Изобретение относится к технологии восстановления-упрочнения быстроизнашивающихся деталей машин. Оно может быть использовано для нанесения износостойких, антифрикционных и коррозионностойких покрытий на рабочую поверхность элементов трибосопряжений, для повышения срока службы деталей, контактирующих с абразивосодержащими средами.
Известен способ формирования защитного, износостойкого покрытия газотермическим распылением проволочных материалов (см. Хасуи А., Моригаки О. Наплавка и напыление. - М.: Машиностроение, 1985. С.135-139), заключающийся в нагреве до расплавления и распылении проволоки, подаваемой вдоль оси высокотемпературного факела, окруженного обжимающим потоком газа, например воздухом, сходящимся в направлении напыления. Недостатком известного способа являются низкие значения физико-механических свойств напыляемых покрытий, обусловленные неравномерным гранулометрическим составом распыленных частиц и большим количеством частиц крупных фракций. Кроме того, данные покрытия нельзя использовать для защиты деталей, работающих в контакте с абразивосодержащими средами, поскольку их износостойкость не превышает износостойкость распыленной проволоки, изготовленной из деформируемых сталей или цветных сплавов.
Известен способ формирования износостойких покрытий газотермическим напылением проволочных материалов (см. Антонов И.А. Газопламенная обработка металлов. - М.: Машиностроение, 1976. С.203), заключающийся в предварительном нагреве проволоки в высокотемпературном факеле, обжатом основным газовым потоком, ее расплавлении и последующем распылении дополнительным газовым потоком. Несмотря на введение второго газового потока для улучшения диспергирования расплавленной проволоки, механизм процесса не изменился, поскольку распыление осуществляется только одним потоком (дополнительным), а основной поток служит для лучшего теплообмена проволоки с пламенем. Конус плавящегося участка проволоки находится (в зависимости от распыляемого материала) на расстоянии 5... 15 мм от среза дополнительной воздушной головки, т.е. в зоне, где основной и дополнительный потоки взаимодействуют друг с другом и представляют практически один поток. Кольцевая воздушная струя, которая дополнительно прижимает продукты сгорания к проволоке на большем участке длины, создает зону предварительного нагрева металла перед его расплавлением и распылением. Термический к.п.д. нагрева проволоки распылительной головкой с дополнительным обжимным воздушным соплом значительно повышается. Необходимо отметить, что данный способ позволил несколько повысить производительность распыления проволок из тугоплавких металлов и сплавов, однако качество наносимых покрытий при этом осталось на прежнем низком уровне: пористость не менее 18%, прочность сцепления с основой не выше 30 МПа. Объясняется это тем, что покрытие формируется в основном из крупных частиц (50... 200 мкм), имеющих скорость полета на 40... 60% ниже, чем частицы размером 10... 50 мкм. Снижение скорости распыляемых частиц приводит к уменьшению их кинетической энергии, что в свою очередь понижает значения ударного и напорного давлений в зонах контакта с подложкой.
Наиболее близким по технической сущности к заявляемому является способ нанесения износостойких покрытий из проволочных материалов (Белоцерковский М.А., Сухоцкий П.Г. Расширение возможностей процесса газопламенного проволочного напыления покрытий // Тез. докл. межд. конф. “Ресурсосберегающие экотехнологии: возобновление и экономия энергии, сырья и материалов”. - Гродно, 2000 г. - С.50-51.), заключающийся в нагреве до плавления и распылении металлической проволоки, подаваемой по оси высокотемпературного факела, окруженного основным и дополнительным обжимающими газовыми потоками, сходящимися в направлении распыления, в которых генерируют ультразвуковые колебания, причем основной обжимающий газовый поток взаимодействует с плавящимся участком проволоки, дополнительный взаимодействует с потоком распыленных частиц, и в него подают порошок наполнителя.
Недостатком данного способа является относительно низкая твердость и износостойкость формируемых покрытий по сравнению с покрытиями, полученными, например, напылением порошков самофлюсующихся сплавов на никелевой основе (твердость до 65 HRC), порошков оксидов или плакированных карбидов (твердость выше 70 HRC). Несмотря на возможность введения твердых и износостойких наполнителей, твердость основы покрытий, полученных по прототипу, не превышает 43 HRC, и их нельзя использовать для упрочнения-восстановления деталей, работающих в контакте с абразивом или с агрессивными абразивосодержащими средами, при сухом трении и высоких скоростях скольжения (например, в контакте с нитями и химическими волокнами, полимерами, эмалями).
Задачей изобретения является повышение твердости покрытий и их износостойкости при работе в трибосопряжениях в условиях сухого трения и в абразивосодержащих агрессивных средах.
Для решения поставленной задачи в способе формирования износостойкого покрытия, включающем предварительную подготовку поверхности детали, нагрев до плавления металлической проволоки, ее распыление основным газовым потоком с образованием струи расплавленных частиц, введение в струю порошка наполнителя дополнительным газовым потоком, осаждение частиц в виде слоя требуемых размеров на поверхность детали, механическую обработку слоя, согласно изобретению в качестве материала распыляемой проволоки выбирают алюминий или его сплавы, после механической обработки осуществляют микродуговое оксидирование напыленного слоя, причем размер частиц порошка наполнителя составляет 0,1... 0,3 от размера расплавленных частиц распыленной проволоки, и его количество определяют из соотношения
Q=(0,024...0,22)VD2ρ
где Q - расход порошка наполнителя, кг/мин; V - скорость подачи проволоки, м/мин, D - диаметр проволоки, м, ρ - удельная масса материала наполнителя, кг/м3. Помимо того, при формировании покрытия на деталях из электропроводных материалов, в процессе предварительной подготовки равномерно по всей площади детали и перпендикулярно ей заделывают штифты из электропроводящего материала, выбранного из группы сталей, сплавов на основе меди, сплавов на основе никеля, причем высота выступающей над поверхностью детали части штифта больше или равна толщине напыляемого слоя, а суммарная площадь поперечного сечения штифтов составляет 2... 5% от площади покрытия.
Газотермическое напыление алюминиевых абразивосодержащих (или содержащих твердые смазки) слоев с последующим микродуговым оксидированием (МДО) позволяет формировать защитные, износостойкие и (или) антифрикционные покрытия на деталях из практически любых материалов. Поверхность напыленного алюминиевого слоя после микроплазменного воздействия интенсивно окисляется и модифицируется в оксид алюминия. Причем высокая твердость и износостойкость оксида обусловлена количеством α -фазы Аl2O3 (корунда). Повысить износостойкость сформированного покрытия, полностью состоящего из α -фазы и γ -фазы, можно за счет введения в его состав износостойких наполнителей - карбидов, силицидов, боридов и нитридов. Изменить коэффициент трения при трении скольжения можно за счет введения твердосмазочных наполнителей - дихалькогенидов тугоплавких металлов, фтористого кальция, графита - или за счет введения различных фрикционных добавок.
Размер частицы и количество вводимого в состав напыляемого слоя наполнителя оказывает существенное влияние не только на износостойкость оксидированного покрытия, но и в первую очередь на его механические свойства, обусловленные плотностью (пористостью), наличием или отсутствием трещин, равномерностью распределения наполнителя и т.п. Для определения наиболее оптимального размера частиц наполнителя были выполнены испытания оксидированных газопламенных алюминиевых покрытий, в состав которых были введены частицы карбида кремния. Испытания осуществлялись на модернизированной машине “Ала-Тоо” при комнатной температуре путем наблюдения под микроскопом за областью, в которую вдавливали сферический индентор с постоянно увеличивающейся нагрузкой. Результаты представлены в табл.1.
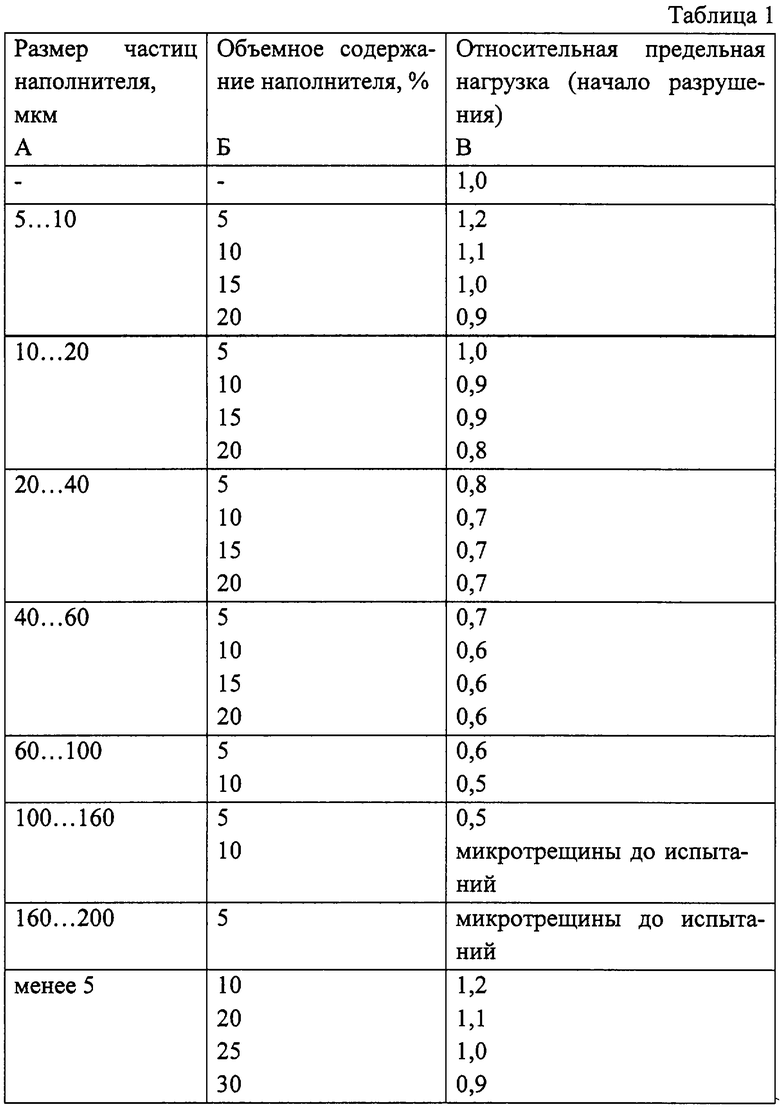
Анализ полученных результатов показывает, что увеличение размера частиц наполнителя более чем размер (высота) деформированных частиц распыленной алюминиевой проволоки приводит к резкому снижению механических свойств оксидированного покрытия. При использовании наполнителя относительно крупных фракций (более 100 мкм) трещины образуются вокруг частиц даже без приложения нагрузки извне, очевидно, за счет резкого повышения внутренних напряжений в этой области. Учитывая тот факт, что частицы распыленного металла проволок деформируются при ударе о подложку с увеличением своего диаметра от 3 до 10 раз (уменьшением высоты от 3 до 10 раз), размер частиц наполнителя должен лежать в пределах от 0,1 до 0,3 от диаметра распыленной частицы проволоки.
Для того чтобы повысить износостойкость оксидированного покрытия, необходимо по правилу Шарпи ввести в покрытие наполнитель с твердостью, большей чем твердость основы. Исследование износостойкости оксидированных газопламенных алюминиевых покрытий с различными наполнителями осуществляли на машине торцового трения типа АЕ-5 при сухом трении в паре с чугуном СЧ20. В качестве наполнителей использовали порошки фирмы “Штарк” (ФРГ) с размером частиц 3... 10 мкм. Износостойкость сравнивалась с оксидированным газопламенным покрытием из технически чистого алюминия. Результаты исследований представлены в табл.2.
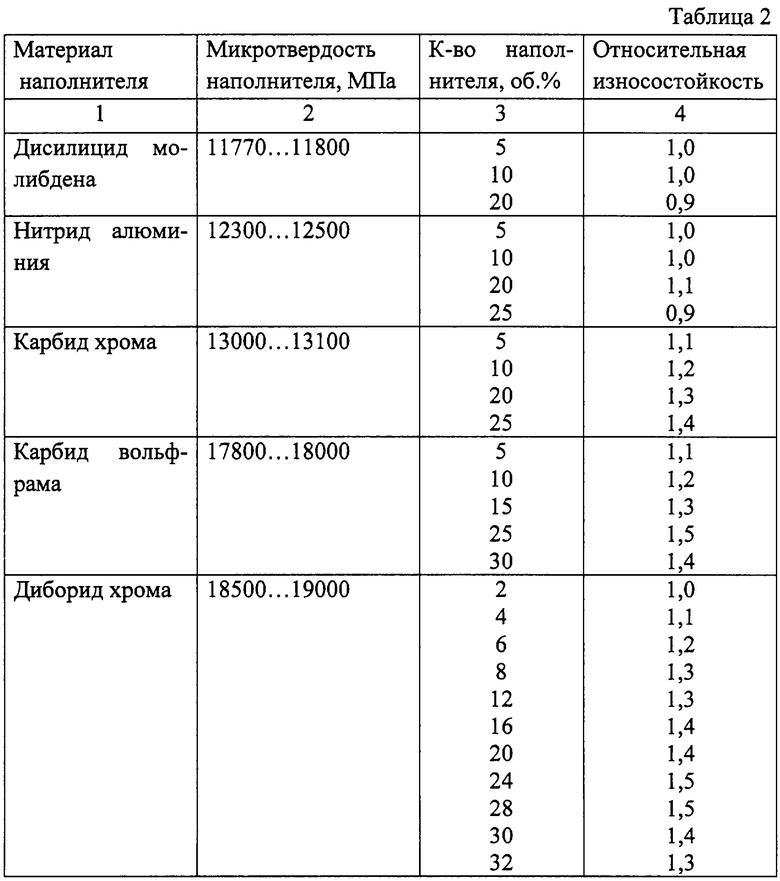
Анализ полученных результатов показывает, что наполнитель в количестве менее 3 об.% не оказывает влияния на износостойкость, а более 28 об.% приводит к повышению интенсивности изнашивания, вероятно, за счет выкрашивания частиц наполнителя, которые в свою очередь начинают интенсивно изнашивать покрытие и контртело. Переведя объемное содержание в весовое, получаем следующее выражение для определения расхода наполнителя:

где Q - расход порошка наполнителя, кг/мин; V - скорость подачи проволоки, м/мин, D - диаметр проволоки, м, ρ - удельная масса материала наполнителя, кг/м3.
При сухом трении в паре с неэлектропроводными материалами (натуральными и синтетическими волокнами, стеклами и ситаллами, полимерами, эмалями) на оксидированных покрытиях происходит накопление огромного по величине заряда статического электричества, вызывающего нарушение работы не только данного узла трения, но и всего механизма в целом за счет постоянного притока пыли и продуктов износа, электроразрядов. Для устранения этого недостатка в заявляемом способе предлагается отводить статическое электричество в массу детали (если деталь выполнена из электропроводного материала) по штифтам из электропроводного материала, которые равномерно закрепляют на поверхности детали перед напылением алюминиевого слоя. Для изготовления штифтов используют стали, сплавы на основе меди, сплавы на основе никеля, т.е. электропроводные материалы, которые по механическим свойствам будут отвечать поставленной задаче. Использование сплавов на основе алюминия невозможно, поскольку они в процессе МДО также покроются слоем окислов.
Для определения необходимого количества штифтов, а точнее для нахождения необходимой и достаточной величины площади поверхности штифтов были проведены эксперименты по сухому трению оксидированных газопламенных покрытий с непрерывным замером скапливающегося заряда на поверхности трения с помощью электроскопа. Штифты диаметром 2,6 мм были выполнены из меди марки M1. Относительная величина накапливаемого заряда определялась по величине угла расхождения лепестков электроскопа. Результаты приведены в табл.3.
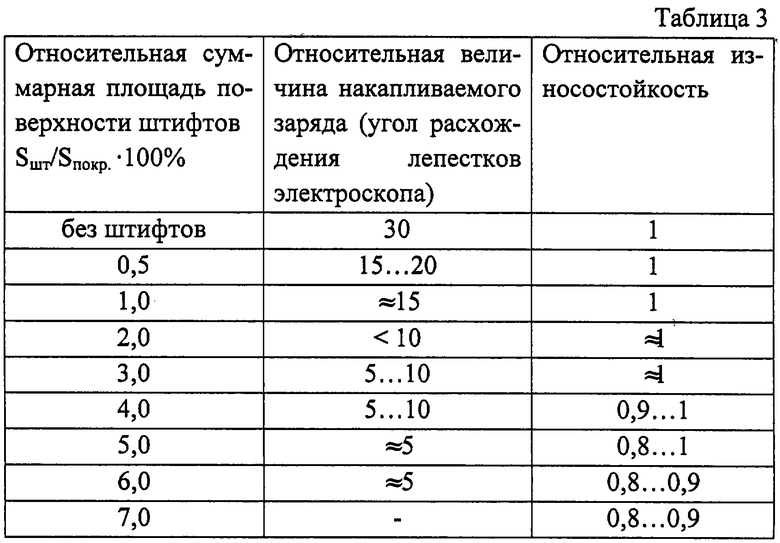
Анализ результатов показывает, что оптимальная величина суммарной площади штифтов составляет 2-5% от площади покрытия (более 5% приводит к снижению износостойкости покрытия). Для того чтобы штифты эффективно отводили статический заряд, их высота должна быть не меньше высоты напыленного покрытия. После механической обработки перед оксидированием торцовая поверхность штифтов и поверхность напыленного слоя лежат в одной плоскости.
Примеры осуществления способа.
1. Покрытия наносили на поверхность основы из стали 45 с использованием установки газопламенного проволочного напыления “ТЕРКО” с модернизированным распылительным узлом, обеспечивающим формирование дополнительного газового потока (осушенного воздуха). В качестве горючего газа применяли пропан-бутан. Материал распыляемой проволоки - СВА-95 (ГОСТ 11069-74), диаметр 2 мм. Расходы рабочих газов: пропан-бутан 1 м3/ч, кислород 3,5 м3/ч, воздух 24 м3/ч. Скорость подачи проволоки 95 мм/с.
Микродуговое оксидирование осуществлялось на промышленной частоте 50 Гц при напряжении 420 В и плотности тока 20 А/дм2 в растворе жидкого стекла в дистиллированной воде с добавлением гидрооксида калия марки “ч” в количестве 3 г/л. Время обработки 140 мин.
В качестве наполнителя использовались порошки фирмы “Штарк” (ФРГ) марок “Амперит-502” (карбид вольфрама), “Амперит TiN”, “Амперит ZrC”.
Износостойкость оценивалась на машине торцового трения типа АЕ-5 при сухом трении в паре с чугуном СЧ20; нагрузка на образцы 20 Н, скорость скольжения 0,4 м/с. Износ образцов определялся методом искусственных баз, для чего перед испытаниями на покрытие наносили отпечатки алмазной пирамидой (на твердомере Виккерса) и измеряли диаметр отпечатков до и после испытаний. Критерием износостойкости служила величина интенсивности износа, определяемая как уменьшение толщины покрытия в мкм за путь трения в 1 км.
Уменьшение толщины покрытия определялось по формуле

где b1, b2 - диагонали отпечатков до и после этапа испытаний соответственно; а - угол при вершине алмазной пирамиды (≈ 136° ); Δ h - уменьшение толщины покрытия.
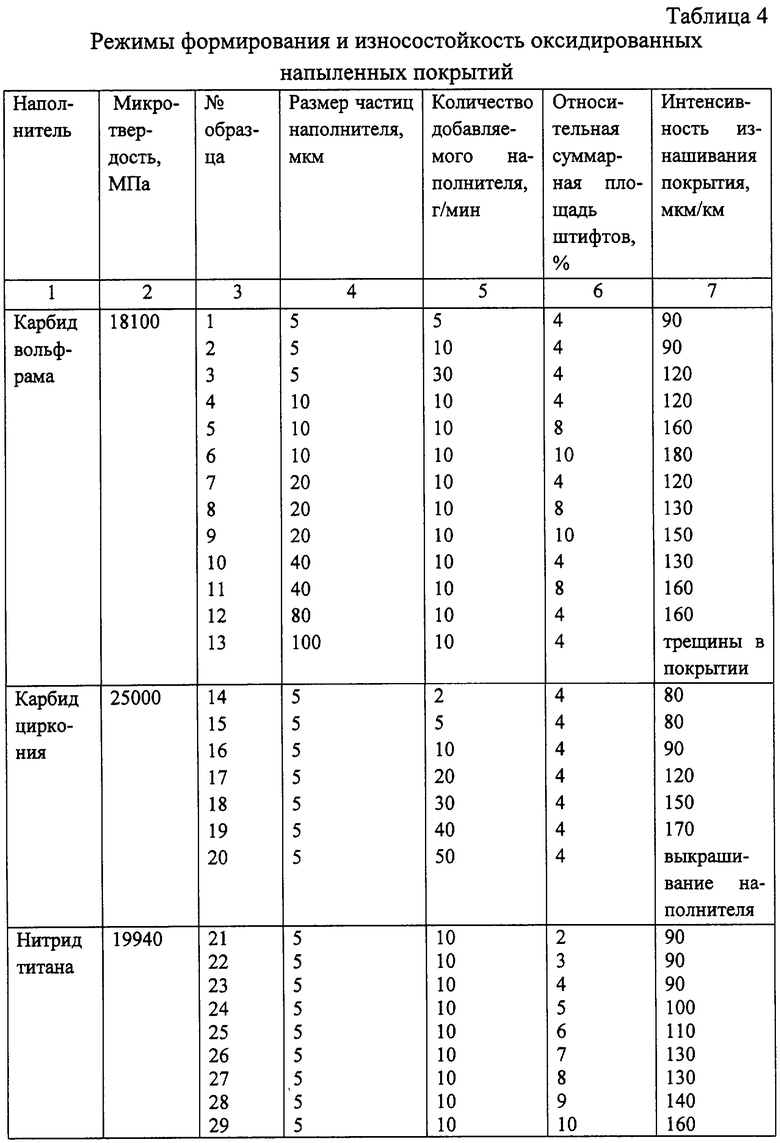
Результаты испытаний приведены в табл.4.
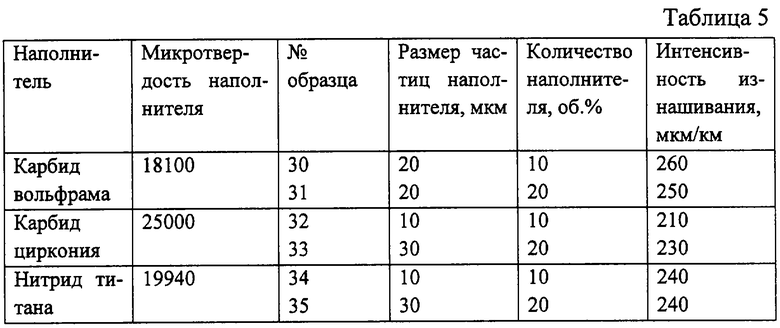
Аналогичным испытаниям подвергались образцы, напыленные сталью 65Г с теми же наполнителями (формирование покрытия по способу-прототипу). Результаты приведены в табл.5.
Анализ приведенных в табл.4 и 5 данных свидетельствует о том, что наибольшую износостойкость показали образцы №1, 2, 14, 15, 16, 21, 22, 23, покрытия на которых были получены по заявляемому способу.
2. Стальные стенки форм №1, 2, 3 для изготовления силикатных кирпичей упрочняли с использованием газопламенного напыления на модернизированной установке “ТЕРКО”. В упрочняемую поверхность предварительно были заделаны штифты из стали ХВГ диаметром 1,6 мм; общая площадь поперечного сечения штифтов составляла 2,5%. Распыляемая проволока - СВА-95 (ГОСТ 11069-74) диаметром 2 мм, наполнитель - порошок карбида вольфрама (размер частиц около 5 мкм, объемное содержание 20%). Напыленные слои затем оксидировали на промышленной частоте 50 Гц при напряжении 420 В и плотности тока 20 А/дм2 в растворе жидкого стекла в дистиллированной воде с добавлением гидрооксида калия марки “ч” в количестве 3 г/л. Время обработки 160 мин.
На стенки форм №4, 5 газопламенным напылением на установке УПТР-1-90 с последующим оплавлением наносили покрытия из порошка хромоникелевого самофлюсующегося порошка марки ПГ-10Н-01 (стоимость около 26 $/кг).
На стенки форм №6, 7 на модернизированной установке “ТЕРКО” наносили покрытия распылением проволоки 40Х13 при внесении в слой наполнителя - карбида вольфрама (размер частиц около 5 мкм, объемное содержание 20%).
Стенки форм №8, 9 оставались неупрочненными и были выполнены из стали 45, закаленной и отпущенной до 44 НКСэ.
После 12 рабочих смен эксплуатации форм были выполнены замеры с целью определения износа упрочненных стенок. Результаты приведены в табл. 6.
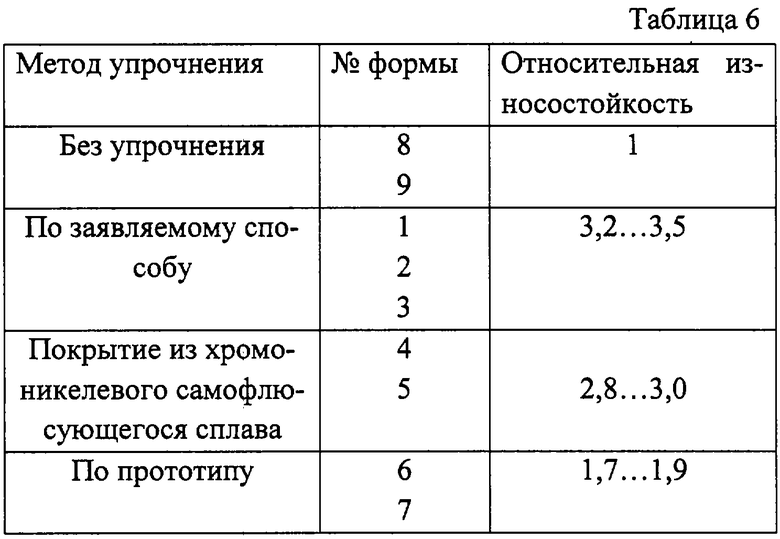
Полученные данные свидетельствуют о том, что покрытия, полученные согласно заявляемому способу, имеют более высокую износостойкость, чем полученные по прототипу, и могут успешно конкурировать с покрытиями из дорогостоящих самофлюсующихся сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2381077C1 |
| СПОСОБ СОЗДАНИЯ УПРОЧНЕННОГО ПОВЕРХНОСТНОГО СЛОЯ НА ДЕТАЛЯХ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ И КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2218425C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| Способ нанесения металлического порошкового покрытия на поверхность металлических подложек | 2016 |
|
RU2645421C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| Способ получения защитного покрытия | 2020 |
|
RU2741040C1 |
| СПОСОБ НАНЕСЕНИЯ 2-СЛОЙНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ТРИБОСОПРЯЖЕНИЯ КОЛЕСО-РЕЛЬС | 2010 |
|
RU2461666C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2010 |
|
RU2536847C2 |
| ШНУРОВОЙ МАТЕРИАЛ ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 2008 |
|
RU2385789C1 |
| Способ нанесения износостойкого покрытия на детали газотурбинной установки | 2023 |
|
RU2813538C1 |
Изобретение относится к технологии восстановления-упрочнения быстроизнашивающихся деталей машин. Оно может быть использовано для нанесения износостойких, антифрикционных и коррозионностойких покрытий на рабочую поверхность элементов трибосопряжений, для повышения срока службы деталей, контактирующих с абразивосодержащими средами. Задачей изобретения является повышение твердости покрытий и их износостойкости при работе в трибосопряжениях в условиях сухого трения и в абразивосодержащих агрессивных средах. Решение поставленной задачи достигается тем, что в способе формирования износостойкого покрытия, включающем предварительную подготовку поверхности детали, нагрев до плавления металлической проволоки, ее распыление основным газовым потоком с образованием струи расплавленных частиц, введение в струю порошка наполнителя дополнительным газовым потоком, осаждение частиц в виде слоя требуемых размеров на поверхность детали, механическую обработку слоя, в качестве материала распыляемой проволоки выбирают алюминий или его сплавы, после механической обработки осуществляют микродуговое оксидирование напыленного слоя, причем размер частиц порошка наполнителя составляет 0,1... 0,3 от размера расплавленных частиц распыленной проволоки, и его количество определяют из соотношения Q=(0,024... 0,22)VD2ρ, где Q - расход порошка наполнителя, кг/мин; V - скорость подачи проволоки, м/мин, D - диаметр проволоки, м, ρ - удельная масса материала наполнителя, кг/м3. Помимо того, при формировании покрытия на деталях из электропроводных материалов, в процессе предварительной подготовки равномерно по всей площади детали и перпендикулярно ей заделывают штифты из электропроводящего материала, выбранного из группы сталей, сплавов на основе меди, сплавов на основе никеля, причем высота выступающей над поверхностью детали части штифта больше или равна толщине напыляемого слоя, а суммарная площадь поперечного сечения штифтов составляет 2-5% от площади покрытия. Это позволяет создать покрытия, имеющие более высокую, по сравнению с известными, износостойкость, успешно конкурирующие с покрытиями из дорогостоящих самофлюсующихся сплавов. 1 з.п. ф-лы, 6 табл.
Q=(0,024... 0,22)V D2ρ,
где Q - расход порошка наполнителя, кг/мин;
V - скорость подачи проволоки, м/мин;
D - диаметр проволоки, м;
ρ - удельная масса материала наполнителя, кг/м3.
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ МЕТАЛЛОПОЛИМЕРНЫХ ПОКРЫТИЙ | 0 |
|
SU251124A1 |

