Изобретение относится к черной металлургии, в частности к способам получения стали в дуговых электросталеплавильных печах.
Известен выбранный в качестве прототипа способ производства стали в дуговых электросталеплавильных печах, включающий присадку в печь извести и железорудных окислителей, расплавление металлолома, заливку чугуна, проведение окислительного и восстановительного периодов в дуговой электросталеплавильной печи, выпуск стали в ковш, присадку в ковш твердой шлакообразующей смеси, подачу ковша со сталью на установку внепечной обработки, доведение ее химического состава до заданного путем присадки ферросплавов и лигатур, продувку стали инертным газом через пористые фурмы [1].
Существенными недостатками данного способа производства стали являются:
- большая продолжительность плавки в связи с проведением выплавки стали только в печи, а также возможность использования только металлолома и незначительной доли твердого чугуна;
- высокие эксплуатационные затраты на тонну выплавляемой стали вследствие длительного пребывания металлолома в электропечном агрегате;
- неудовлетворительная в ряде случаев загрязненность стали неметаллическими включениями как эндогенного (продукты раскисления после присадки в печь раскислителей), так и экзогенного характера (длительный контакт стали с футеровкой печи, приводящий к разрушению последней и загрязнению металла), кроме того, выпуск со шлаком также приводит к запутыванию шлака в металле и повышению загрязненности стали неметаллическими включениями;
- высокий уровень загрязненности стали цветными примесями (медь, никель, хром и др. ), не удаляемыми из металла при производстве стали и снижающими уровень эксплуатационных (механических) свойств;
- повышенное содержание фосфора и серы (трудно удаляемых из стали при данном способе производства), приводящее к хладоломкости и красноломкости стали.
Известен также способ производства стали методом смешения жидкого чугуна и расплавленной из металлолома стали [2].
Недостатками данного способа являются:
- повышенное содержание фосфора и серы в готовой стали (сера и фосфор полностью переходят из чугуна в сталь, после чего их удаление затруднено);
- высокое содержание углерода в чугуне не позволяет получать низко- и среднеуглеродистые стали;
- невозможность подогрева чугуна, вследствие чего возможна разливка стали с низкой температурой и повышение отбраковки стали по поверхностным дефектам.
Известен также способ дефосфорации чугуна, включающий вдувание кислорода с оксидом кальция и оксидом железа в жидкий чугун [3].
Способ дорогостоящ, длителен и связан с использованием офлюсованных железорудных окатышей и оксида кальция, при этом степень дефосфорации незначительна.
Желаемыми техническими результатами изобретения являются: повышение производительности электропечного агрегата, снижение эксплуатационных затрат и повышение качества металлопродукции.
Для этого сталь сталь выплавляют в двух электросталеплавильных печах, причем в первой печи проводят дефосфорацию и обезуглероживание залитого в печь чугуна продувкой кислородом с расходом 1000-5000 м3/ч и присадкой извести и железорудных окислителей с расходом соответственно 10-35 и 1-20 кг/т стали, после чего полученный полупродукт после достижения в нем требуемого содержания углерода из первой электросталеплавильной печи выпускают в ковш, не полностью наполненный стальным полупродуктом, полученным во второй печи путем расплавления металлолома, причем при выпуске стали печной шлак отсекают, и в ковш присаживают при расходе 15-20 кг/т твердую шлакообразующую смесь, состоящую из извести, плавикового шпата и глинозема в соотношении (1,2-1,5): (0,4-0,65): (0-0,1), после выпуска ковш со сталью подают на установку внепечной обработки, где проводят доведение химического состава в ковше до заданного присадкой необходимых ферросплавов и лигатур и десульфурацию стали продувкой инертным газом с расходом 45-80 нм3/ч в количестве 0,1-0,5 нм3/т стали через пористые фурмы под известково-глиноземистыми шлаками с основностью 1,5-3,0 и вдуванием порошкообразной извести с расходом 0,01-0,50 кг/т стали.
Расход кислорода при продувке стали (1000-5000 м3/ч) и количество извести и железорудных окислителей (расход соответственно 10-35 и 1-20 кг/т стали) подобраны экспериментальным путем, исходя из лучшей степени дефосфорации стали, при этом повышение расхода кислорода и железорудных окислителей приводит к выбросам стали и шлака из печи, а понижение ниже нижних заявляемых пределов - к увеличению длительности плавки и снижению степени дефосфорации.
Соотношение компонентов в твердой шлакообразующей смеси, состоящей из извести, плавикового шпата и глинозема в соотношении (1,2-1,5):(0,4-0,65): (0-0,1), и ее расход 15-20 кг/т также выбраны, исходя из лучшей степени десульфурации и рафинирования стали от неметаллических включений. Исходя из хорошей гомогенизации стали по химическому составу и температуре, а также десульфурации подобраны оптимальные расходы нейтрального газа на установках внепечной обработки (расход 45-80 нм3/ч в количестве 0,1-0,5 нм3/т стали через пористые фурмы под известково-глиноземистыми шлаками с основностью 1,5-3,0 и вдувание порошкообразной извести с расходом 0,01-0,50 кг/т стали).
Заявляемый способ производства стали был реализован при выплавке стали в дуговых 100-тонных электросталеплавильных печах (см. чертеж).
Жидкий чугун подавался в цех в чугуновозных ковшах (1) железнодорожным транспортом на чугуновозных тележках (2). Далее мостовым краном (3) чугуновозный ковш (1) переставлялся на самоходную тележку (4), сцепленную с другой тележкой (4) и установленным на ней сталеразливочным ковшом (5). Тележки по рельсам подъезжали к печи 1, мостовым краном (6) жидкий чугун заливался из ковша (1) через свод в печь. В печи проводилась дефосфорация и обезуглероживание залитого чугуна продувкой через сводовую водоохлаждаемую фурму с расходом 1000-5000 м3/ч и присадкой извести и железорудных окислителей (железная руда, агломерат) в количестве соответственно 10-35 и 1-20 кг/т стали. После достижения требуемого содержания углерода и фосфора сталь с повышенным содержанием углерода из печи 1 выпускалась в ковш (5), в котором уже находилась сталь, выплавленная в печи 2 из металлолома. При этом количество стали и концентрация углерода в стали, выплавленной в первой печи, и количество стали и концентрация углерода в стали, выплавленной во второй печи, обеспечивали требуемую концентрацию углерода в готовой стали.
По ходу выпуска в ковш присаживалась твердая шлакообразующая смесь, состоящая из извести (1200-1500 кг), плавикового шпата (400-650 кг) и глинозема (до 100 кг). Далее ковш с металлом подавался на установки внепечной обработки, где проводилось доведение химического состава до требуемого (в том числе по содержанию углерода в готовой стали), десульфурация стали и доведение температуры для разливки стали до требуемой. При этом использовалась продувка стали в ковше через пористые донные фурмы инертным газом с расходом 45-80 нм3/ч в количестве 0,1-0,5 нм3/т стали под известково-глиноземистыми шлаками с основностью 1,5-3,0 и вдуванием порошкообразной извести с расходом 0,01-0,50 кг/т стали.
Заявляемый способ был опробован при выплавке среднеуглеродистой и высокоуглеродистой стали.
При использовании данного способа увеличена производительность электропечных агрегатов (длительность плавки сокращена с 2 ч 30 мин до 55-63 мин), снижены эксплуатационные затраты (расход электроэнергии уменьшен с 450-470 кВт ч/т до 280-320 кВт ч/т, расход электродов - с 4,65 до 3,8-4,2 кг/т), повышено качество металлопродукции (снижена загрязненность стали неметаллическими включениями, степень дефосфорации увеличилась с 65 до 78-84%, степень десульфурации повысилась с 50-65 до 90-92%, содержание хрома, никеля и меди не превышает 0,05% каждого).
Источники информации
1. Технологическая инструкция ОАО " КМК" 103-ЭС-388-98 "Выплавка и разливка стали в ЭСПЦ-2". Новокузнецк, 1998.
2. А. с. СССР 914639, кл. С 21 С 5/52, 23.03.1982.
3. Поляков В. В., Великанов А.В. Основы технологии производства железнодорожных рельсов - М.: Металлургия, 1990. - 416 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬСОВОЙ СТАЛИ | 2003 |
|
RU2254380C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2008 |
|
RU2384627C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2403290C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2003 |
|
RU2258083C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2000 |
|
RU2197535C2 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2000 |
|
RU2197536C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2003 |
|
RU2258084C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2398888C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2007 |
|
RU2346059C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2315115C1 |
Изобретение относится к способам получения стали в дуговых электросталеплавильных печах. Способ включает выплавку стали в двух электросталеплавильных печах (ЭСП). В первой ЭСП проводят дефосфорацию и обезуглероживание залитого в нее чугуна продувкой кислородом с расходом 1000-5000 м3/ч и присадкой извести и железорудных окислителей с расходом соответственно 10-35 и 1-20 кг/т стали. Затем полученный полупродукт после достижения в нем требуемого содержания углерода из первой ЭСП выпускают в ковш, неполностью наполненный стальным полупродуктом, полученным во второй ЭСП путем расплавления металлолома. При выпуске стали печной шлак отсекают, и в ковш присаживают при расходе 15-20 кг/т твердую шлакообразующую смесь, состоящую из извести, плавикового шпата и глинозема в соотношении (1,2-1,5):(0,4-0,65):(0-0,1). После выпуска ковш со сталью подают на установку внепечной обработки, где доводят химический состав до заданного присадкой необходимых ферросплавов и лигатур и десульфурацию стали продувкой инертным газом с расходом 45-80 нм3/ч в количестве 0,1-0,5 нм3/т стали через пористые фурмы под известково-глиноземистыми шлаками с основностью 1,5-3,0 и вдуванием порошкообразной извести с расходом 0,01-0,50 кг/т стали. Технический результат - повышение производительности ЭСП, снижение эксплуатационных затрат и повышение качества металлопродукции. 1 ил.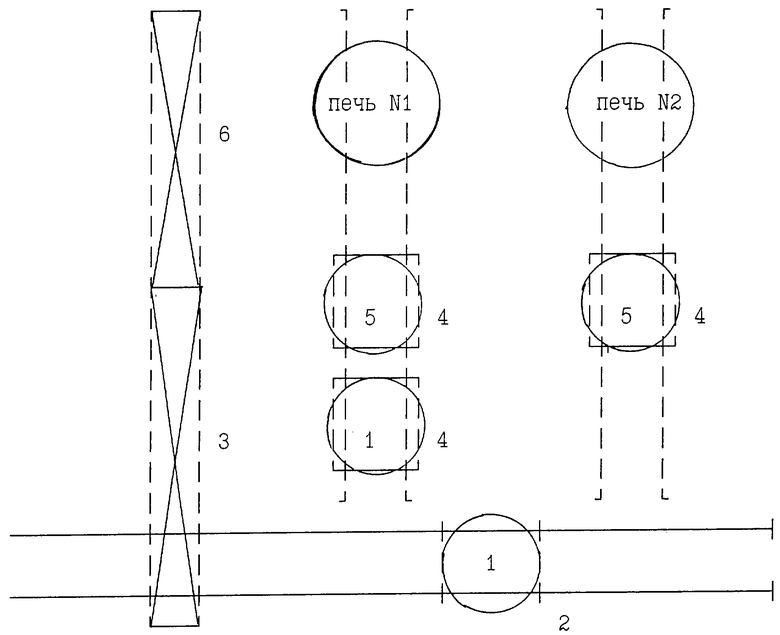
Способ производства стали, включающий присадку в печь извести и железорудных окислителей, расплавление металлолома, заливку чугуна, проведение окислительного и восстановительного периодов в дуговой электросталеплавильной печи, выпуск стали в ковш, присадку в ковш твердой шлакообразующей смеси, подачу ковша со сталью на установку внепечной обработки, доведение ее химического состава до заданного путем присадки ферросплавов и лигатур, продувку стали инертным газом через пористые фурмы, отличающийся тем, что сталь выплавляют в двух электросталеплавильных печах, причем в первой печи проводят дефосфорацию и обезуглероживание залитого в печь чугуна продувкой кислородом с расходом 1000-5000 м3/ч и присадкой извести и железорудных окислителей с расходом соответственно 10-35 и 1-20 кг/т стали, после чего полученный полупродукт после достижения в нем требуемого содержания углерода из первой электросталеплавильной печи выпускают в ковш, неполностью наполненный стальным полупродуктом, полученным во второй печи путем расплавления металлолома, причем при выпуске стали печной шлак отсекают, и в ковш присаживают при расходе 15-20 кг/т твердую шлакообразующую смесь, состоящую из извести, плавикового шпата и глинозема в соотношении (1,2-1,5): (0,4-0,65): (0-0,1), после выпуска ковш со сталью подают на установку внепечной обработки, где проводят доведение химического состава в ковше до заданного присадкой необходимых ферросплавов и лигатур и десульфурацию стали продувкой инертным газом с расходом 45-80 нм3/ч в количестве 0,1-0,5 нм3/т стали через пористые фурмы под известково-глиноземистыми шлаками с основностью 1,5-3,0 и вдуванием порошкообразной извести с расходом 0,01-0,50 кг/т стали.
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| - Новокузнецк, 1998 | |||
| SU 914639, 23.03.1982 | |||
| Способ производства стали | 1987 |
|
SU1768650A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВОВ ЖЕЛЕЗА | 1996 |
|
RU2147039C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДШИПНИКОВОЙ СТАЛИ | 1995 |
|
RU2095429C1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Переключатель для перестройки антенного контура средне-волнового передатчика | 1957 |
|
SU116720A1 |

