Изобретение относится к электротехнике, а более конкретно к сборке трансформаторов, и может быть использовано в трансформаторах с дисковыми чередующимися обмотками, между катушками которых для охлаждения используются плоские теплоотводящие элементы, например алюминиевые пластины.
Известен способ сборки трансформатора, согласно которому катушки дисковой чередующейся обмотки размещают на стержнях магнитопровода, устанавливают в чередующемся порядке теплоотводящие элементы и катушки, последние стягивают и прессуют при помощи ярмовых балок маг- нитопоовода, активную часть после ее сборки размещают в кожухе и устанавливают крышку.
Недостатком этого способа является сложность процесса сборки из-за необходимости развития поверхности при помощи гофр, охватывающих теплоотводящие элементы, и недостаточно высокое качество изготовления из-за большого теплового сопротивления между обмотками и кожухом, что приводит к повышению температуры обмотки при нагрузке трансформатора.
Указанный способ сборки трансформатора является традиционным и за сравнительно длительный период его использования практически принципиальных изменений не претерпел, поэтому он является наиболее близким к изобретению.
Целью изобретения является упрощение процесса сборки и улучшение качества трансформаторов путем повышения надежности крепления теплоотводящих элементов.
Цель достигнута тем, что в известном способе сборки трансформатора, согласно которому катушки дисковой чередующейся обмотки размещают на стержнях магнитопровода, устанавливают в чередующемся порядке теплоотводйщиб элементы и катушки, последние стягиваКот и прессуют при помощи ярмовых балок магнитопровода, активную часть после ее сборки размещают в кожухе, устанавливают его крышку, тепло- отводящие элементы закрепляют на крышке путем сварки и устанавливают между
С
о
теплоотводящими элементами катушки, а затем в отверстия катушек заводят стержни магнитопровода с одним зашихтованным ярмом, зашихтовывают другое ярмо и стягивают катушки, а активную часть трансфер- матора размещают в кожухе совместно с его крышкой.
Предложенный способ сборки трансформатора позволяет упростить процесс сборки и повысить качество трансформато- ра за сче г обеспечения удобного и надежного крепления теплоотводящих элементов к крышке.
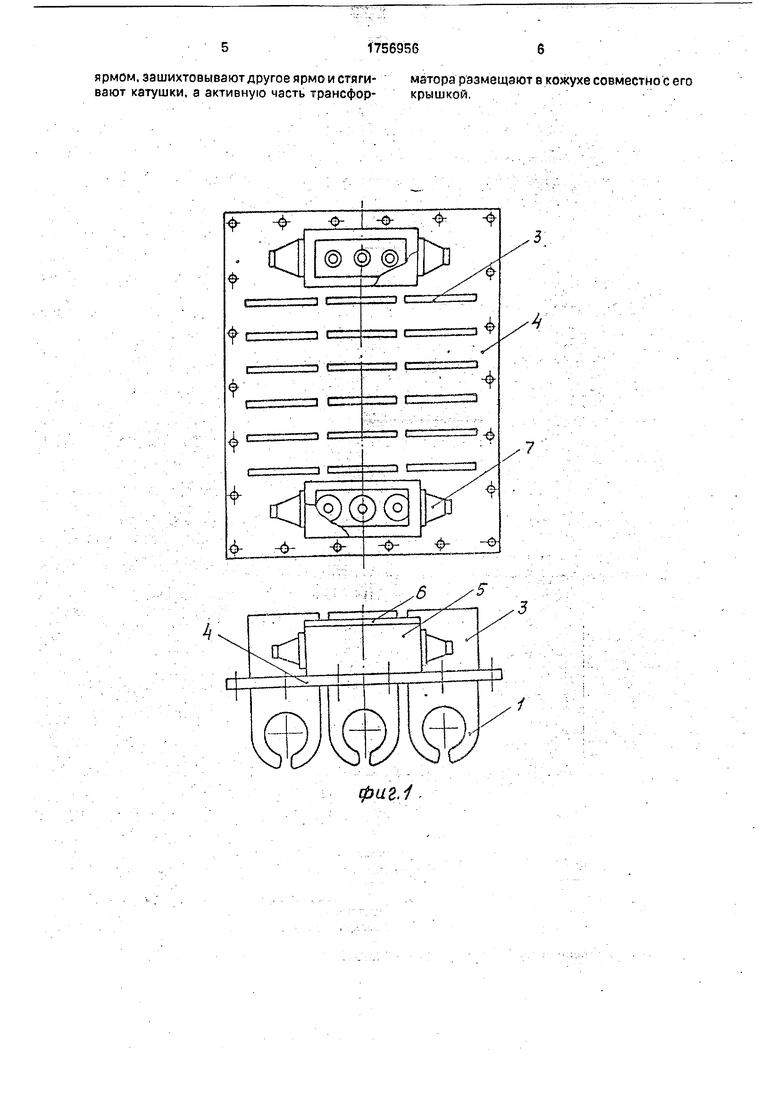
На фиг. 1 изображена крышка со смонтированными нанейтеплоотводящим ииох- лаждающими элементами; па фиг. 2 - установка катушек дисковых чередующихся обмоток между теплоотводящими пластинами и магнитопровода его стержнями в отверстия катушек; на фиг. 3 - монтаж ак- тивной части, смонтированной на крышке, в кожухе.
Теплоотводящие элементы 1 (фиг. 1), выполненные по форме и разменам в соответствии с катушками 2 (фиг, 2) дисковой чередующейся обмотки трансформатора, и охлаждающие элементы 3 прикрепляют к плите 4 крышки трансформатора. На этой же плите 4 монтируют кабельные коробки 5, содержащие крышки 6 и кабельные вводы 7, Теплообводящие элементы 1 прикрепляют к плите 4 с учетом последующего размещения между ними катушек 2 обмотки трансформатора После размещения катушек 2 между теплоотводящими элементами 1 обеспечивают соосность отверстий катушек
2и теплоотводящих элементов 1, Производят сборку магнитопровода, содержащего стержни 8 и ярма 9. Одно ярмо 9 магнитопровода стягивают при помощи ярмовых балок Юишпилек 11,а стержни 8 магнитопровода бандажируют. Магнитопровод с одним ярмом 9 вводят стержнями 8 в отверстия катушек 2, размещенных соосно с теплоотводящими элементами 1, после чего зашихтовывают второе ярмо.
Стягивание смонтированной активной части осуществляют при помощи ярновых балок 10 и стягивающих шпилек 12 (фиг. 3). Электрические соединения катушек 2 в об- мотку и междуфазные соединения обмоток осуществляют при помощи отводов (не показаны).
После выполнения необходимых соеди- нений активную часть совместно с крышкой опускают в кожух 13 и притягивают крышку к фланцам 14 кожуха болтами.
Конструктивно охлаждающие элементы
3и теплоотводящие элементы 1 могут выполняться в виде цельных пластин, пронизывающих крышку.
Упрощение технологии сборки состоит в более удобном доступе к сопряжению теплоотводящих элементов с крышкой при проведении сварочных работ, что обеспечивает более надежное крепление. Этот способ позволяет произвести качественную сварку со стороны теплоотдающей и тепловосприни- мающей частей теплоотводящих элементов, что является особенно важным для трансформаторов, предназначенных для эксплуатации в условиях взрывоопасных сред, При нарушении предложенного порядка сборки трансформатора выполнение сварочных операций по закреплению теплоотводящих элементов можно осуществить путем удлинения тепловоспринимающей части тепло- отводящих элементов, что, однако все же не позволит произвести сварку качественно в связи с тем, что доступ к сопряжению крышки с теплоотводящими элементами все же остается ограниченным. Отсюда следует, что предложенный способ сборки трансформатора позволяет выполнить изделие более компактным, снизить металлоемкость и улучшить условия охлахсдения обмотки трансформатора за счет уменьшения длины охлаждающих элементов.
Предложенный способ сборки трансформатора позволяет: снизить расход конструкционных материалов на 17-19 %; упростить конструкцию кожуха трансформатора за счет исключения гофрированной поверхности; упростить технологию изготовления; повысить надежность эксплуатации за счет обеспечения жестких связей между обмоткой и кожухом трансформатора посредством пластин.
Формула изобретения
Способ сборки трансформатора, согласно которому катушки дисковой чередующейся обмотки размещают на стержнях магнитопроводз, устанавливают в чередующемся порядке теплоотводящие элементы и катушки, последние стягивают и прессуют при помощи ярмовых балок магнитопровода, активную часть магнитопровода после ее сборки размещают в кожухе, устанавливают его крышку, отличающийся тем, что, с целью упрощения процесса сборки и улучшения качества трансформаторов путем повышения надежности крепления теплоотводящих элементов, их закрепляют на крышке путем сварки и устанавливают между теплоотводящими элементами катушки, затем в отверстия катушек заводят стержни магнитопровода с одним зашихтованным
517569566
ярмом, зашихтовывают другое ярмо и стяги- матора размещают в кожухе совместно с его вают катушки, а активную часть трансфер- крышкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трансформатор с дисковыми чередующимися обмотками | 1983 |
|
SU1121708A1 |
| Взрывозащищенный трансформатор | 1984 |
|
SU1246148A1 |
| Трансформатор с дисковыми чередующимися обмотками | 1983 |
|
SU1098043A1 |
| Трансформатор с дисковыми чередующимися обмотками | 1988 |
|
SU1615814A1 |
| Взрывозащищенный трансформатор | 1981 |
|
SU1083242A1 |
| Трансформатор | 1982 |
|
SU1072118A1 |
| Шахтный кварценаполненный трансформатор | 1975 |
|
SU736185A1 |
| Шихтованный магнитопровод | 1983 |
|
SU1081678A1 |
| Трансформатор | 1983 |
|
SU1164794A1 |
| Трансформатор большой мощности | 1975 |
|
SU609131A1 |

Использование: электротехника, а именно технология сборки трансформаторов. Сущность изобретения; теплоотводя- щие элементы закрепляют на крышке путем сварки и устанавливают между ними катушки дисковой чередующейся обмотки. Заводят в отверстия катушек стержни магнитопровода с одним зашихтованным ярмом, зашихтовывают другое ярмо и стягивают катушки. Затем полученную активную часть трансформатора размещают в кожухе совместно с его крышкой. Изобретение позволяет упростить процесс сборки и улучшить качество трансформаторов путем повышения надежности крепления теплоот- водящих элементов. 3 ил,
Фиг.1.
| Зайцев И.И | |||
| и др | |||
| Кварценаполненные взрывобезопасные шахтные трансформаторы и подстанции | |||
| - М.: Энергия, 1970, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
