Изобретение относится к электротермии и может быть использовано при эксплуатации графитированных электродов в дуговой сталеплавильной печи.
Известен способ определения допустимого тока для графитированных электродов [1], при котором измеряют механическую прочность на диаметральное сжатие σp и модуль упругости электродов E⊥ , находят отношение механической прочности на диаметральное сжатие к модулю упругости электродов σp/E⊥ , по которому определяют допустимый ток электродов в соответствии с графиком зависимости допустимого тока Iдоп от отношения σp/E⊥% , приведенным для двух групп электродов. Диапазон изменения электрического сопротивления для первой группы: (6,1...9)·10-6 Ом·м; для второй группы: (9,1...12,5)·10-6 Ом·м.
Недостатком известного способа является то, что, во-первых, диапазон электрического сопротивления для каждой группы электродов достаточно широк, что не позволяет точно оценить допустимый ток, во-вторых, за истекший период времени с момента выдачи свидетельства [1] производство электродов вышло на другой качественный уровень, а электрическое сопротивление электродов большого диаметра (555...610) мм снизилось до (4...5)·10-6 Ом·м. По приведенным в [1] кривым допустимый ток для современных электродов определить невозможно.
Известен способ определения допустимого тока для графитированных электродов [2] , принятый в качестве прототипа, при котором находят критерий качества, характеризующий допустимую нагрузочную способность электродов, по формуле:
Kкач = σизг.н./(ρэ·Eн)·(1-p)·(1-Tш·Tд.р.), (1)
где σизг.н. - механическая прочность на изгиб ниппеля, МПа
ρэ - электрическое сопротивление электрода, мкОм·м
Eн - модуль упругости ниппеля, ГПа
p - вероятность получения неудовлетворительных результатов приемосдаточных испытаний по нормативу отдельных показателей предела прочности на изгиб ниппеля, %
Tш - предельное отклонение шага резьбы по всей длине свинчивания, мм
Tд.р. - предельное отклонение диаметра резьбы ниппельного гнезда, мм
По приведенному в [2] графику через критерий качества Kкач находят допустимый ток.
Достоинство известного способа состоит в том, что он позволяет определить критерий Kкач, характеризующий допустимую нагрузочную способность электродов, при любом сочетании физико-механических показателей электродов и ниппелей.
Недостатки известного способа:
1. На современном этапе развития электродного производства предел механической прочности на изгиб ниппеля значительно превосходит механическую прочность электродов. Поэтому в электродной свече, состоящей из 3...4 электродов, свинченных ниппелями, лимитирующим звеном для повышения тока эксплуатации является уже не ниппель, а электрод. Поэтому критерий, характеризующий допустимую нагрузочную способность электродов, должен быть связан с физико-механическими свойствами электродов, а не ниппелей.
2. В формуле для определения Kкач явно допущены ошибки:
1) показатель p должен вводиться не в процентах, а в относительных единицах;
2) отклонение шага резьбы Tш и диаметра ниппельного гнезда Tд.р. должно быть в долях единицы, а не в мм.
Задачей заявляемого изобретения является повышение надежности и точности определения допустимой нагрузки для графитированных электродов с различными физико-механическими показателями отечественных и зарубежных заводов-изготовителей.
Задача достигается тем, что в известном способе определения допустимого тока для графитированных электродов в дуговой сталеплавильной печи определяют физико-механические параметра графитированных электродов, в том числе удельного электрического сопротивления ρэ для эталонной группы, определяют критерий Kн, характеризующий допустимую нагрузочную способность эталонной группы электродов, строят зависимость допустимого тока от критерия Kн, характеризующего допустимую нагрузочную способность эталонной группы электродов, определяют критерий Kн, характеризующий допустимую нагрузочную способность исследуемой группы электродов. Дополнительно измеряют для исследуемой группы электродов предел прочности на разрыв σp , коэффициент теплопроводности λ , модуль упругости E⊥ , коэффициент термического расширения α⊥ , а критерий Kн, характеризующий допустимую нагрузочную способность электродов, находят по формулам:
Кн1 = 0,353σp/E⊥-0,28α⊥-0,085ρэ+0,0063λ-0,294 (2)
для электродов диаметром 500 - 610 мм;
Кн2 = 0,140σp/E⊥-0,14α⊥-0,0425ρэ+0,0047λ-5,6 (3)
для электродов диаметром 350 - 450 мм;
а допустимый ток находят по величинам Kн1 или Kн2 на графике зависимости допустимого тока от критерия Kн, характеризующего допустимую нагрузочную способность исследуемой группы электродов.
Удельное электрическое сопротивление электродов ρэ измеряют параллельно оси прессования зондовым методом и вычисляют по формуле
ρэ = U·S/(IL), Омхм,
где U - падение напряжения между потенциальными зондами, В;
I - сила тока, А,
S - площадь поперечного сечения электрода, м2;
L - расстояние между потенциальными зондами, м.
Предел прочности электродов на разрыв σp определяют параллельно оси прессования методом диаметрального сжатия в соответствии с ГОСТ 23775-79.
Модуль упругости электродов E⊥ определяют перпендикулярно оси прессования по скорости прохождения ультразвука согласно методике, приведенной в ТУ 48-12-52-93 (приложение Б) и в ТУ 48-00194042-39-93 (приложение 2).
Коэффициент термического расширения α⊥ определяют перпендикулярно оси прессования в диапазоне температур 20-520oC согласно ТУ 48-0019042-38-93 (приложение 1).
Коэффициент теплопроводности λ определяют параллельно оси прессования с достаточной степенью точности по эмпирической формуле, приведенной фирмой UKAR в каталоге 1993 года:
λ = 1,3·10-3/ρэ, Вт/(м·град.)
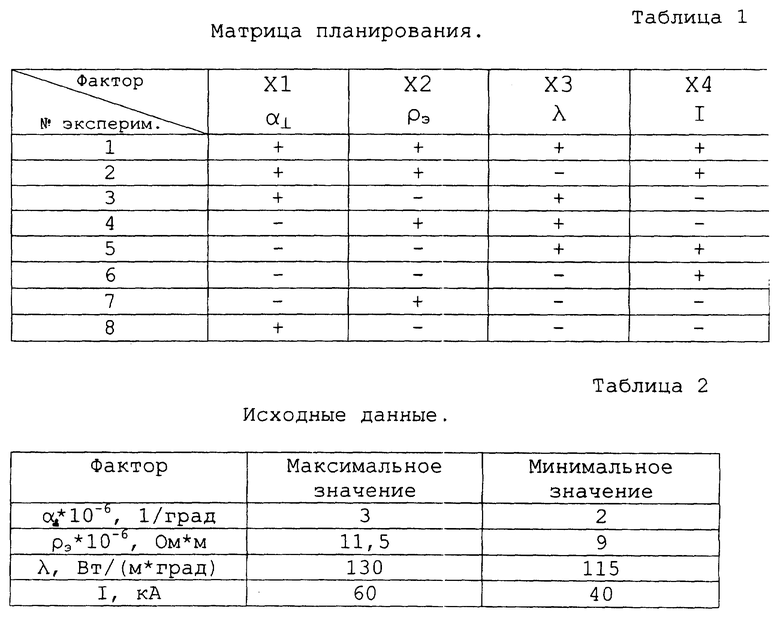
Критерий, характеризующий допустимую нагрузочную способность электродов Kн, получен в результате определения тепловых напряжений в теле электродной свечи на основе матрицы планирования многофакторного эксперимента. Использована 1/2 реплики четырехфакторного эксперимента, в соответствии с которой для оценки влияния на нагрузочную способность электродов четырех факторов (удельного электрического сопротивления ρэ , коэффициента термического расширения α⊥ , коэффициента теплопроводности λ , тока I) проведено восемь вариантов расчета температурного поля и тепловых напряжений, причем результаты расчета температуры в электродной свече подтверждены экспериментально.
Матрица планирования приведена в табл. 1. Знак "+" означает максимальное значение заданной величины, знак "-" - минимальное.
Исходные данные для обработки результатов даны в табл. 2.
Применена методика обработки факторного эксперимента. Критерий, характеризующий допустимую нагрузочную способность Kн, найден в виде полинома первой степени (формулы (2), (3)), где каждое слагаемое с коэффициентами, определенными на основании табл. 2, характеризует влияние данного физико-механического параметра на величину допустимого тока электрода в условиях одновременного изменения других физико-механических параметров (в соответствии с табл. 1).
Перечисленные физико-механические показатели (σp,ρэ,E⊥,α⊥,λ) даются в каталогах зарубежных фирм. Отечественные заводы-изготовители приводят в технических условиях, по которым изготавливаются электроды, как правило, не все физико-механические показатели. Часть показателей (Ε⊥,α⊥) дается факультативно. В таких случаях недостающие физико-механические показатели определяют дополнительно.
Допустимый ток определяют по величине Kн1 или Kн2 по графику (см. чертеж) зависимости допустимого тока от критерия Kн, характеризующего допустимую нагрузочную способность исследуемой группы электродов.
Пример определения допустимого тока в соответствии с заявляемым изобретением:
Определим допустимый ток (Iдоп.) для электродов фирмы UKAR диаметром 610 мм типа AGR, предназначенных для работы на мощных печах при нормальных нагрузках.
Их физико-механические показатели:
- предел прочности на разрыв σp = 6 МПа;
- модуль упругости E⊥ = 4,4 ГПа;
- коэффициент термического расширения в перпендикулярном направлении α⊥ = 0,4·10-6 1/град
- удельное электрическое сопротивление ρэ = 6,5·10-6 Ом·м;
- коэффициент теплопроводности λ = 200 Вт/м·град.
По формуле (2) находим критерий, характеризующий допустимую нагрузочную способность электродов:
Kн = 0,353·6/4,4 - 0,28·0,4 - 0,085·6,5 + 0,0063·200 - 0,294 = 0,78
По графику Iдоп. = f(Kн) (фиг. 1) находим Iдоп. при Kн = 0,78 Iдоп. = 66,5 кА. По данным фирмы: Iдоп. = 68,0 кА.
Отклонение расчетного допустимого тока от рекомендуемого фирмой составило (68-66,5)/68 = (1,5/68)·100% = 2,2%.
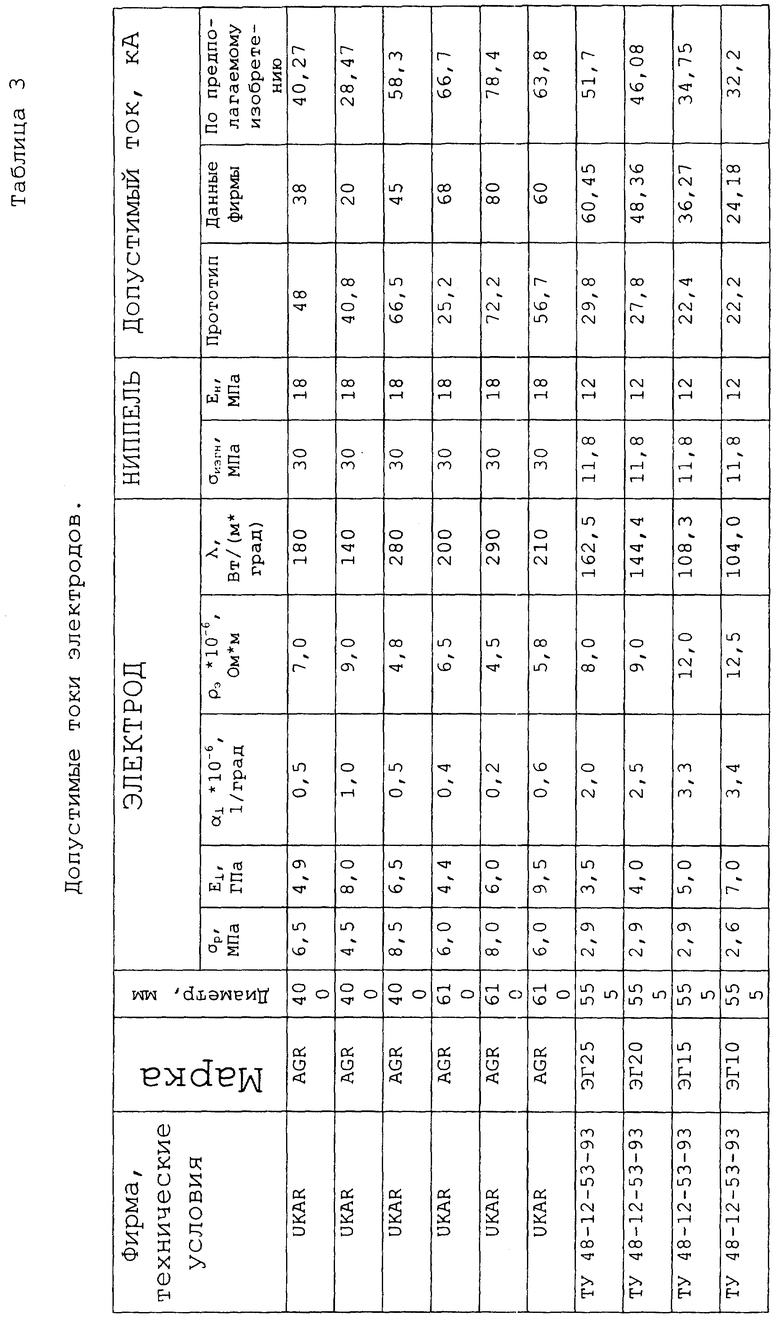
В табл. 3 представлены физико-механические показатели графитированных электродов и ниппелей зарубежного и отечественного производства и величина допустимого тока, определенная по прототипу и заявляемому изобретению, а также величина допустимого тока, рекомендованная изготовителями.
Сравнение результатов определения допустимого тока по прототипу и по данным отечественных заводов-изготовителей и зарубежных фирм показывает, что выбор допустимого тока по физико-механическим свойствам ниппелей, как правило, не соответствует нагрузкам, рекомендованным изготовителем, а совпадение расчетов допустимого тока электродов по прототипу с данными завода-изготовителя является случайностью, а не закономерностью.
Допустимые токи, определенные по заявляемому изобретению, достаточно близко совпадают с токами, рекомендованными заводами-изготовителями. Отличие допустимых токов, определенных по заявляемому изобретению от токов, рекомендованных фирмой UKAR, объясняется неточностью сведений о физико-механических показателях электродов этой фирмы - они взяты по каталогам для группы электродов 250-400 мм, а не по сертификатам на партию электродов диаметром 400 мм.
Несовпадение допустимых токов, рекомендованных отечественными заводами-изготовителями, с рассчитанными по заявляемому изобретению объясняется отсутствием у заводов-изготовителей доступного способа их определения, поэтому рекомендованные токи или завышены (для ЭГ25), или занижены (для ЭГ10).
Совершенно очевидно, что эксплуатация электродов на дуговых сталеплавильных печах должна осуществляться с токами, не превышающими их допустимую величину. Правильный выбор допустимого тока электродов является одним из главных условий для расчета оптимального электрического режима и, следовательно, достижения максимальной производительности печи. Кроме того, с выбором допустимого тока электродов связан удельный расход электродов. При эксплуатации электродов диаметром 555 мм в однотипных условиях на 100-тонных дуговых печах с печным трансформатором 32 МВА повышение допустимого тока электродов на 1 А/см2 дает снижение их удельного расхода на 19%.
Поэтому точное определение допустимого тока графитированных электродов и выбор соответствующего электродного режима позволит привести к существенному снижению удельного расхода электродов и ликвидации поломок.
Литература
1. Авторское свидетельство СССР N 1341563 кл. G 01 N 27/104, 1987.
2. Патент Российской Федерации RU 2031552 C1, кл. 6 H 05 B 7/08.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ | 1992 |
|
RU2031552C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ПОДОВЫХ БЛОКОВ | 2005 |
|
RU2296317C1 |
| Способ определения допустимого тока для графитированных электродов | 1989 |
|
SU1690229A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕФТЕ- И ВОДОНАСЫЩЕННОСТИ ОБРАЗЦОВ ГОРНЫХ ПОРОД | 2000 |
|
RU2175764C2 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ РУДНОТЕРМИЧЕСКИХ И ОБЕДНИТЕЛЬНЫХ МНОГОШЛАКОВЫХ ЭЛЕКТРОПЕЧЕЙ | 1999 |
|
RU2176856C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| СПОСОБ УВЕЛИЧЕНИЯ НАГРУЗОЧНОЙ СПОСОБНОСТИ ПОДЗЕМНОГО КАБЕЛЯ | 1994 |
|
RU2079200C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХИМИЧЕСКОЙ АКТИВНОСТИ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ ПО ОТНОШЕНИЮ К СОЕДИНЕНИЯМ ЖЕЛЕЗА В ВОДНЫХ РАСТВОРАХ | 2004 |
|
RU2267783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТИРОВАННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2045473C1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОГО МЕСТОРОЖДЕНИЯ | 2003 |
|
RU2256784C1 |
Изобретение относится к электротермии, в частности к использованию при эксплуатации графитированных электродов в дуговой сталеплавильной печи. Способ включает определение физико-механических параметров графитированных электродов, в том числе удельного электрического сопротивления ρэ для эталонной группы, определение критерия Кн, характеризующего допустимую нагрузочную способность эталонной группы электродов, построение зависимости допустимого тока от критерия Кн, характеризующего допустимую нагрузочную способность эталонной группы электродов, определение критерия Кн, характеризующего допустимую нагрузочную способность исследуемой группы электродов. Дополнительно измеряют для исследуемой группы электродов предел прочности на разрыв σр, коэффициент теплопроводности λ, модуль упругости E⊥, коэффициент термического расширения α⊥, а критерий Кн, характеризующий допустимую нагрузочную способность электродов, находят по формулам Кн1 = 0,353σр/E⊥-0,28α⊥-0,085ρэ+0,0063λ-0,294 для электродов диаметром 500-610 мм; Кн2 = 0,140σр/E⊥-0,14α⊥-0,0425ρэ+0,0047λ-5,6 для электродов диаметром 350-450 мм, а допустимый ток находят по величине Кн1 или Кн2 на графике зависимости допустимого тока от критерия Кн, характеризующего допустимую нагрузочную способность исследуемой группы электродов. Способ позволяет повысить надежность и точность определения допустимой нагрузки для графитированных электродов с различными физико-техническими показателями отечественных и зарубежных заводов-изготовителей. 1 ил., 3 табл.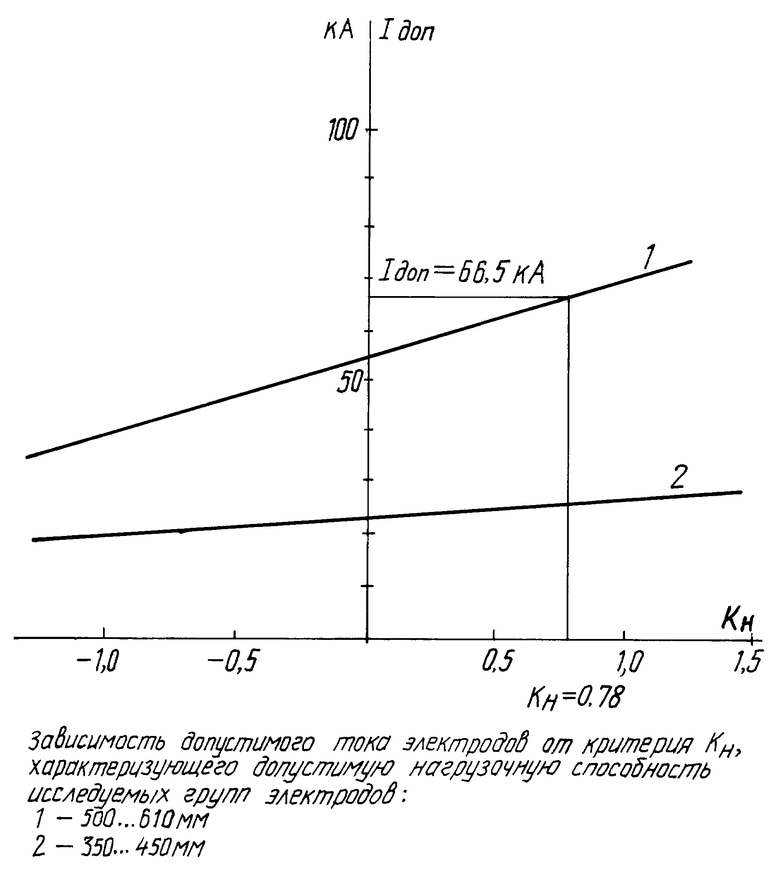
Способ определения допустимого тока для графитированных электродов в дуговой сталеплавильной печи, включающий определение физико-механических параметров графитированных электродов, в том числе удельного электрического сопротивления ρэ для эталонной группы, определение критерия Кн, характеризующего допустимую нагрузочную способность эталонной группы электродов, построение зависимости допустимого тока от критерия Кн, характеризующего допустимую нагрузочную способность эталонной группы электродов, определение критерия Кн, характеризующего допустимую нагрузочную способность исследуемой группы электродов, определение допустимого тока по указанной зависимости, отличающийся тем, что дополнительно измеряют для исследуемой группы электродов предел прочности на разрыв σр, коэффициент теплопроводности λ, модуль упругости E1, коэффициент термического расширения α⊥, а критерий Кн, характеризующий допустимую нагрузочную способность электродов, находят по формулам
Кн1 = 0,353σр/E⊥-0,28α⊥-0,085ρэ+0,0063λ-0,294
для электродов диаметром 500 - 610 мм;
Кн2 = 0,140σр/E⊥-0,14α⊥-0,0425ρэ+0,0047λ-5,6
для электродов диаметром 350 - 450 мм,
а допустимый ток находят по величине Кн1 или Кн2 на графике зависимости допустимого тока от критерия Кн, характеризующего допустимую нагрузочную способность исследуемой группы электродов.
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОГО ТОКА ДЛЯ ГРАФИТИРОВАННЫХ ЭЛЕКТРОДОВ | 1992 |
|
RU2031552C1 |
| Способ определения допустимого тока для графитированных электродов | 1985 |
|
SU1341563A1 |
| Способ определения допустимого тока для графитированных электродов | 1989 |
|
SU1690229A1 |
| 0 |
|
SU157104A1 | |
| Система смазки двигателя внутреннего сгорания с сухим картером | 1988 |
|
SU1615404A1 |
| ПОДБОРЩИК ЛЬНА | 1972 |
|
SU429774A1 |

