Изобретение относится к способу одно- или двустороннего нанесения покрытия пленками на тонкие плиты с применением ленточного пресса или кашировальной машины, к прессовой щели которых непрерывно подводится пленка или бумага, пропитанная смолами, или тому подобное.
Известен способ нанесения покрытия в виде пленки или пропитанной смолами бумаги на тонкие плиты, по меньшей мере с одной стороны плит, включающий непрерывную подачу в прессующую щель ленточного пресса или кашировальной машины материала покрытия и множества тонких плит с приложением к ним давления в пределах прессующей щели с образованием
слоистой конструкции из материала покрытия и плит, и с разделением слоистой конструкции на отдельные слоистые плиты.
Данный способ является наиболее близким техническим решением к предложенному способу. Однако этот способ не обеспечивает изготовление качественных изделий из тонких плит.
Тонкие плиты (тонкие древесно-стру- жечные плиты, твердые древесно-волокни- стые плиты или тому подобное) имеют толщину от двух до десяти миллиметров. Вследствие этой незначительной толщины плит, а также неточностей изготовления и разрезания при осуществлении изЕестного способа может произойти то, что соседние
XI
о
00
S
о
&
поверхности двух тонких плит больше не будут соосными, так что не обеспечивается ввод в челюсти пресса, соответственно, в прессовую щель с прилегающими друг к другу торцовыми поверхностями соседних тонкомерных плит. При отсутствующей опоре на всю поверхность между двумя соседними плитами в зоне их передних стенок существует также опасность, что последующая плита надвинется на вперед идущую плиту или что между двумя соседними пли- татии возникает слишком большой промежуток, так что на этом участке подлежащая п ипрессованию пленка или тому подобное не будет иметь контропоры и может произойти прилипание пленки к бесконечной ленте пресса. Загрузка двухленточного пресса тонкомерными плитами, которые в зоне стыковки опираются друг на друга, мо- жет привести к получению некачественных изделий и разрушению лент пресса.
Цель изобретения - улучшение качества покрытия.
Достигается цель изобретения тем, что перед подачей тонких плит в прессующую щель смежные тонкие плиты соединяют между собой по торцевым сторонам, обращенным друг к другу, с одновременным выравниванием верхней и нижней ограничивающих поверхностей и образованием непрерывной ветви тонких плит, а разделение слоистой конструкции на отдельные слоистые плиты осуществляют в местах соединения тонких плит. Тонкие плиты соединяют между собой по торцевым сторонам, обращенным друг к другу, посредством липкой ленты.
Тонкие плиты соединяют между собой по торцовым сторонам, обращенным друг к другу, с помощью клиновых скосов или клиновых шипов или V-образных скоб или сши- ванием или склеиванием.
Сшивание или присоединение с помощью липкой ленты тонких плит производят с одной или двух сторон, ограничивающих поверхностей плит.
Тонкие плиты в ветви соединяют друг с другом на углах посредством V-образных клеящих накладок.
Концы клеящих V-образных накладок от боковых кромок ветви плит располагают на величину а в направлении к продольной оси ветви плит,
На фиг.1 показана часть кашироваль- ной установки с ленточным прессом в схематическом изображении и частичном разрезе; на фиг.2-6 - различные возможности соединения между двумя соседними плитами; на фиг.7 - ветвь плит в перспективном изображении.
Изображенный на фиг.1 ленточный пресс 1 оснащен бесконечной лентой 2 пресса, рабочая ветвь которой ограничивает с одной стороны прессовую щель 3 и
вместе с валиком 4 и роликом 5 роликового транспортера 6 образует челюсти для ввода ветви плит, а также пленки, Рабочее давление в прессовой щели 3 достигается нажимной подушкой 7, которая по отношению к
ленте пресса 2 герметизирована вращающимся уплотнением 8.
Ветвь плит 8 состоит из отдельных плит 10 и 11 одинаковой толщины, которые в зоне из торцовых поверхностей соединены друг
с другом.
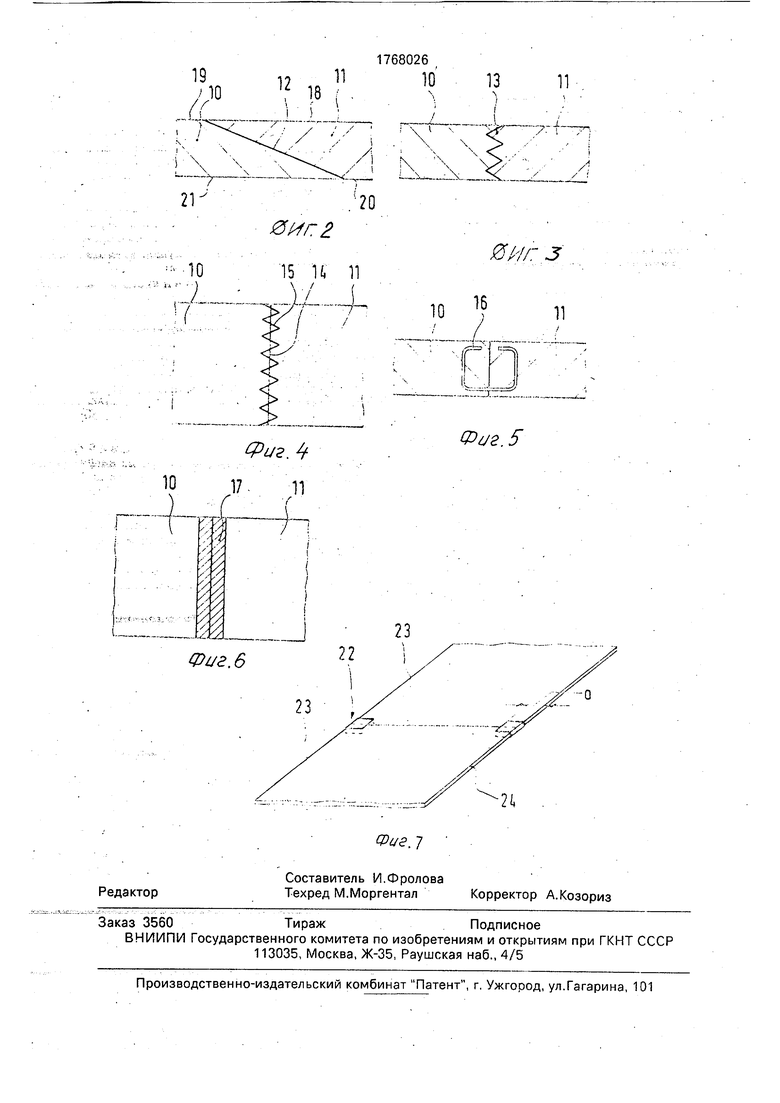
В соответствии с примером осуществления изобретения согласно фиг. 2 тонкие плиты 10 и 11 соединены между собой на сторонах, обращенных друг к другу, с помощью клиновых скосов. Проходящие под углом соединительные поверхности 12 тонкомерных плит склеиваются друг с другом. У примера осуществления изобретения согласно фиг.З, тонкие плиты 10 и 11 соединяются с геометрическим замыканием через клиновые шипы 13, которые входят друг в друга. Соединительные поверхности склеиваются друг с другом.
Из фиг,4 показано, что тонкие плиты 10
и 11 можно соединять друг с другом также посредством сшивания. На этом чертеже шов, проходящий зигзагообразно к обеим сторонам стыковой поверхности 14, обозначен позицией 15.
У примера осуществления изобретения согласно фиг.5 тонкомерные плиты 10 и 11 соединяются друг с другом V-образными скобами 16, которые полностью помещены в плиты.
На фиг.6 изображен пример осуществления изобретения, при котором тонкомерные плиты 10, 11 соединены друг с другом липкими лентами 17.
Присоединение с помощью липких лент
или соединение сшиванием может предприниматься с одной или двух сторон. Тонкомерные плиты соединяются друг с другом таким образом, что верхние ограничительные поверхности 18, 19, соответственно, 20,
21 находятся на одной прямой друг с другом.
Существует также возможность соединять тонкие плиты друг с другом путем сты- кового склеивания,
На фиг.7 показана ветвь плит в перспективном изображении, которая образуется тонкими плитами,которые склонны подниматься на углах и в основном являются волнистыми.
Для отжима поднятых углов в положение выровненной поверхности в зоне двух соседних отдельных плит ветви плм применяется V-образная клеящая накладка 22, которая охватывает угловые участки двух соседних отдельных плит 23 ветви плит, а именно с трех сторон. Эта накладка может простираться на величину $ от боковых кромок 24 ветви плит вовнутрь. Эта величина может, например, составлять 50 мм.
Посредством подобного рода V-образ- ной накладки углы в достаточной степени отжимаются и укрепляются.
Установка клеящих накладок на углах двух соседних тонкомерных плит ветви плит может предприниматься дополнительно к виду соединения, описанному в предыдущем изложении и изображенному на чертежах. Соединенные в ветвь плиты 10 и 11 любым вышеуказанным образом подают в щель пресса и наносят пленку с двух или одной стороны. После выхода облицованной ветви из пресса осуществляют разделение слоистой конструкции на отдельные слоистые плиты в местах соединения тонких плит.
Формула изобретения
1. Способ нанесения покрытия в виде пленки или пропитанной смолами бумаги на тонкие плиты, по меньшей мере с одной стороны плит, включающий непрерывную подачу в прессующую щель ленточного пресса или кашировальной машины материала покрытия и множества тонких плит с приложением к ним давления в пределах прессующей щели с образованием слоистой конструкции из материала покрытия и плит
й
и с разделением слоистой конструкции на отдельные слоистые плиты, отличающийся тем, что, с целью улучшения качества покрытия, перед подачей тонких плит в
5 прессующую щель смежные тонкие плиты соединяют между собой rio торцовым сторонам, обращенным одна к другой, с одновременным выравниванием верхней и нижней ограничивающих поверхностей и образова10 нием непрерывной ветви тонких плит, а разделение слоистой конструкции на отдельные слоистые плиты осуществляют в местах соединения тонких плит.
2.Способ по п.1,отличающийся 15 тем, что тонкие плиты соединяют между собой по торцовым сторонам, обращенным одна к другой, посредством липкой ленты
3.Способ по п.1,отличающийся тем, что тонкие плиты соединяют между со20 бой по торцовым сторонам, обращенным одна к другой, с помощью клиновых скосов или клиновых шипов, или V-образных скоб или сшиванием, или склеиванием
4.Способ по п.2 или 3, отличаю- 25 щ и и с я тем, что сшивание или присоединение с помощью липкой ленты тонких плит производят с одной или двух сторон, ограничивающих поверхности плит.
5.Способ по пп.1-4, отличающии- 30 с я тем, что тонкие плиты в ветви соединяют
одна с другой на углах посредством V-образных клеящих накладок.
6.Способ по п 5, отличающийся тем, что концы клеящих V- образных накла35 док от боковых кромок ветви плит располагают на величину а в направлении к продольной оси ветвей плит.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева прессующего полотна непрерывно работающего пресса и устройство для его осуществления | 1990 |
|
SU1829963A3 |
| ЛЕПЕСТОК ЗАСТЕЖКИ | 1995 |
|
RU2151583C1 |
| МЕХАНИЧЕСКАЯ ЛЕНТОЧНАЯ ЗАСТЕГИВАЮЩАЯ СИСТЕМА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2001 |
|
RU2269328C2 |
| Устройство для прессования поступательно движущихся заготовок | 1987 |
|
SU1582981A3 |
| ПЕЛЕНКА С ДИНАМИЧЕСКОЙ ПОДГОНКОЙ | 1994 |
|
RU2137452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПАКЕТА, ЗАПОЛНЕННОГО ГАЗОМ, ОТЛИЧНЫМ ОТ ВОЗДУХА | 2011 |
|
RU2523039C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУДНОВОСПЛАМЕНЯЕМОЙ ИЛИ НЕГОРЮЧЕЙ МНОГОСЛОЙНОЙ ПЛИТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2026794C1 |
| ПРОКЛАДКА С КЛАПАНАМИ К ЛЕНТОЧНЫМ ТРУСИКАМ | 2000 |
|
RU2257187C2 |
| МАТЕРИАЛ МОНТАЖНОЙ ПЛЕНКИ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2377133C2 |
| ТКАНИ С V-ОБРАЗНЫМИ НАПРАВЛЯЮЩИМИ | 2004 |
|
RU2360056C2 |
Использование: для изготовления тонких плит с односторонним или двухсторонним покрытием пленками или бумагой или т.п. Сущность изобретения: перед подачей в прессующую щель ленточного пресса или кашировальной машины плиты по смежным торцевым сторонам, обращенным друг к другу, соединяют между собой с одновременным выравниванием верхней и нижней ограничивающих поверхностей с образованием непрерывной ветви плит, а разделение слоистой конструкции на отдельные слоистые плиты осуществляют в местах соединения тонких плит. Соединение; торцевых сторон плит, обращенных друг к другу, осуществляют посредством липкой ленты, или с помощью клиновых скосов или клиновых шипов, или V-образных скоб, или сшиванием или склеиванием. Сшивание или присоединение с помощью липкой ленты производят с одной или двух сторон, ограничивающих поверхности плит. Плиты соединяют в ветви друг с другом на углах посредством V-образных клеящи накладок, которые располагают на величину л в направлении к продольной оси ветви плит. 5 з.п. ф-лы, 7 ил. сл с
Фиг. 1
0ИГ2
Фиг.4
Редактор
Составитель И.Фролова Техред М.Моргентал
1768026 10
13
N
n
, A
/
8ИГ 3
r
:z;:r..
Фиг. 5
Фиг.7
Корректор А.Козориз
| Бухтияров В.П | |||
| Оборудование для отделки изделий.- М. | |||
| Лесная промышленность, 1978, с.51-53. |
