Изобретение относится к обработке металлов давлением взрывом взрывчатых веществ и может быть использовано в энергетическом машиностроении для запрессовки труб в теплообменных аппаратах.
Известны взрывные патроны, содержащие корпус, выполненный в виде центрирующей втулки, и рабочий заряд взрывчатого вещества, который инициируется детонирующим шнуром или сам детонирующий шнур используется в качестве рабочего заряда.
Недостатком известных патронов является низкое качество запрессовки труб за счет возможности реализации зазора между трубой и отверстием трубной решетки, т. е. зазор между трубой и отверстием не всегда выбирается полностью, что в свою очередь снижает плотность и прочность трубных соединений.
Наиболее близким по технической сущности к заявляемому устройству является выбранный в качестве прототипа взрывной патрон для запрессовки труб, содержащий корпус в виде центрирующей втулки, рабочий заряд, выполненный в виде полого цилиндра из эластичного взpывчатого вещества, внутри которого размещен детонирующий шнур для инициирования рабочего заряда. Недостатком известного взрывного патрона является низкое качество - плотность и прочность трубных соединений после запрессовки труб из-за возможности реализации зазора между запрессованной трубой и отверстием трубной решетки.
Целью изобретения является повышение качества трубных соединений за счет исключения возможности возникновения зазоров между трубой и отверстием трубной решетки.
Указанная цель достигается тем, что во взрывном патроне, содержащем корпус в виде центрирующей втулки, рабочий заряд, выполненный в виде полого цилиндра из взрывчатого вещества, детонирующий шнур для инициирования этого заряда, полый цилиндр рабочего заряда имеет одно дно, внешняя сторона которого находится в контакте с детонирующим шнуром, а внутри полого рабочего заряда размещено дополнительное взрывчатое вещество, имеющее скорость детонации ниже в 2,5-3 раза скорости детонации полого заряда.
В результате инициирования детонирующим шнуром дна эластичного полого заряда происходит детонация его самого и с его помощью происходит практически одновременно по всей поверхности инициирование дополнительного взрывчатого вещества, расположеннного внутри полого эластичного заряда. Такой последовательный подрыв зарядов за счет разницы в их скоростях детонации вызывает последовательное силовое воздействие на запрессовываемую трубу, т. е. труба подвергается двукратной запрессовке, что исключает возможность реализации зазора между трубой и отверстием трубной решетки и тем самым повышает качество - плотность и прочность трубных соединений.
Сопоставительный анализ с прототипом показывает, что заявляемый взрывной патрон отличается тем, что его рабочий заряд состоит из двух зарядов - внешнего, выполненного в виде полого цилиндра с одним дном, внешняя сторона которого находится в контакте с детонирующим шнуром, и внутреннего заряда, размещенного в полом заряде, при этом его скорость детонации по крайней мере в 2,5-3 раза ниже скорости детонации внешнего полого заряда.
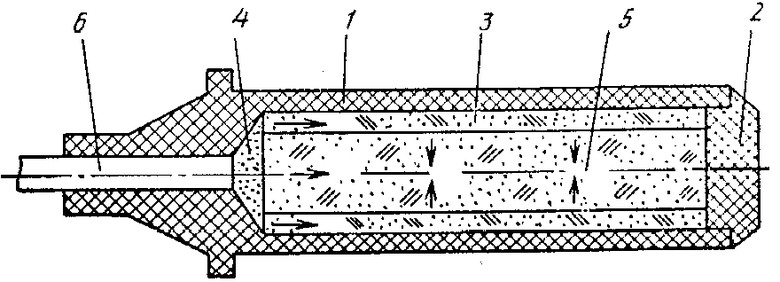
Изобретение поясняется чертежом, на котором представлено продольное сечение взрывного патрона.
Взрывной патрон содержит корпус, в виде центрирующей втулки 1 и пробки 2, фиксирующей в патроне эластичный заряд 3, выполненный в виде полого цилиндра с дном 4, дополнительный заряд 5, размещенный внутри полого цилиндрического заряда, и детонирующий шнур 6 для инициирования донной части 4 заряда 3.
Взрывной патрон работает следующим образом.
Детонирующий шнур инициирует донную часть 4 эластичного заряда 3, который затем детонирует со скоростью D1 и давлением взрыва одновременно осуществляет запрессовку трубы и инициирует дополнительный заряд 5 по всей его поверхности, который начинает детонировать со скоростью D2, так как скорость D1 по крайней мере больше в 2,5-3 раза, то направление скорости детонации D2 преимущественно будет к оси дополнительного заряда 5, то есть фронт детонационной волны D2 будет сходящимся, что приводит к значительному росту давления взрыва дополнительного заряда 5 и этим давлением осуществляется дополнительная (повторная) запрессовка трубы.
Изготавливают взрывные патроны для запрессовки труб ⊘ 38×2.5 мм. Центрирующую втулку 4 и пробку 2 изготавливают из полиэтилена литьем в пресс-форму. Наружный диаметр центрирующей втулки ⊘ 32.6 мм, толщина стенки 11,8 мм. Заряд 3 изготавливают из взрывчатого материала эластита листового ЭЛ-2 (ТУ 84-121-033-81) толщиной 1,5 мм, имеющего скорость детонации D1 = 7000 м/с, донышко 4 изготавливают из этого же материала с толщиной листа 3 мм с помощью специального пробойника. Дополнительный заряд 5 выполнен из аммонита N= 6 ЖВ диаметром 6 мм, плотностью ρ = 0,9 г/см3, при этом скорость детонации D2 = 2000 м/с, т. е. D1 = 3,5 D2.
Качество запрессовки труб оценивалось плотностью и прочностью трубных соединений. Плотность определялась гидроиспытаниями и оценивалась давлением P воды до появления течи по межтрубному пространству трубного соединения, а прочность - усилием F на выдавливание трубы из отверстия трубной решетки.
Испытания образцов трубных решеток после запрессовки в них труб предлагаемыми патронами показали следующие результаты: P ≥ 90 ат, F ≥ 5000 кгс, что примерно в 10 раз превышает аналогичные показатели после запрессовки труб обычными патронами (P = 10-15 ат, F = 500-800 кгс).
Экспериментальные исследования заявляемого взрывного патрона для запрессовки труб взрывом показали, что по сравнению со взрывным патроном аналогичного назначения (прототип) заявляемый взрывной патрон обеспечивает повышение качества (оцениваемое плотностью и прочностью трубных соединений) запрессовки труб примерно в 10 раз. (56) Авторское свидетельство СССР N 1545404, кл. B 21 D 26/08, 10.06.88.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЗРЫВНОЙ ПАТРОН ДЛЯ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ КОНСТРУКЦИЙ | 1991 |
|
RU2011456C1 |
| Взрывной патрон для крепления труб в отверстиях конструкций | 1990 |
|
SU1731359A1 |
| ВЗРЫВНОЙ ПАТРОН ДЛЯ ЗАПРЕССОВКИ ТРУБ | 1990 |
|
SU1741349A3 |
| Взрывной патрон | 1990 |
|
SU1761342A1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ ТРУБНОЙ РЕШЕТКИ МЕТОДОМ ВЗРЫВА | 1990 |
|
SU1741346A3 |
| Способ глушения отверстий трубных решеток теплообменных аппаратов | 1989 |
|
SU1733164A1 |
| Способ запрессовки труб с одним заглушенным концом методом взрыва | 1990 |
|
SU1729662A1 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ОТВЕРСТИЯХ ТРУБНЫХ РЕШЕТОК | 1990 |
|
SU1736065A3 |
| СПОСОБ ВЕДЕНИЯ БУРОВЗРЫВНЫХ РАБОТ (ВАРИАНТЫ) | 2005 |
|
RU2283473C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2017835C1 |
Использование: изготовление теплообменных аппаратов. Сущность изобретения: в корпусе патрона расположены рабочий заряд взрывчатого вещества и детонирующий шнур. Рабочий заряд состоит из двух частей. Одна из них имеет форму стакана, расположенного в контакте своей донной частью с детонирующим шнуром. Вторая часть выполнена в форме цилиндра, размещенного в стакане. Скорость детонации взрывчатого вещества наружной части заряда превышает скорость детонации взрывчатого вещества внутренней части в 2,5 - 3 раза. 1 ил.
ВЗРЫВНОЙ ПАТРОН ДЛЯ ЗАПРЕССОВКИ ТРУБ, содержащий корпус, выполненный в виде центрирующей втулки, в котором расположены рабочий заряд взрывчатого вещества и детонирующий шнур для инициирования рабочего заряда, установленный в контакте с одним из его торцов, отличающийся тем, что, с целью повышения качества запрессовки, рабочий заряд выполнен составным из двух частей, одна из которых имеет форму стакана, обращенного донной частью к детонирующему шнуру, а вторая выполнена в форме цилиндра, размещенного в стакане, при этом скорость детонации взрывчатого вещества в форме стакана в 2,5 - 3 раза превышает скорость детонации взрывчатого вещества цилиндрической формы.
