Изобретение относится к электротермии и может быть использовано при производстве графитированных электродов, а также при их свинчивании в условиях эксплуатации на дуговых печах.
Целью изобретения является снижение числа поломок электродов за счет улучшения качества их ниппельного соединения.
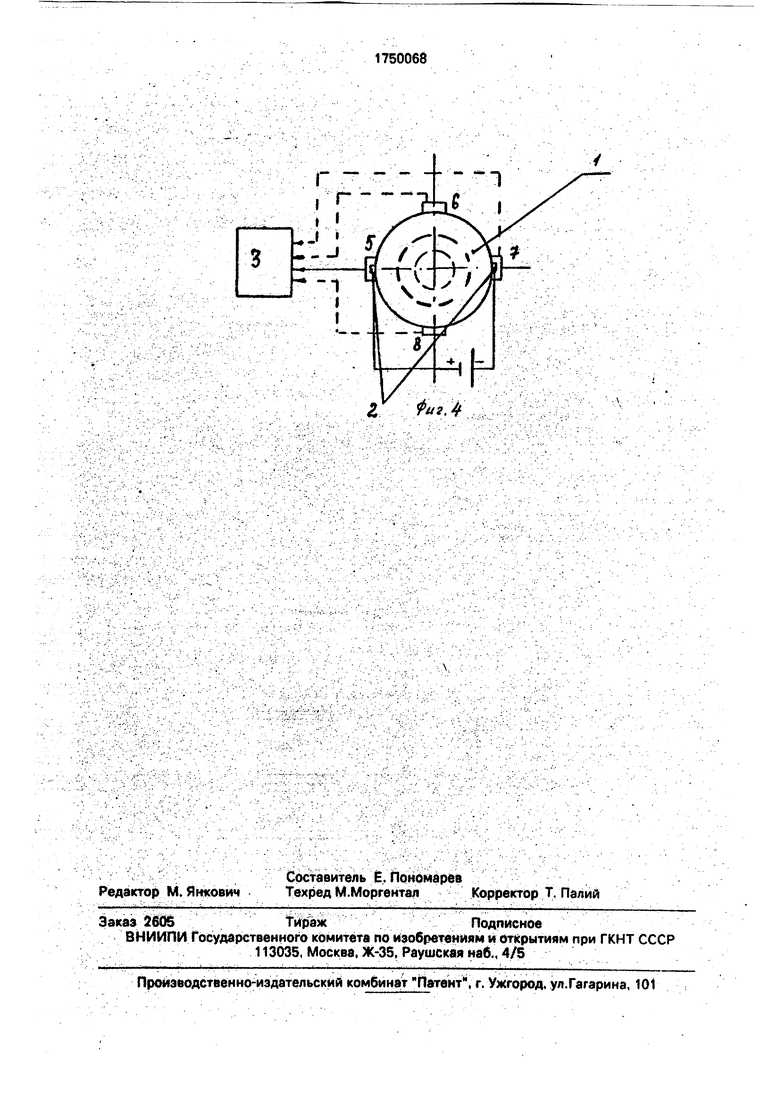
На фиг,1 и 2 показана электрическая схема для определения качества контактного соединения торцовых поверхностей электродов; на фиг.З и 4 - то же, на участках резьбы.
Способ осуществляется следующим образом.
На одинаковом расстоянии от контактного соединения к обоим соединяемым гра- фитированным электродам 1 прикладывают постоянное напряжение с помощью контактов 2 и пропускают постоянный ток через ниппельное соединение графитированных
электродов (фиг.1). Вблизи соприкосновения двух электродов на поверхности электродов измеряют индукцию постоянного магнитного поля, вызванного протеканием постоянного тока, магнитомером 3.
Затем измеряют индукцию эталонного магнитного поля. За индукцию эталонного магнитного поля принимают индукцию на поверхности цельного электрода при том же электрическом токе и тех же точках.
Если между торцами электродов 1 существует хороший контакт, то электрический ток протекает вблизи поверхности электрода и индукция его магнитного поля будет слабо отличаться от индукции магнитного поля, обусловленного протеканием такого же тока через поверхность цельного электрода.
В случае отсутствия контактного соединения ток протекает через ниппель 4 на значительном расстоянии от поверхности
VJ
(Я
о о о
00
электрода 1 и индукция магнитного поля, обусловленная его протеканием, значительно ниже эталонной величины. Следовательно, между торцами электродов 1 существует зазор и это неминуемо приведет к поломке.
При наличии хорошего контакта между торцами электродов t возможен слабый электрический контакт резьбового соедине- нйяТ что указывает на низкое качество резьбы, которая не в состоянии будет выдержать прикладываемые механические нагрузки. Для проверки качества ниппельного соединения на участках резьбы, как и в предыдущем случае, на одинаковом расстоянии от контактного соединения двух графитированных электродов 1 прикладывают постоянное напряжение с помощью контактов 2, -расположенных в одной плоскости, параллельной оси симметрии электродов 1 (фиг.2).
В случае хорошего контакта на участке резьбы согласно электрической схеме подключения через ниппель 4 осуществляется протекание постоянного тока между приложенными контактами 2 по диагонали. В этом случае индукция магнитного поля в точках измерения 5-8, будет приблизительно одинаковой.
Значительное различие индукции магнитного поля в указанных точках указывает на слабый контакт ниппельного соединения в области резьбы.
Переключают контакты 2 и производят аналогичные измерения. Измерения производят в нескольких плоскостях, параллельных оси симметрии электродов 1, и получают полную картину протекания постоянного электрического тока через ниппельное соединение графитированных электродов 1, из которой можно судить о механической прочности ниппельного соединения.
Способ определения качества ниппельного соединения графитированных электродов реализован при соединении электродов диаметром 500 мм.
Контакты приложены на расстоянии 200 мм от линии соединения торцов электродов.
При пропускании тока 100 А при качественном соединении торцов графитированных электродов величина индукции магнитного пол составила 1,1 , При
отсутствии контакта торцов электродов величина магнитной индукции в той же точке 5,6105 Тл. В случае определения качества ниппельного соединения графитированных
электродов на участках резьбы при хорошем резьбовом соединении величина магнитной индукции в указанных точках 15-8) имела значения 4,1-10 Тл; 3,8-10 Тл; 3,9 Тл; 3,5 Тл соответственно. Максимальное отличие составило 6 Тл.
При плохом резьбовом соединении величина магнитной индукции в точках , 7 и 8 имела значения 5,3-10 Тл; 4,2-10 Тл; 4,, 2, соответственно Максимальное отличие составило 2,9 Тл.
Предлагаемый способ определения качества ниппельного соединения графитированных электродов может быть реализован при сборке графитированных электродов
любых типоразмеров.
Способ позволяет без существенных затрат повысить качество выпускаемой продукции на электродных заводах и существенно повлиять на эффективность работы
дуговой печи.
Ф ормула изобретения Способ определения качества ниппельного соединения секций графитированного
электрода, при котором через ниппельное соединение измеряемого электрода пропускают постоянный электрический ток, измеряют электрический параметр, а о качестве ниппельного соединения на торцах секций
электродов судят по отклонению измеренной величины этого параметра от своего эталонного значения, отличающийся тем, что, с целью повышения точности, в качестве электрического параметра используют величину индукции магнитного поля, которую измеряют в нескольких точках вблизи ниппельного соединения, при этом в качестве эталонной величины используют индукцию магнитного поля, полученную измерением на поверхности цельного электрода при тех же токах и в тех же точках, дополнительно измеряют величину индукции магнитного поля по крайней мере в четырех диаметрально противоположных
точках, расположенных в плоскости соединения секций электродов, и по отклонению их друг от друга Судят о качестве резьбового соединения.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕЙ ДЕФЕКТОСКОПИИ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2018 |
|
RU2686570C1 |
| ЭЛЕКТРОД ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1993 |
|
RU2035127C1 |
| Способ определения допустимого тока для графитированных электродов | 1989 |
|
SU1690229A1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ЗУБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2150250C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ | 1992 |
|
RU2031552C1 |
| Способ измерения износа провода контактной сети и устройство для его осуществления | 1990 |
|
SU1776587A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2162994C2 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ РУДНОТЕРМИЧЕСКИХ И ОБЕДНИТЕЛЬНЫХ МНОГОШЛАКОВЫХ ЭЛЕКТРОПЕЧЕЙ | 1999 |
|
RU2176856C2 |
| СТОПОРНОЕ УСТРОЙСТВО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 1995 |
|
RU2117416C1 |
| Способ контроля качества ферромагнитных изделий | 1991 |
|
SU1817014A1 |

Использование: эксплуатация графитированных электродов. Сущность изобретения: измеряют величину индукции магнитного поля в нескольких точках вблизи контактного соединения. В качестве эталонной величины используют индукцию магнитного поля, полученную измерением на поверхности цельного электрода при тех же токах и в тех же точках. Дополнительно измеряют величины индукции в четырех диаметрально противоположных точках. Сравнивают их между собой и по отклонению судят о качестве резьбового соединения. 4 ил. у Ё
Фиг.З
Фиг.Ц
| Соколов A.I-K Экономия электроэнергии при эксплуатации дуговых сталеплавильных печей | |||
| - Москва - Ленинград, Госэнергоиз- дат, 1962, с.33-36 | |||
| Дмитриева Г.В | |||
| и др | |||
| Повышение эксплуатационной надежности графитирован- ных электродов | |||
| Цветные металлы, 1984, с.46-49. |
