Изобретение относится к измерительной технике, основанной на оптических законах. Оно может быть использовано в различных отраслях народного хозяйства, например радиопромышленности, для контроля качества поверхности цилиндрических отверстий, преимущественно малых диаметров, в частности в печатных платах. Под качеством поверхности цилиндрических отверстий (отверстий печатных плат) следует понимать наличие или отсутствие неметаллизированных участков на металлизированной поверхности отверстий.
Известен токовихревой способ контроля качества поверхности цилиндрических отверстий в печатных платах, основанный на введении в отверстие датчика, представляющего собой микротрансформатор, обмотки которого расположены в плоскостях, параллельных оси отверстия, при этом возбуждаемые токи протекают в направлении образующей отверстия.
Недостатком этого известного способа является ограниченность его использования в виде определенного диаметра контролируемых отверстий, которых не может быть меньше 0,8 мм.
В современной радиотехнике в печатных платах основное количество отверстий имеет диаметр 0,6 мм, а в ближайшем будущем будет 0,4 мм.
Наиболее близким к изобретению по технической сущности является способ контроля качества поверхности цилиндрических отверстий, заключающийся в том, что освещают контролируемую поверхность световым потоком, формируют с помощью оптической системы изображение контролируемой поверхности на фотоприемнике. Способ основан на введении в контролируемое отверстие оптического устройства со световодами, фокусирующего луч лазера на контролируемую поверхность отверстия.
Недостатком этого известного способа является ограниченность его применения вследствие того, что оптическая система со световодами должна размещаться в исследуемом отверстии, и следовательно нельзя контролировать отверстия диаметром от 0,3 мм.
Целью изобретения является обеспечение возможности контроля качества поверхности цилиндрических отверстий диаметром 0,3 мм и более.
Цель достигается тем, что в способе контроля качества поверхности цилиндрических отверстий, заключающемся в том, что освещают контролируемую поверхность световым потоком, формируют с помощью оптической системы изображения контролируемой поверхности на фотоприемнике и по току с фотоприемника судят о качестве поверхности, освещение контролируемой поверхности производят расходящимся световым потоком от точного источника света, расположенного перед контролируемым отверстием, подвергают пространственной фильтрации свет, проходящий через отверстие, с помощью непрозрачного экрана, помещенного в точку изображения точечного источника света, и по трехмерному изображению контролируемой поверхности судят о ее качестве.
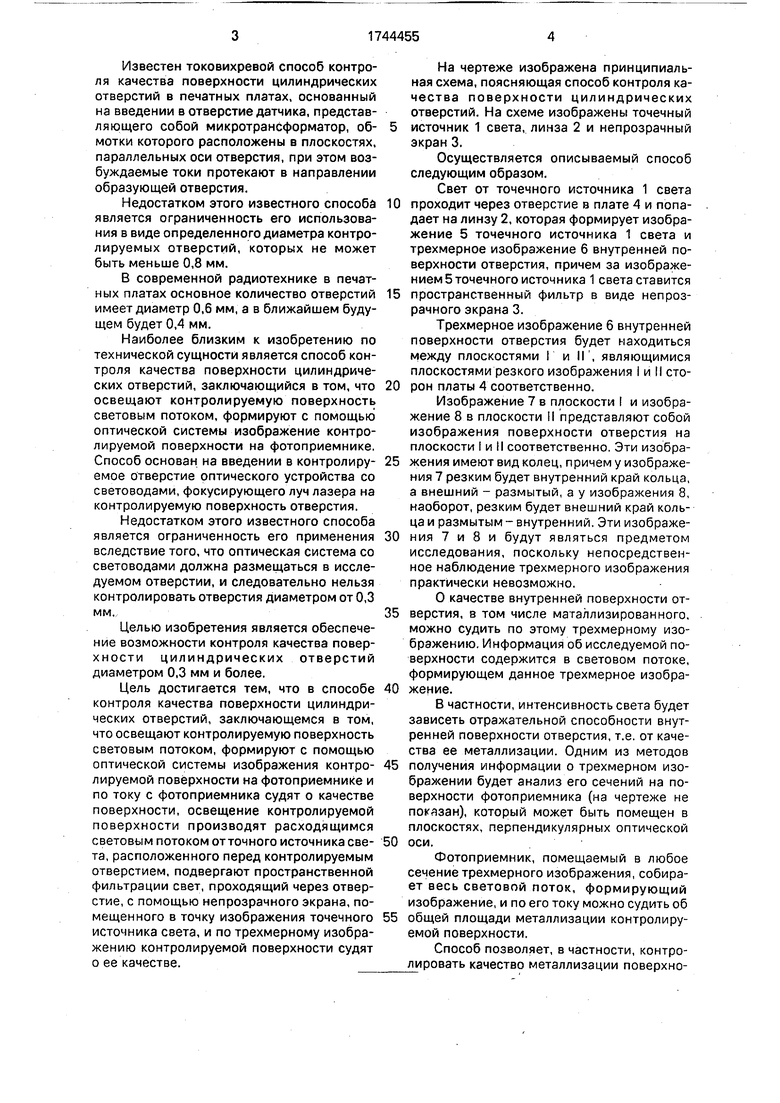
На чертеже изображена принципиальная схема, поясняющая способ контроля качества поверхности цилиндрических отверстий. На схеме изображены точечный
источник 1 света, линза 2 и непрозрачный экран 3.
Осуществляется описываемый способ следующим образом.
Свет от точечного источника 1 света
0 проходит через отверстие в плате 4 и попадает на линзу 2, которая формирует изображение 5 точечного источника 1 света и трехмерное изображение 6 внутренней поверхности отверстия, причем за изображением 5 точечного источника 1 света ставится
5 пространственный фильтр в виде непрозрачного экрана 3.
Трехмерное изображение 6 внутренней поверхности отверстия будет находиться между плоскостями I и II , являющимися плоскостями резкого изображения I и II сто0 рон платы 4 соответственно.
Изображение 7 в плоскости I и изображение 8 в плоскости II представляют собой изображения поверхности отверстия на плоскости I и II соответственно. Эти изобра5 жения имеют вид колец, причем у изображения 7 резким будет внутренний край кольца, а внешний - размытый, а у изображения 8, наоборот, резким будет внешний край кольца и размытым - внутренний. Эти изображе0 ния 7 и 8 и будут являться предметом исследования, поскольку непосредственное наблюдение трехмерного изображения практически невозможно.
О качестве внутренней поверхности от5 верстия, в том числе магаллизированного, можно судить по этому трехмерному изображению. Информация об исследуемой поверхности содержится в световом потоке, формирующем данное трехмерное изобра0 жение.
В частности, интенсивность света будет зависеть отражательной способности внутренней поверхности отверстия, т.е. от качества ее металлизации. Одним из методов
5 получения информации о трехмерном изображении будет анализ его сечений на поверхности фотоприемника (на чертеже не показан), который может быть помещен в плоскостях, перпендикулярных оптической
0 оси.
Фотоприемник, помещаемый в любое сечение трехмерного изображения, собирает весь световой поток, формирующий изображение, и по его току можно судить об
5 общей площади металлизации контролируемой поверхности.
Способ позволяет, в частности, контро- лировать качество металлизации поверхности отверстий диаметром 0,3...2 мм в печатных платах.
Формула изобретения Способ контроля качества поверхности цилиндрических отверстий, заключающийся в том, что освещают контролируемую поверхность световым потоком, формируют с помощью оптической системы изображение контролируемой поверхности на фотоприемнике и по току с фотоприемника судят о качестве поверхности, отличающийся тем, что, с целью обеспечения возможности
контроля качества поверхности цилиндрических отверстий диаметром 0,3 мм и более, освещение контролируемой поверхности производят расходящимся световым потоком от точечного источника света, располо- женного перед контролируемым отверстием, подвергают пространственной фильтрации свет, проходящий через отверстие, с помощью непрозрачного экрана, помещенного в точку изображения точного источника света, и по трехмерному изображению контролируемой поверхности судят о ее качестве.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля металлизированных отверстий печатных плат | 1991 |
|
SU1793208A1 |
| Способ контроля качества металлизации отверстий печатных плат | 1989 |
|
SU1723681A1 |
| Прибор для контроля качества поверхности детали | 1981 |
|
SU983455A1 |
| Способ контроля качества спиралей для тел накала источников света и устройство для его осуществления | 1988 |
|
SU1669017A1 |
| Способ контроля профиля сечения и устройство для его осуществления | 1986 |
|
SU1415066A1 |
| ПОРТАТИВНЫЙ ПРИБОР КОНТРОЛЯ И ИЗМЕРЕНИЯ ВОЗВРАТНО-ОТРАЖАЮЩЕЙ СПОСОБНОСТИ СВЕТОВОЗВРАЩАЮЩИХ ИЗДЕЛИЙ | 2005 |
|
RU2302624C2 |
| Способ контроля чистоты поверхности оптических элементов зрительной трубы | 1990 |
|
SU1770860A1 |
| СПОСОБ КОНТРОЛЯ ФИЗИЧЕСКИХ ПАРАМЕТРОВ ДВИЖУЩЕЙСЯ НИТИ | 1996 |
|
RU2138588C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2006 |
|
RU2334944C2 |
| СПОСОБ ЗАЩИТЫ ГОЛОГРАММ ОТ ПОДДЕЛКИ И УСТРОЙСТВО АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПОДЛИННОСТИ ГОЛОГРАММЫ | 2003 |
|
RU2246743C2 |
Изобретение относится к измерительной технике, основанной на оптических законах. Оно может быть использовано в различных отраслях народного хозяйства, например, в радиопромышленности, для контроля качества поверхности цилиндрических отверстий, преимущественно малых диаметров, в частности, в печатных платах. Цель изобретения - обеспечение возможности контроля качества поверхности цилиндрических отверстий диаметров 0,3 мм и более. Проходящий через контролируемое отверстие свет подвергают пространственной фильтрации. Для получения трехмерного изображения внутренней поверхности цилиндрического отверстия оно освещается с помощью точечного источника 1 света, расположенного на оптической оси системы перед отверстием. Позади отверстия помещается линза 2, формирующая изображение. По законам геометрической оптики свет, отраженный точками внутренней поверхности отверстия, собирается в изображении этих точек позади линзы 2, формируя трехмерное изображение всей внутренней поверхности отверстия. Свет точечного источника 1 света, проходящий через отверстие без отражения от его стенок и не участвующий в формировании изображения, задерживается с помощью непрозрачного экрана 3. По трехмерному изображению отверстия на фотоприемнике судят о качестве поверхности отверстия. 1 ил. (Л С N Јь. Јь СЛ СЛ
| В.В.Сухорукое | |||
| Электромагнитный контроль качества покрытий в отверстиях печатных плат | |||
| Труды УШ Всесоюзной научно-технической конференции по неразрушающим методам и средствам контроля, Кишинев, 1977 | |||
| Устройство для контроля качества поверхности цилиндрических отверстий | 1983 |
|
SU1125470A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
