Изобретение относится к технике приготовления газовых смесей, преимущественно для контроля герметичности изделий, и может быть использовано в машиностроении, химической промышленности и т.п.
Известен способ заполнения полости изделия смесью пробного газа при контроле герметичности изделий, заключающийся в попеременной подаче компонентов смеси через соответствующие дроссельные элементы, и емкости, соединенные со смесителем и заполняемым объемом.
Недостатком известного способа является большая зависимость концентрации от
давлений на входе в дроссельные элементы, и от объемов технологических емкостей (контрольного газа, смесителя и т.п.), что ведет к необходимости обеспечения высокой точности измерения давлений в технологических объемах, процесс также прерывается зо времени.
Известен способ приготовления и заправки изделия газовой смесью при контроле герметичности, заключающийся в заправке компонентоё газовой смеси не Посредственно в процессе контроля герметичности путем последовательной подачи доз пробного газа в полость изделия к консл
о
х|
тролируемым зонам из условия получения заданной концентрации кот рольной смеси в изделии после подачи последней дозы.
Способ имеет недостаточную точность приготовления смеси газов, которая зависит от точности измерения парциальных давлений компонентов смеси в процессе заполнения изделия, а неравномерная концентрация в процессе заполнения изделия усложняет контроль суммарной негерметичности, особенно при заправке крупнога баритных емкостей сложной конфигурации. Процесс имеет перерывы во времени, что удлиняет цикл.
Цель изобретения - повышение точности дозирования концентрации смеси при изменяющихся параметрах смешиваемых компонентов перед дроссельными элементами, расширение диапазона регулирования, упрощение и обеспечение возможности автоматизации процесса заправки полости изделия смесью пробного газа с заданной концентрацией и изменением концентрации во времени.
Поставленная цель достигается тем, что в способе заполнения полости изделия смесью пробного газа при контроле герметичности изделий, заключающемся в попеременной подаче доз компонентов смеси в полость изделия, величину которых задают из условия получения заданной концентрации смеси в изделии по измеренным величинам давлений в каждый очередной интервал времени, дополнительно измеряют температуры компонентов газовой смеси перед смешением и в полости изделия, в каждый очередной интервал времени подают дозы с откорректированным соотношением объемов компонентов в них, определяют фактическую концентрацию смеси по соотношению фактических обье- мов компонентов, поданных в полость изделия, а последующие дозы формируют и подают с учетом отклонения фактической концентрации от заданного значения.
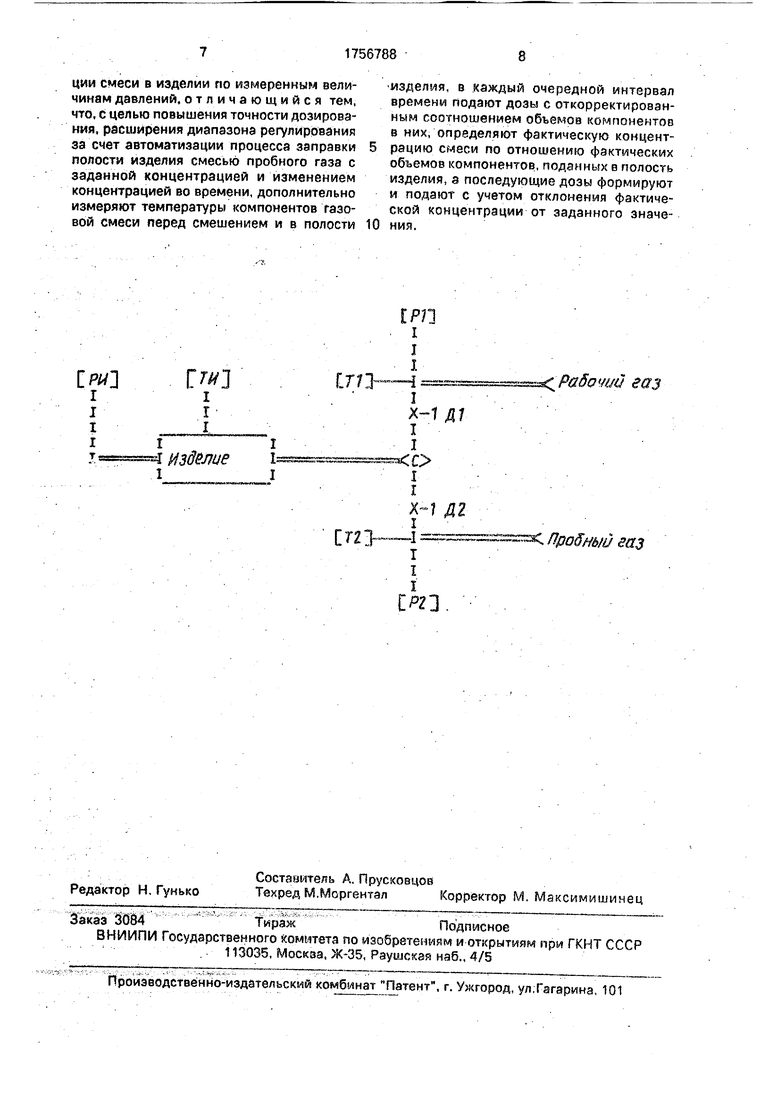
На чертеже изображена принципиальная схема установки для приготовления и заправки в полость изделия смеси пробного газа для контроля герметичности изделия,
Пример. Производится контроль герметичности полости Изделия на герметичность. Газы подаются в изделие через соответствующие дроссельные элементы: рабочий газ через дроссель Д1, пробный газ через дроссель Д2 Смешение газов производится в смесителе С. Контроль параметров (давление, температуры) газов осуществляется преобразователями1 Р1, P2J РИ - давление рабочего пробного газов и газовой смеси в изделии П,Т2,ТИ
-температуры газов: рабочего, пробного и газовой смеси в изделии.
Регулирование расходов газов в процессе заполнения изделия осуществляется
дросселями Д1 и Д2. Дроссели выбирают дискретного типа, т.е. имеющие пошаговый принцип изменения площади поперечного сечения. Количество шагов изменения площади поперечного сечения дросселей и дискретность шага, т.е. величину приращения площади поперечного сечения за 1 шаг выбирают исходя из требуемой точности регулирования расходов компонентов смеси. Дроссель Д1 (рабочего газа) имеет I дискретных положений (1,21); дроссель Д2
(пробного газа) имеет I дискретных положений (1,2I).
По принятому технологическому процессу требуется заправить полость изделия
(объем V 10МЗ) газовой смесью до давления Р(ИСП) 10 МПас концентрацией пробного газа (гелия) 15%, с точностью ±4%, при этом скорость повышения давления в полости изделия не должна превышать
(DP/DT)0,2 МПа/мин,
Способ осуществляют следующим образом:
Дроссели предварительно градуируют с помощью образцовых расходомерных устройств при различных значениях параметров давления и температуры газов перед ними, например, в каждом дискретном положении I и J, Градуировочные характеристики получают в виде математических
зависимостей, например:
Q(1,1) A(1,1)+B(1,1)P+C(1,1)T; 0(1,2) А(1,2)+В(1,2)Р+С(1,2)Т;
0(1,1) А(1,1)+В(1,1)Р+С(1,1)Т; 0(2,1) А(2,1)+В(2,1)Р+С(2,1)Т; 0(2,2) А(2,2)+В(2,2)Р+С(2,2)Т;
О)
Q(2,J) A(2,J)+B(2,J)P+C(2,J)T.
Их используют для управления процессом заполнения емкости изделия газовой смесью. При этом, давление газов перед дросселями поддерживают из условия обес- печения сверхкритического режима истечения.
По измеренным в процессе заполнения параметрам газов на входе в изделие определяют возможные значения расходов газов Q( 1,1) и Q(2J) через соот ветствующие дроссели Д1 и Д23 для каждого (1-того, J-того) дискретных значений площадей поперечных сечений Р(1,1)и F(2,J), соответственно.
Рассчитывают соответствующие им значения концентраций газовых смесей по
отношениям расходов (объемов доз) и выбирают из них значения, удовлетворяющие заданной концентрации (15%) с заданной точность (± 4%) по формулам:
C(1,1)-Q(2.1)/Q(1,1);5
С(2,1) 0(2,2)70(1,1);
C(1,1)-Q(2.1)/Q(1,1);
С(1,1) Q(2,1)/Q(1,1);
C(1,2) 0(2,1)70(1,2); C(2,2) Q(2,2)/Q(1,2);
C(J,1) Q(2,J)/Q(1,1)
где C(1,1).,.(CJ,1) - концентрации смесей, получаемых при сочетании дросселей в дискретных положениях с открытыми сечениями F(1,1): F(1,2); F(2J)n F(1,1), соответственно.
Выбирают из совокупности значений, рассчитанных по (2), значения концентра- ции, удовлетворяющих требованию заданной точности, например: С(5,7); C(9,12)... C(J-M,I-L),
(3)
где К - количество концентраций, удовлет- воряющих требованиям заданной точности;
L,M - числа, указывающие положение дросселей (отсчитываемые) от J и I;
Для выбранных (К) значений концентраций определяют суммарные расходы компо- нентов смеси:
Q(CVM) Q(1,1) Q(2J);(4)
Для каждого (К-того) значения концентрации выбирают такое сочетание дросселей, которое обеспечивает наибольшее значение суммарного расхода 0(сум)МАХ Q(1,1-L)+Q(2,J-M), не превышающее предельный расход из условия обеспечения скорости нарастания давления в изделии, В данном примере предельный расход может быть определен из выражения
о(СУМ)(1,1-1}чэ(2л-м)мо(МАХ)
V(DP/DT) 2M3/MHN(5)
Для выбранного соотношения расходов выбирают соответствующие значения дрос- селей с соответствующими значениями площадей
ДЛЯ ДРОССЕЛЯ Д1: (1,1-L);
(6)
ДЛЯ ДРОССЕЛЯ Д2: (2,J-M);
Включают дроссели в дискретные положения (6), выбранные по условиям 1-5, при этом рабочий газ истекает через дроссель Д1 с расходом 0(1,1-1). э пробный газ - через дроссель Д2 с расходом 0(2,J-M),
5
10
15
20 25
30
35
4045
50
55
смешиваются в смесителе С и поступают в изделие с заданной концентрацией (соотношением расходов)и скоростью наполнения изделия не превышающей заданную.
Выбор положений дроссельных элементов осуществляют с учетом соответствия отклонения концентрации смеси в данный интервал времени в противоположную сторону от отклонения суммарной концентрации смеси
С(СУМ) О(1 СУМ)/0(2СУМ).(7)
определенного по соотношениям фактических значений количеств компонентов смеси, заправленных в изделие, суммируемых в каждый отдельный N-ый интервал времени ЛТ, соответствующий положениям дроссельных элементов:
0(1 СУМ) СУММА Q(1-L) T(N);
(8)
0(2 СУМ) СУММА Q(J-M)T(N)J. где л T(N) - интервал бремени, в течение которого дроссели находятся в выбранном положении (I-L) и (J-M),
Выбор положений с учетом суммарной погрешности позволяет в значительной мере повысить точность приготовления смеси, соответственно снижается необходимость увеличения количества дискретных положений дроссельных элементов, а это в значительной мере упрощает задачу заправки крупногабаритных емкостей газовой смесью.
Применение данного способа позволяет повысить точность дозирования за счет применения дискретных дросселей регулирования с шагом регулирования, меньшим, чем заданная точность, расширить диапазон регулирования за счет того, что количество заданных значений концентраций определяется числом сочетаний дискретных положений дросселей, а также создавать смеси с переменной во времени концентрацией, упростить способ за счет того, что одновременно с регулированием расхода газа (компонента смеси) осуществляется контроль заданного значения расхода косвенно по параметрам газового потока перед дроссельными элементами, определяемым в технологическом процессе, обеспечить возможность автоматизации процесса, сократить время переходного процесса при изменении параметров смешиваемых компонентов, а следовательно, и время заполнения изделия,
Формула изобретения
Способ заполнения полости изделия смесью пробного газа при контроле герметичности изделий, включающий попеременную подачу доз компонентов смеси газов в полость изделия, величину которых задают из условия получения заданной концентрации смеси в изделии по измеренным величинам давлений,отличающийся тем, что, с целью повышения точности дозирования, расширения диапазона регулирования за счет автоматизации процесса заправки полости изделия смесью пробного газа с заданной концентрацией и изменением концентрацией во времени, дополнительно измеряют температуры компонентов газовой смеси перед смешением и в полости
0
изделия, в каждый очередной интервал времени подают дозы с откорректированным соотношением объемов компонентов в них, определяют фактическую концентрацию смеси по отношению фактических объемов компонентов, поданных в полость изделия, а последующие дозы формируют и подают с учетом отклонения фактической концентрации от заданного значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контрольной капиллярной течи | 2020 |
|
RU2736165C1 |
| Галоидный течеискатель | 1975 |
|
SU587352A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2589941C1 |
| Способ испытаний изделий на суммарную негерметичность | 2016 |
|
RU2654340C1 |
| Способ заправки изделий контрольной смесью при испытании на герметичность с помощью течеискателя | 1990 |
|
SU1778593A1 |
| Способ измерения степени суммарной герметичности многополостных изделий | 2019 |
|
RU2712762C1 |
| Способ приготовления газовых смесей для калибровки газоанализаторов | 2023 |
|
RU2809483C1 |
| Способ испытаний многополостных изделий на суммарную негерметичность | 2023 |
|
RU2811533C1 |
| Способ контроля герметичности изделий | 1989 |
|
SU1606893A1 |
| Струйный пылемер | 1977 |
|
SU661304A1 |
Использование: изобретение относится к технике приготовления газовых смесей, преимущественно для контроля герметичности изделий, и может быть использовано в машиностроении, химической промышленности и т.п. Повышается точность дозирования концентрации смеси при изменяющихся параметрах смешиваемых компонентов перед дроссельными элементами. Сущность: способ заключается в том, что изменение проходного сечения дросселей осуществляют дискретно, с шагом, обеспечивающим заданную точность приготовления смеси, в процессе заполнения полости изделия, определяют параметры газового потока перед дроссельными элементами, затем, по известным градуировочным характеристикам определяют значения расхода компонентов смеси, соответствующие проходным сечениям дискретных положений дроссельных элементов, рассчитывают отношения расходов и, по их отношениям выбирают значения проходных сечений дроссельных элементов, удовлетворяющие заданной концентрации с требуемой точностью и скорости превышения давления в полости изделия по суммарному расходу компонентов смеси. 1 ил.
СГ/3
I I I
I
Изделие
Работ/и газ
х-1 д/
i
:с
i
г
хi -i
т I I
1 Д2
С Пробный газ
«G
| Устройство для приготовления контрольной смеси высокого давления при испытании изделий на герметичность | 1975 |
|
SU615377A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля герметичности полых изделий | 1985 |
|
SU1272137A1 |
