Изобретение относится к металлообработке, конкретно к изготовлению зубчатых колес, и может быть использовано на предприятиях машиностроения.
Известны способы механической обработки деталей машин, например шестерен, включающие ряд операций механической обработки, осуществляемых в определенной последовательности.
Операции механической обработки связаны с удалением больших объемов металла. Причем фактором, снижающим производительность обработки, является образуемая при этом сливная стружка. При обработке деталей на станках автоматической линии сливная стружка, образуемая при резании металла, затрудняет работу металлорежущего оборудования в автоматическом цикле.
Известны способы механической обработки, в которых используются режущие инструменты со специальной заточкой, не позволяют надежно обеспечить условия для стружколомания,
Известны способы механической обработки, связанные с применением кинематического дробления стружки.
Эти способы более надежны, но связаны с усложнением кинематики станков и с необходимостью иметь специальный привод к режущему инструменту.
За прототип принят способ механической обработки деталей, например шестерен, широко применяемый на машиностроительных предприятиях при работе на автоматических линиях.
Технологический процесс включает в 1 себя черновую токарную обработку, протягивание центрального отверстия, чистовую токарную обработку, зубообработку. Образуемая при чистовой токарной обработке сливная стружка, наматываясь на шпиндель, делает невозможным работу станка в автоматическом режиме, и требуется вмешательство оператора для очистки шпинделя станка или выполнения дополнительной операции выдавливания канавок на торцовой поверхности.
Целью изобретения является увеличение производительности обработки путем совмещения операций обработки и нанесения на деталь стружкоразделительных канавок.
На чертеже схематически представлен процесс осуществления предлагаемого способа.
Предлагаемый способ осуществляется следующим образом.
Деталь, например шестерню 1, торцом устанавливают на островершинные деформирующие элементы 2, установленные на несущей опоре 3 протяжного станка. Острые вершины деформирующих элементов направлены навстречу подаче деформирующего инструмента 4. При обработке отверстия (направление подачи указано стрелкой) островершинные элементы 2 одновременно с обработкой отверстия инструментом 4 выдавливают островершинные канавки на тор0 цовой поверхности.
При последующей токарной обработке наличие канавок обуславливает их действие как концентратор напряжений, способствующий скалыванию стружки. Таким образом,
5 производительность механической обработки значительно выше, так как дополнительная операция нанесения канавок не нужна.
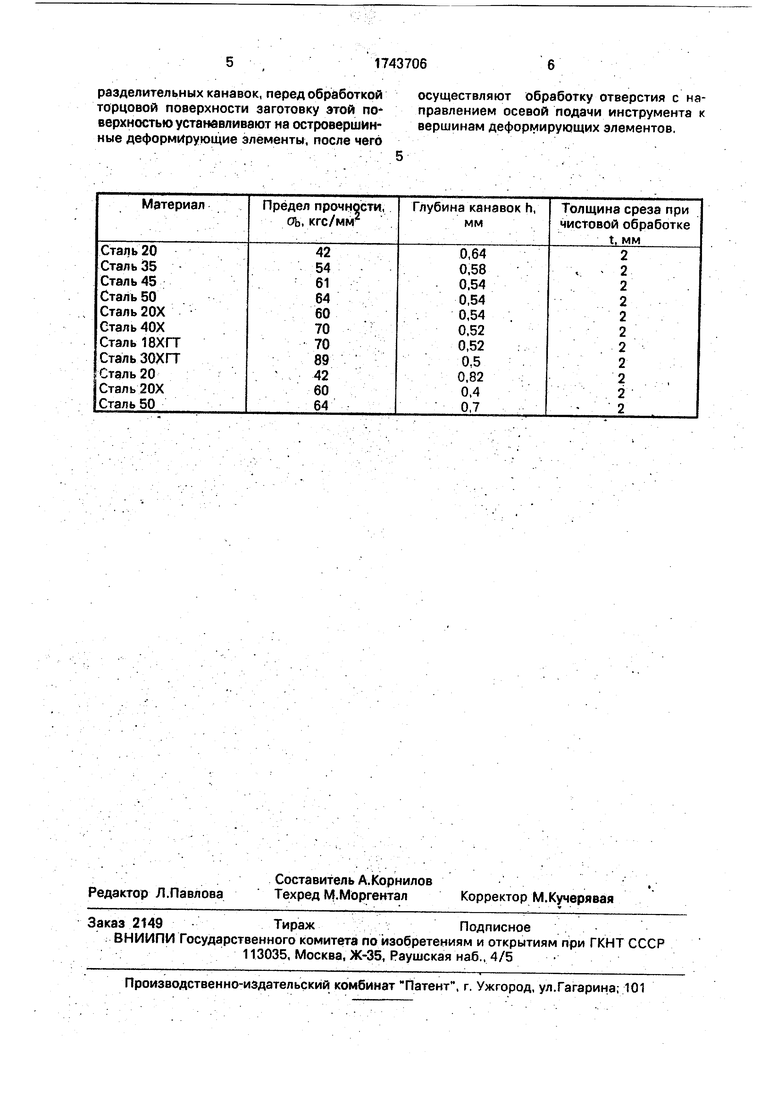
Как показали многочисленные экспери0 менты, при обработке большинства конструкционных сталей для широкого диапазона режимов обработки надежное скалывание стружки обеспечивается при глубине выдавленных канавок h (0,25-0,35) t, где t - тол
5 щина среза при чистовой обработке (таблица).
Пример При изготовлении шестерни коробки перемены передач из стали 25ХГТ предусмотрено протягивание шлицевого
0 отверстия.
При операции протягивания шлицевого отверстия с помощью островершинных режущих элементов, установленных в опорную плоскость протяжного станка, под
5 действием усилий резания при протягивании на базовую поверхность торца детали наносят островершинные V-образные канавки. Далее на операции подрезка торца при срезе на толщину ,5 мм обеспечива0 ют качественную токарную обработку с одновременным дроблением стружки.
Канавки наносят под углом к направлению движения резца для уменьшения ударных нагрузок.
5 Применение предлагаемого способа обеспечивает значительное повышение производительности обработки.
Предлагаемый способ целесообразно использовать на предприятиях машино0 строения при безлюдной механической обработке деталей, например шестерен. Ф. о р м у л а изобретения Способ механической обработки полых деталей, например шестерен, включающий
5 обработку отверстия осевой подачей инструмента и последующую обработку торцовой поверхности, отличающийся тем, что, с целью увеличения производительности обработки путем совмещения операций обработки и нанесения на деталь стружкоразделительных канавок, перед обработкой торцовой поверхности заготовку этой по верхностью устанавливают на островершинные деформирующие элементы, после чего
осуществляют обработку отверстия с направлением осевой подачи инструмента к вершинам деформирующих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для совмещенной обработки маложестких изделий | 1990 |
|
SU1773702A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕГО ДОРНОВАНИЯ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2010 |
|
RU2460627C2 |
Изобретение относится к машиностроению и, может быть использовано при изготовлении полых деталей, например шестерен. Деталь, например шестерню 1. . торцом устанавливают на островершинные деформирующие элементы 2, установленные на несущей опоре протяжного станка. Острые вершины деформирующих элементов направлены навстречу подаче деформирующего инструмента 4. При обработке отверстия островершинные элементы 2 одновременно с обработкой отверстия инструментом 4 выдавливают островершинные канавки на торцовой поверхности. При последующей токарной обработке наличие канавок обусловливает их действие как концентратор напряжений, способствующий скалыванию стружки. Таким образом, производительность механической обра- ботки значительно выше, так как дополнительная операция нанесения канавок не нужна. 1 ил., 1 табл. VI 4 OJ v| О Os
| Технологический процесс обработки шестерен ТгШ 3518020-46039 от 1985 г. |
