Изобретение относится к черной металлургии, в частности к способам выплавки и внепечной обработки стали, к которой предъявляются повышенные требования к чистоте стали по сере и фосфору.
Известны способы внепечной обработки стали: вакуумшлаковая и с использованием продувки порошкообразными материалами.
Однако согласно этим способам затраты для получения низкого содержания серы очень велики, причем при невысокой производительности.
Наиболее близким по технической сущности к предлагаемому является способ внепечной обработки металла в ковше основным восстановительным шлаком. В результате получается металл с суммарной массовой долей серы и фосфора около 0,030%, что неудовлетворяет потребителей качественного металла.
Целью предлагаемого изобретения является повышение производительности и качества металла за счет снижения массовой доли серы и фосфора.
Поставленная цель достигается тем, что согласно способу перед выпуском из печи металл с содержанием углерода,.равным 1,2 - 1,8 от верхнего марочного предела перегревают выше температуры ликвидус на 90 -150°С и при выпуске в ковш обрабатывают жидким синтетическим шлаком или тверды2
Ю СО
&
ми шлакообразующими материалами с продувкой сухим окислительным газом, определяют химический состав и массу металла в ковше и переливают обратно в печь с отсечкой шлака, доводят металл до заданного содержания углерода, удаляют окислительный шлак и металл сливают в ковш с твердыми шлакообразующими и одновременно проводят продувку нейтральным газом.
Предлагаемый способ производства стали позволяет в сравнении с известным повысить степень десульфурации на 12 абс. % и степень дефосфорации на 17 абс. %.,
В предлагаемом способе предлагается в процессе выплавки металла по классической технологии в дуговой печи осуществлять перед проведением окислительного периода дополнительную десульфурацию и дефосфорацию металла реагентом с созданием чрезвычайно развитой поверхности контакта фаз и эффективным перемешиванием.
Улучшение кинетических условий десульфурации и дефосфорации металла происходит за счет обработки расплава в ковше с продувкой газом на сливе. Интенсивное взаимодействие металла с твердыми шлакообразующими: известью, плавиковым шпатом, оксидами железа и сухим окислительным газом, приводит к заметному снижению содержания серы и особенно фосфора в металле. Так, степень десульфурации достигает 40%, а степень дефосфорации 70%.
Пределы температур обработки подобраны так, что температурный фактор не является лимитирующим звеном процесса. При температуре металла менее, чем на 90°С ниже температуры ликвидус, происходит ухудшение процесса десульфурации, а при более, чем на 150°С выше температуры ликвидус, ухудшается удаление фосфора из металла.
Уменьшение или увеличение массовой доли углерода, по сравнению с предлагаемыми пределами (1,2 - 1,8 от верхнего марочного предела выплавляемой марки стали) нецелесообразно: при уменьшении ухудшается процесс удаления серы и последующий окислительный период, а при увеличении чрезмерно затягивается окислительный период, что приводит к потере производительности и ухудшению качества металла.
После обратного перелива металла из ковша в печь и начала второго, вовсе не обязательного периода продувки, имеется следующая информация о металле: известна масса металла, гарантированный химический состав элементов металла и
отсутствие в печи отработанного печного шлака.
Если содержание углерода и фосфора в металле выше требуемого уровня, то проводят заключительную окислительную продувку расплава в печи, после чего осуществляют доводку и рафинировку металла в ковше основным восстановительным шлаком, аргоном и (или) вакуумом.
Если содержание углерода и фосфора в металле находится на требуемом уровне, то окислительную продувку металла в печи не производят.
Полная отсечка шлака при переливе позволяет определить точную массу металла, исключить дефосфорацию и десульфурацию при дальнейшей обработке металла, получить желаемую степень десульфурации и дефосфорации путем повторной обработки
металла в печи после перлита шлаком соответствующего состава.
Для растворения смеси твердых шлако- образующих материалов достаточно нагреть металл до предлагаемых пределов
температуры. При этом полное усвоение происходит через 1,5-2 мин после начала слива металла в ковш.
Масса металла до слива в ковш, после выдержки в ковше и после перелива в печь
остается практически неизменной и равна (в среднем) 73 т.
Масса шлака в печи до слива в ковш составляет т. Масса шлака в ковше после слива расплава и дачи шлакообразующих
материалов равна
3000 + 7,5 х 73 + 3,0 х 73 + 3,0 73 3985,5 кг 4000 кг,
где 30000 - масса шлака из печи, кг; 7,5 - масса извести, кг/т; 3,0 - масса шпата, кг/т; 3,0 - масса окалины, кг/т; 73 - масса металла, т. После перелива в печь шлак в ковше отсекают и в печи наводят новый из извести и шпата массой 2 т.
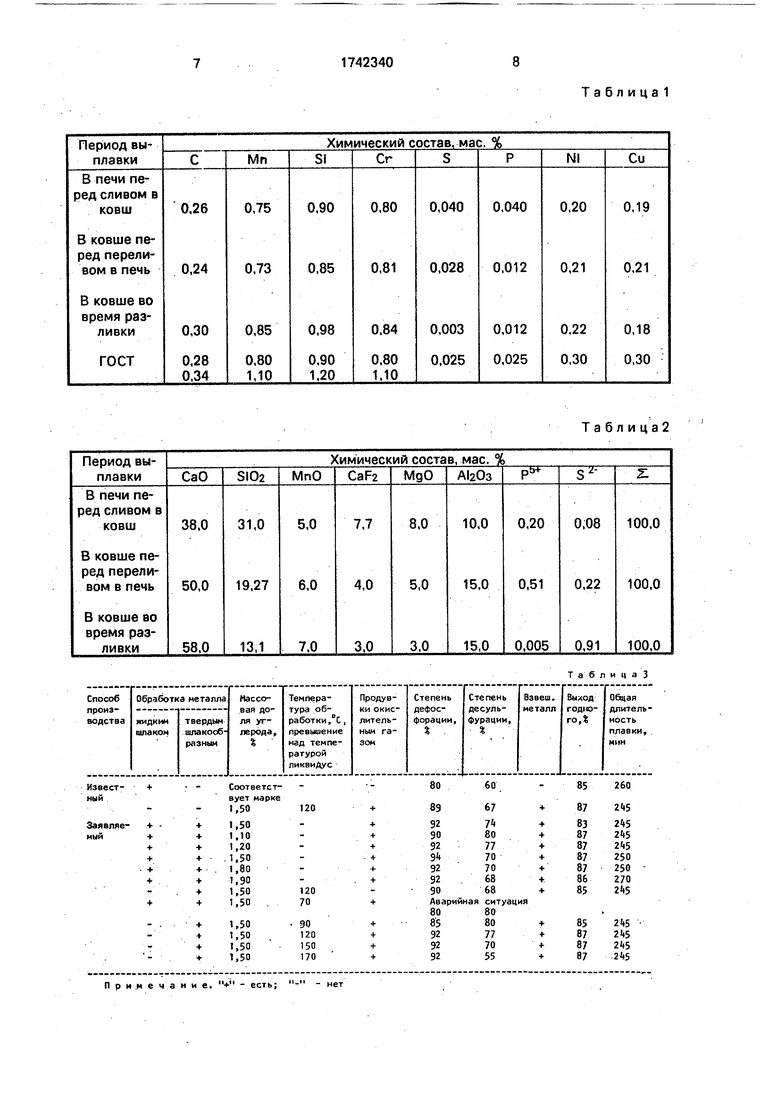
Химический состав металла и шлака приводится в табл. 1 и 2,
Повышение производительности дости- гается при работе в комплексе четырех электропечей (ЭП), из которых три работают в режиме расплавления - окисления, а одна - в режиме рафинирования.
При этом затраты времени следующие, ч-мин:
Заправка печи 0-10 Завалка0-05 ОсуществляетсявЭП-1,2,3 Расплавление1-15
Окисление Итого:
Выпуск в промежуточный ковш
Отбор пробы Перелив в печь Рафинировка
0-25 1 -55
0-05 Осуществляетсяв ковше
0-10
0-30
Проводится в ЭП-4
Выпуск в разливочный ковш0-10
Итого:0-40
ЭП-4 работает в режиме плавка-наплавку, т.е. после приема металла из ЭП-1, которая проводит очередной цикл расплавления - окисления, в ней проводят рафинирование металла, принимаемого последовательно из всех печей. К моменту выпуска в разливочный ковш металла, принятого из ЭП-3, завершается очередной цикл расплавления - окисления в ЭП-1 и т.д.
Дополнительный слив в печь остатков разливаемого металла параллельных плавок по химическому составу, близких выплавляемой марке стали, позволяет значительным образом ускорить процесс плавления твердой шихты. Проведение данной операции и последующие операции в печи (после перелива металла из ковша в печь) над металлом известной массы, гарантированного химического состава и при отсутствии отработанного печного шлака, положительно сказывается на повышении производительности процесса.
Пример, Выплавляют сталь ШХ15 в 70-тонной дуговой печи СПЦ-3,
После полного расплавления шихты и нагрева металла до температуры на 70 - 170°С выше температуры ликвидус металл в ковше при сливе обрабатывают твердыми шлакообразующими: известью, плавиковым шпатом, оксидами железа и сухим окислительным газом.
Твердые шлакообразующие присаживают в ковш из подвесного бункера через 5 - 20 с после начала выпуска металла. Сухой окислительный газ (воздух, кислород) подают в расплав через шиберное отверстие в ковше.
После выпуска металла в ковш отбирают пробу стали на полный химический анализ, взвешивают расплав и переливают металл в печь с отсечкой шлака. Металл 5 переливают через разливочный стакан диаметром 120 мм и желоб печи специальной конструкции.
В зависимости от полученных результатов по содержанию углерода и фосфора в
0 металле производят заключительную окислительную продувку металла в печи, а затем доводку и рафинирование металла в ковше основным восстановительным шлаком и аргоном или, если массовые доли углерода и
5 фосфора находятся на заданном уровне, произаодят в печи только нагрев, доводку и рафинировку металла.
Во время выплавки металла в печи (в период плавления производят дополни0 тельный слив в печь через желоб специальной конструкции остатков разливаемого металла (1,0-2,5 т) параллельных плавок по химическому составу, близких выплавляемой марке стали.
5 Данные влияния предлагаемых признаков на цель изобретения представлены в табл. 3,
Формула изобретения Способ производства стали, включаю0 щий плавление, окисление и легирование стали в дуговой печи, выпуск в ковш, обработку шлаком, нейтральным газом и (или) вакуумом в ковше, отличающийся тем, что, с целью повышения производительно5 сти и качества металла за счет снижения массовой доли серы и фосфора, перед выпуском из печи металл с содержанием углерода, равным 1,2 - 1,8 от верхнего марочного предела, перегревают выше температуры
0 ликвидус на 90 - 150°С и при выпуске в ковш обрабатывают жидким синтетическим шлаком или твердыми шлакообразующими материалами с продувкой сухим окислительным газом, определяют химиче5 ский состав и массу металла в ковше и переливают обратно в печь с отсечкой шлака, доводят металл до заданного содержания углерода, удаляют окислительный шлак и металл сливают в ковш с твердыми шлако0 образующими и одновременно проводят продувку нейтральным газом.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2003 |
|
RU2258083C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2003 |
|
RU2258084C1 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2003 |
|
RU2235790C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2315115C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2000 |
|
RU2197537C2 |
| Способ производства низкокремнистой стали | 2023 |
|
RU2818526C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2007 |
|
RU2346059C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬСОВОЙ СТАЛИ | 2003 |
|
RU2254380C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2312901C1 |
Сущность изобретения: в дуговой печи проводят плавление, окисление и легирование металла, пред выпуском из печи металл с содержанием углерода, равным 1,2 - 1,8 от верхнего марочного предела, перегревают выше температуры ликвидус на 90 - 150°С, и при переливе в ковш обрабатывают жидким синтетическим шлаком или твердыми шлакообразующими материалами с продувкой сухим окислительным газом. Определяют химический состав и массу металла в ковше и переливают обратно в печь с отсечкой шлака. Доводят металл до заданного содержания углерода, удаляют окислительный шлак и металл сливают в ковш с твердыми шлакообразующими и одновременно проводят продувку нейтральным газом. 3 табл. СО
Таблица2
ТаблицаЗ
| Мурин Р.В., Лысенко И.Д., Хитрик А.И | |||
| Производство подшипниковой стали с вне- печным рафинированием в вакууме и столбе шлака | |||
| - В сб | |||
| Инструментальные и подшипниковые стали | |||
| - М.: Металлургия, 1980, №5, с | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Меджибожский М.Я., Сельский В.И., Ку- першток В.Ё | |||
| Порошкообразные материалы в сталеплавильном производстве | |||
| - Киев: Техника, 1975, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Воинов С.Г., Шалимов А.Г., Косой А.Ф | |||
| Рафинирование стали синтетическими шлаками | |||
| - М.: Металлургия | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
