболее близким к предлагаемому является способ армирования поверхности изделий зернами твердого сплава, заключающийся в том, что с помощью электрической дуги на поверхности изделия создают
ванну расплавленного металла и вносят в нее зерна твердого сплава. С целью предохранения частиц зерен твердого сплава от оплавления отделяют дугу от вводимых частиц экраном.
Недостатком данного способа является окисление порошка твердого сплава, так как экран не предохраняет от кислорода воздуха.
Целью изобретения является повышение твердости изделия путем предохранения частиц карбидов вольфрама от окисления и оплавления.
Указанная цель достигается тем, что наплавку выполняют с использованием карбидов вольфрама, которые наносят в составе обмазки на плавящийся электрод, при этом обмазку составляют из связующего вещества и самофлюсующего порошка.
Предлагаемый способ осуществляют следующим образом.
На обмазку сварочного электрода наносят шихту, состоящую из смеси самофлюсусл
с
VI со со ел го о
ющего порошка ПГ-10Н-01 и порошка карбида вольфрама, замешанную на жидком стекле в весовом соотношении 1:5 от веса проволоки электрода и производят наплавку изношенной поверхности.
Пример 1. Производят наплавку лемеха (сталь Л53).
Берут электрод УОНИ 13/45 диаметром 03,0, сварку проводят на постоянном токе обратной полярности, I 100A.
Состав обмазки, %: ПГ-ЮН-01 65; WC 35%.
Жидкое стекло (15% от массы порошков).
После наплавки твердость лемеха НРСэ 50-55.
Электрод АНО-4 диаметром0 4,0.
Состав обмазки, %: ПГ-ЮН-01 65; WC 35.
Жидкое стекло (15% от массы порош- ков).
Сварку производят на постоянном токе обратной полярности I 180 А. После наплавки твердость лемеха НРСэ 46-50.
Сварка на переменном токе I 180A; твердость наплавки НРСэ 48-52.
П р и м е р 2. Производят наплавку лапы культиватора (сталь 65 Г). Берут электрод ВСЦ-2 диаметром 04,0.
Сварку проводят на переменном тохе 1 120 А.
Состав обмазки, %: ПГ-ЮН-01 70; WC 30.
Жидкое стекло (15% от массы порошков).
Твердость после наплавки НРСэ 52-56.
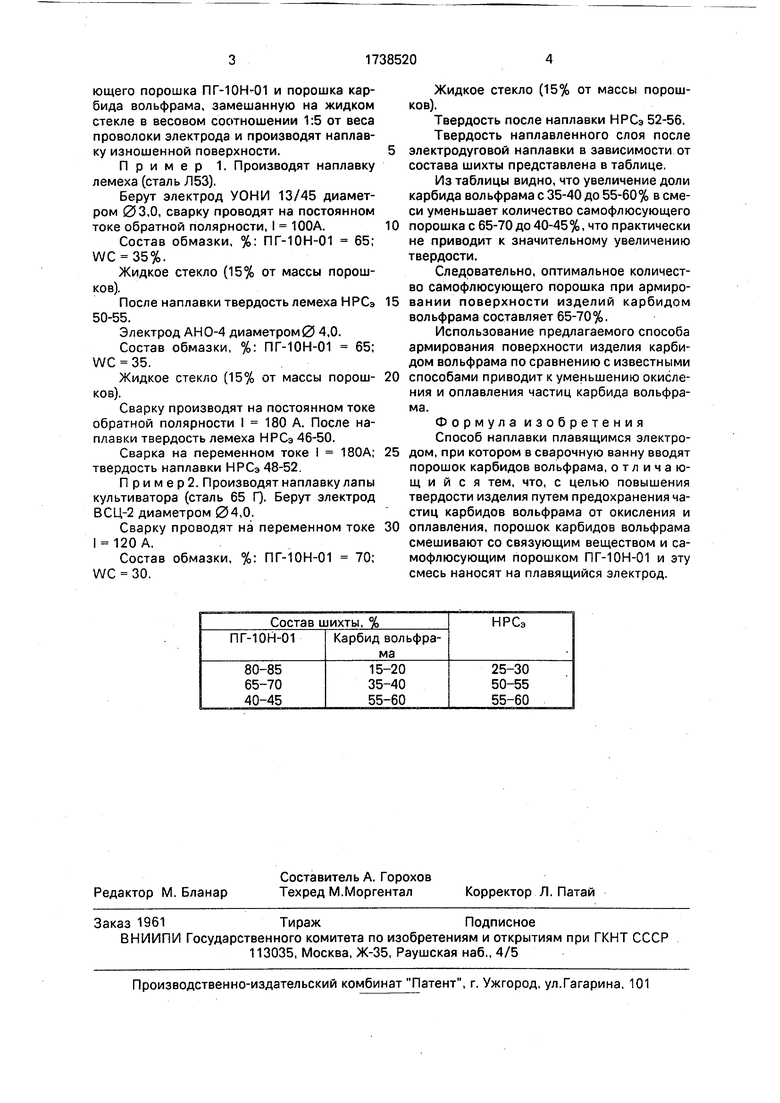
Твердость наплавленного слоя после электродуговой наплавки в зависимости от состава шихты представлена в таблице.
Из таблицы видно, что увеличение доли карбида вольфрама с 35-40 до 55-60% в смеси уменьшает количество самофлюсующего порошка с 65-70 до 40-45%, что практически не приводит к значительному увеличению твердости.
Следовательно, оптимальное количество самофлюсующего порошка при армировании поверхности изделий карбидом вольфрама составляет 65-70%.
Использование предлагаемого способа армирования поверхности изделия карбидом вольфрама по сравнению с известными способами приводит к уменьшению окисления и оплавления частиц карбида вольфрама.
Формула изобретения
Способ наплавки плавящимся электродом, при котором в сварочную ванну вводят порошок карбидов вольфрама, отличающийся тем, что, с целью повышения твердости изделия путем предохранения частиц карбидов вольфрама от окисления и оплавления, порошок карбидов вольфрама смешивают со связующим веществом и самофлюсующим порошком ПГ-ЮН-01 и эту смесь наносят на плавящийся электрод.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2532738C1 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| ДИСПЕРСНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2534479C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2836834C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |
| КОМПОЗИЦИОННЫЙ СОСТАВ ПОРОШКООБРАЗНОГО МАТЕРИАЛА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803173C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДОЛОТ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2837153C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2002 |
|
RU2234382C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАПЫ КУЛЬТИВАТОРА С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ЕЕ РАБОЧЕЙ ПОВЕРХНОСТИ | 2013 |
|
RU2540316C1 |
Использование: восстановление наплавкой рабочих поверхностей деталей, работающих в условиях абразивного износа Наплавку выполняют с использованием карбидов вольфрама, которые наносят в составе обмазки на плавящийся электрод. Обмазку составляют из связующего вещества и самофлюсующего порошка. 1 табл.
| 0 |
|
SU193635A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР ISfc 230344, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
