сл
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Дверца планирного лючка двери коксовой печи | 1989 |
|
SU1721073A1 |
| КОКСОВЫТАЛКИВАТЕЛЬ | 1970 |
|
SU264335A1 |
| Планирная дверца лючка двери коксовой печи | 1988 |
|
SU1602863A1 |
| Затвор дверцы планирного лючка коксовой печи | 1987 |
|
SU1442531A1 |
| Коксовыталкиватель | 1976 |
|
SU696044A1 |
| Планирная дверца лючка двери коксовой печи | 1989 |
|
SU1624009A1 |
| Планирная дверца лючка двери коксовой печи | 1987 |
|
SU1437379A1 |
| Затвор дверцы планирного лючка коксовой печи | 1981 |
|
SU1006471A1 |
| Механизм для чистки дверцы и планирного лючка двери коксовой камеры | 1990 |
|
SU1789547A1 |
| Устройство для съема и установки дверей | 1990 |
|
SU1816788A1 |
Изобретение относится к коксохимической промышленности, в частности к вспомогательным устройствам коксовых батарей, а именно к устройствам для обработки планирных дверей и лючков дверей коксовых печей при их ремонтах. Цель изобретения - повышение качества обработки поверхности. Устройство содержит станину с направляющими, на которой установлена каретка с головкой резания. Каретка взаимодействует со станиной посредством механизма подачи. Станина выполнена в виде горизонтальной прямоугольной рамы и снабжена фиксирующими болтами посредством которых станина крепится на горловине планирного лючка параллельно его зеркалу. Каретка снабжена трем установочными штырями, выполненными подвижными в осевом направлении. Устройство дополнительно снабжено приспособлением для обработки ножа планирной дверцы. 1 з.п ф-лы. 10 ил.
Изобретение относится к коксохимической промышленности, в частности к вспомогательным конструктивным элементам оборудования, а именно, к устройствам для механической обработки зеркала планирного лючка и ее дверцы двери коксовой печи.
Дверь коксовой печи с машинной стороны коксовой батареи имеет планирный лю- чок, закрываемый планирной дверцей, через который в коксовую печь вводят пла- нирную штангу коксовыталкивателя для разравнивания (планирования) угольпой шихты, загруженной в коксовую печь для коксования. В результате механических повреждений зеркала планирного лючка и дверцы,тепловых деформаций коррозии и др. явлений с течением времени нарушается газоплотность планирного лючка происходит газованио дверей, в атмосферу выделяется коксовый газ, имеющий в сзоем составе вредные вещества, чем серьезно нарушается экология. В практике коксохимических заводов используют ралличныо методы и средства для устранения этих явлений: наложение шин на поврежденные зеркала планирных люнков. замена крышек, засыпки газующих лючков шихтой, обмазка и т.п. Однако эти меры малоэффективны, требуют больших затрат ручного труда, усложняют и удорожают эксплуатацию оборудования.
Известно устройство для обработки планирного лючка и планирной дверцы (прототип), содержащее станину с: размещенными на ней рабочим органом и механизмом лодачи рабочего органа
VI х|
1ЧЭ
д
ю
Ьь
Применение указанного устройства ограничено, поскольку метод шлифования позволяет устранить лишь мелкие дефекты (выбоины, раковины и т.п.), распространенные на небольших площадках и на небольшую глубину. При наличии глубоких повреждений, не устраняемых шлифовальным кругом, а также нарушении плоскостности зеркала лючка газоплотность лючка не восстанавливается.
Указанные недостатки могут быть устранены методами механической обработки в стационарных условиях, например в ре- монтно-механическом цехе. Однако в условиях действующего коксохимического предприятия такой ремонт чрезвычайно затруднен, в связи с чем идут за замену изношенных дверей коксовых печей новыми, что, в свою очередь, значительно увеличивает затраты на эксплуатацию.
Целью изобретения является повышение качества обработки поверхности.
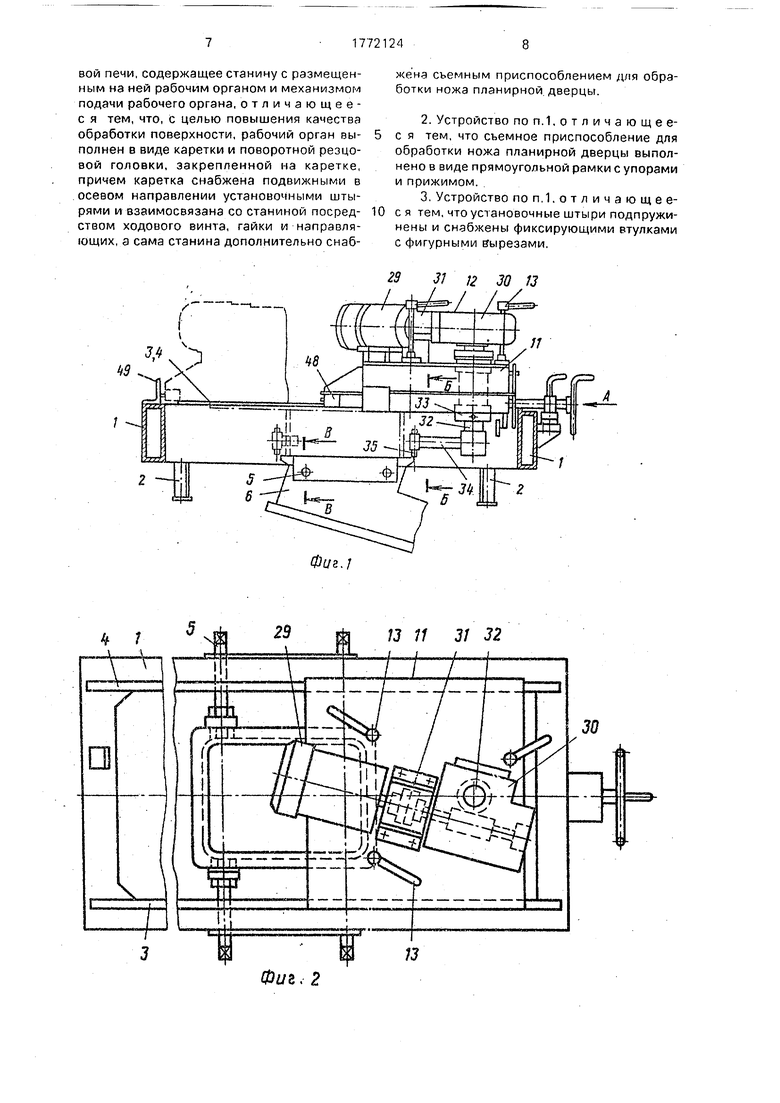
Указанная цель достигается с помощью устройства для обработки планирного лючка и планирной дверцы двери коксовой печи, содержащего станину с размещенным на ней рабочем органом и механизмом подачи рабочего органа, при этом рабочий орган выполнен в виде поворотной резцовой головки, закрепленной на каретке, каретка снабжена подвижными в осевом направлении установочными штырями и взаимосвязана со станиной посредством ходового винта, гайки и направляющих, а сама станина снабжена съемным приспособлением для обработки ножа планирной дверцы: по п.2 съемное приспособление для обработки ножа планирной дверцы выполнено в виде прямоугольной рамки с упорами и прижимом; по п.З установочные штыри подпружинены и снабжены фиксирующими втулками с фигурными вырезами. На фиг.1 - изображен общий вид устройства, вид сбоку в момент начала обработки зеркала планирного лючка; на фиг.2 - вид устройства в плане; на фиг.З - вид по стрелке А на фиг.1; на фиг.4
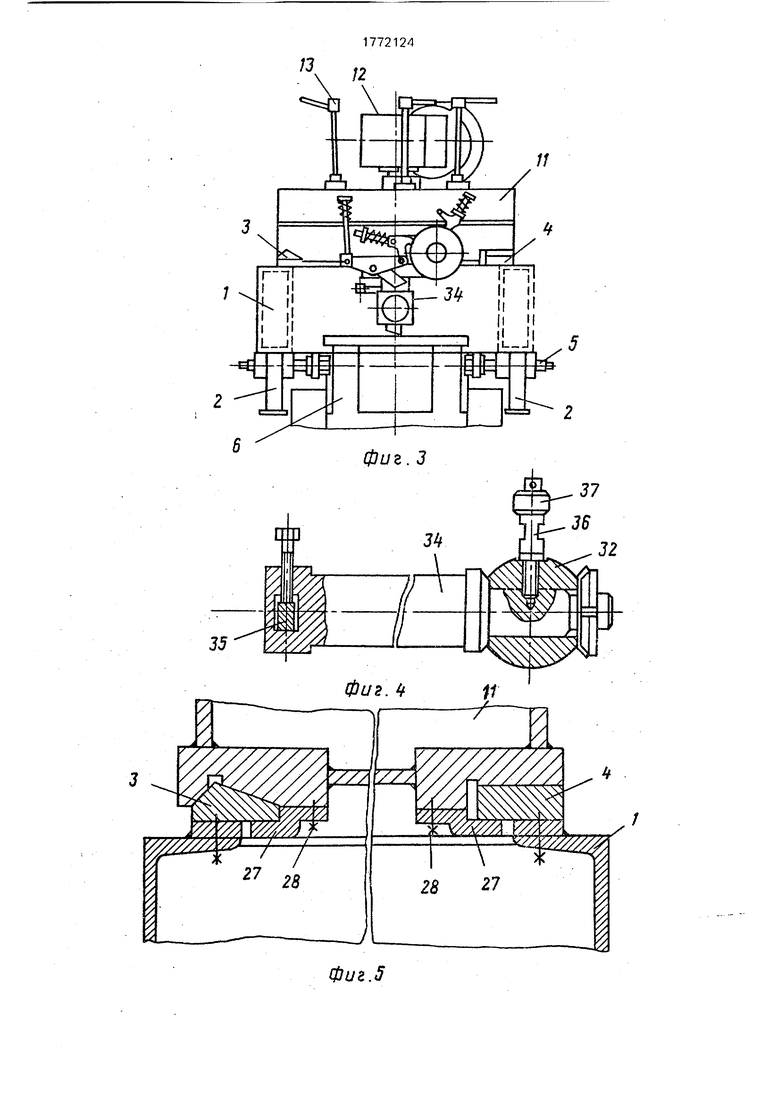
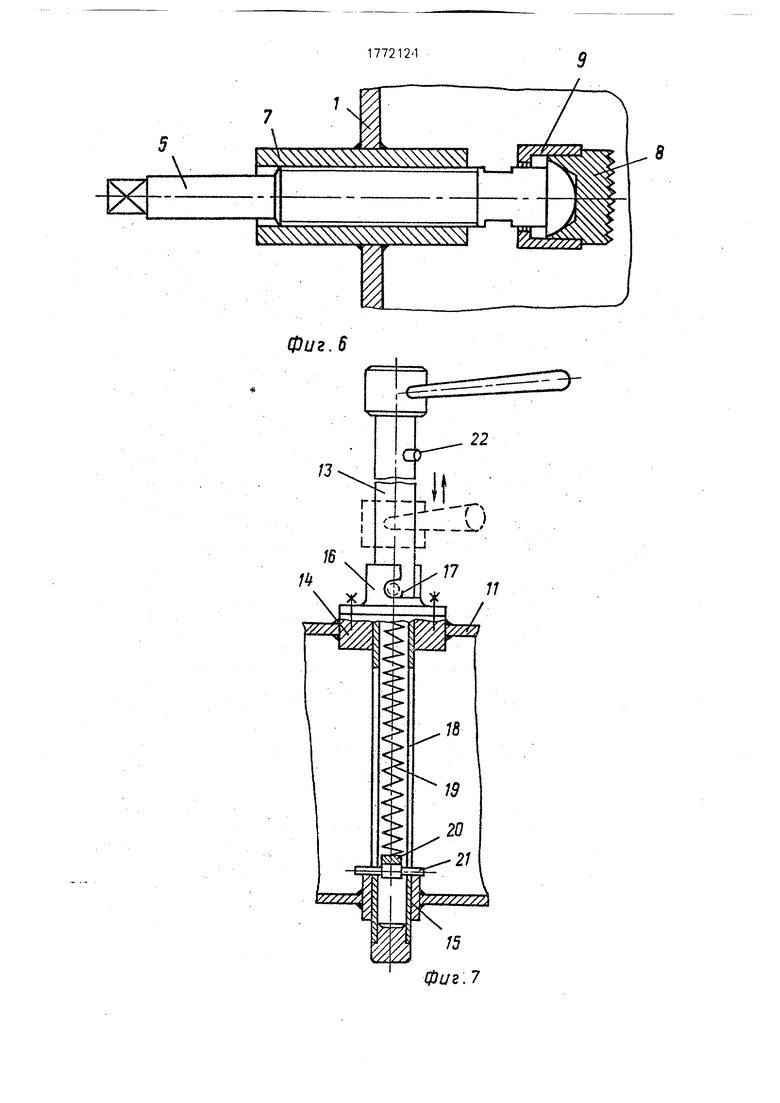
-фрагмент оправки резцовой головки; на фиг.5 - сечение Б-Б на фиг.1 станины и каретки устройства с фрагментами направляющей; на фиг.6 - фиксирующий винт в продольном разрезе В-В на фиг.1; на фиг.7
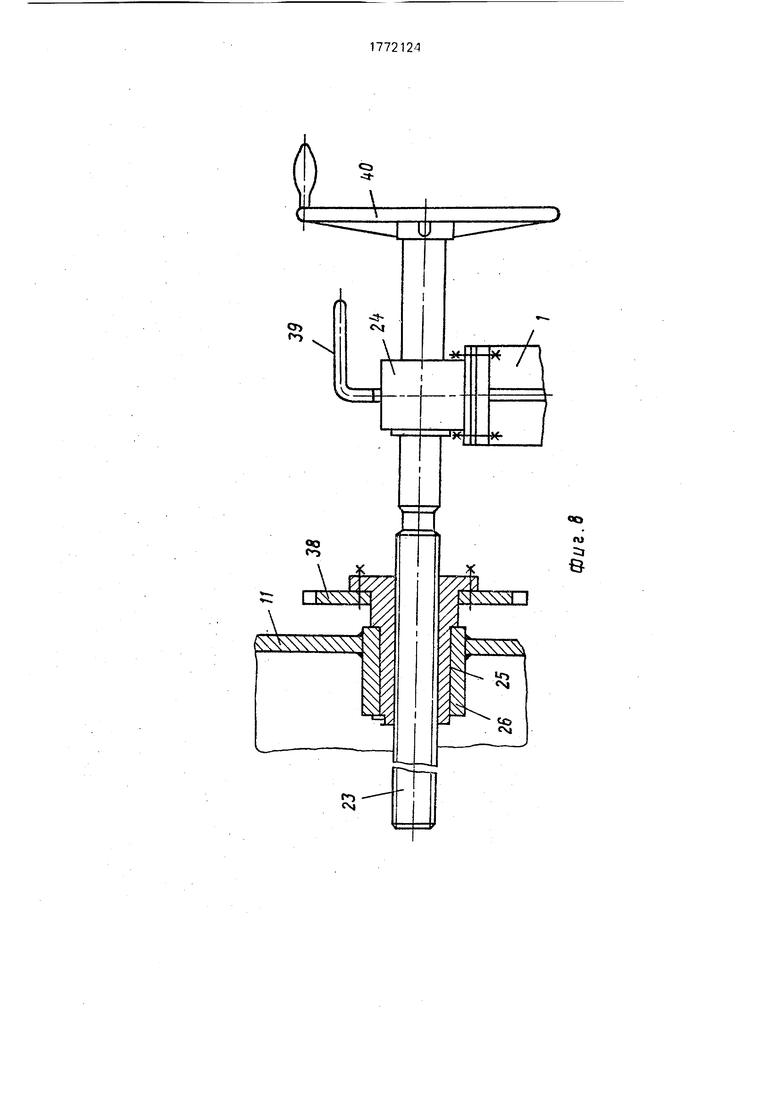
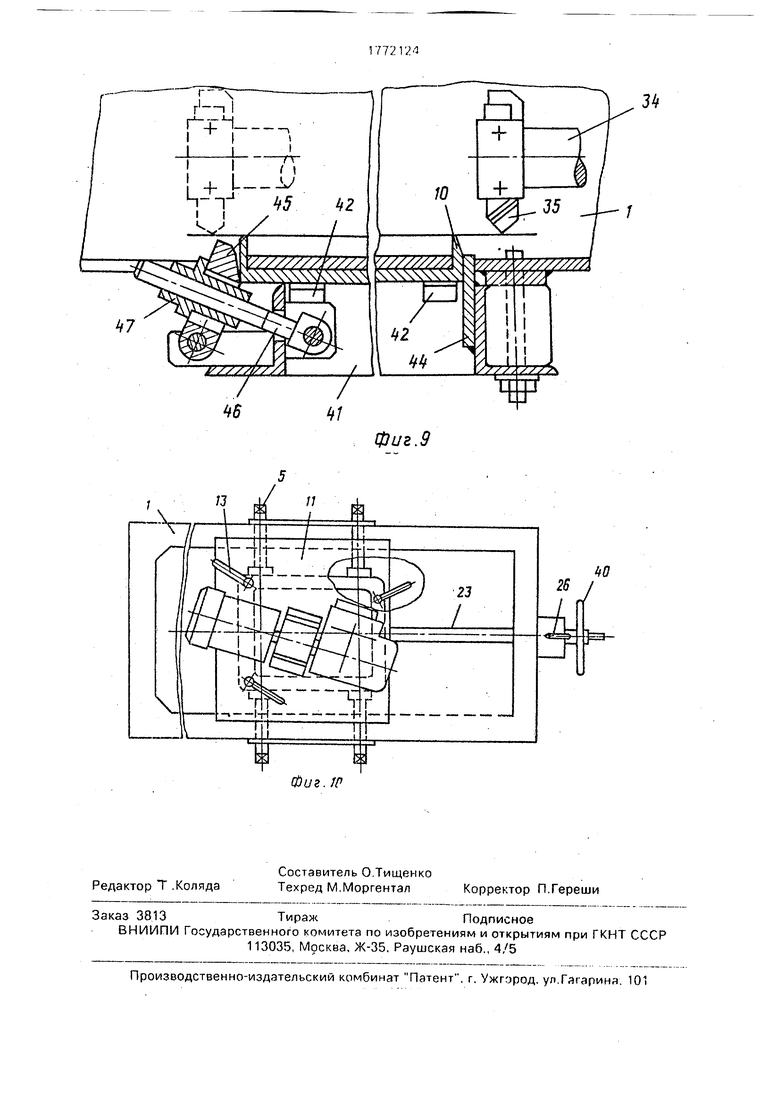
-фрагмент установочных штырей на зеркале планирного лючка; на фиг,8 - фрагмент установки ходового винта; на фиг.9 - общий вид приспособления для обработки ножа планирной дверцы на станине устройства в продольном разрезе; на фиг. 10 - вид устройства в плане в позиции установки на зеркале планирного лючка.
Устройство для обработки планирного лючка и планирной дверцы двери коксовой печи содержит станину 1 с размещенным на ней рабочим органом и механизмом подачи
рабочего органа (фиг.1, 2. 3).
Станина 1 снабжена опорами 2 и направляющими 3 и 4. На боковых сторонах станины закреплены четыре фиксирующих винта 5. предназначенных для фиксации ус0 тройства на горловине 6 планирного лючка. Винты 5 установлены в резьбовых втулках 7, закрепленных на станине 1,и зубчатыми головками 8, закрепленными шар- нирно на полусферических головках винтов
5 5 посредством крышек 9. Станина 1 дополнительно снабжена съемным приспособлением для обработки ножа 10 планирной дверцы.
Рабочий орган выполнен в виде каретки
0 11 и поворотной резцовой головки 12, закрепленной на каретке (фиг.1, 2). При этом каретка 11 снабжена подвижными в осевом направлении установочными штырями 13. Каждый штырь зафиксирован в корпусе ка5 ретки 11 посредством втулок 14 и 15 и удерживается фиксирующей втулкой 16 с фигурным вырезом 17(фиг.7). Нижняя часть штыря 13 выполнена полой с продольными вырезами 18. В полости установочного шты0 ря 13 помещена пружина 19, зафиксированная пробкой 20 с направляющим штырем 21. опирающимся на втулку 15. В верхней части штыря 13 закреплен палец22, взаимодействующий с фигурным вырезом 17 фик5 сирующей вгулки 16. Каретка 10 взаимодействует со станиной 1 посредством ходового винта 23, установленного посредством подшипника 24 на станине 1, гайки 25, свободно установленной во втулке
0 26 каретки, и направляющих 3 и 4 (фиг.1,2). Каретка удерживается на направляющихЗ и 4 станины посредством накладок 27, зафиксированных на каретке 11 болтами 28 (фиг.5).
5 Резцовая головка 12 содержит электродвигатель 29 и червячный редуктор 30, соединенный муфтой 31 (закрыта кожухом). Вертикальный вал 32 редуктора 30 помещен в подшипниковую обойму 33 и снабжен оп0 равкой 34 с резцом 35. На вертикальном валу 32 посредством пальца 36 за реплен копир 37 (ролик) (фиг.4),
Механизм подачи рабочего органа (фиг.8) содержит храповое колесо 38, осуще5 ствляющее передачу крутящего момента от оправки 34 гайкэ 25 и ходовому винту 23. В неподвижном положении винт 23 фиксируется стопором 39, а приведение его а действие вручную осуществляется посредством маховичка 40.
В комплект устройства входит приспособление для обработки ножа планирной дверцы (фиг,9). Приспособление состоит из рамки 41 с упорами 42, на которые укладывают планирную дверцу 43 уплотняющим ножом кверху. Дверцу прижимают к упору 44 посредством прижима 45, взаимодействующего с тягой 46 посредством гайки 47.
Устройство работает следующим образом.
Обработка планирного лючкз и дверцы двери коксовой печи заключается в выравнивании контактных поверхностей - зеркала лючка и уллотнительного ножа планирной дверцы -методом строгания при круговом вращении резца в плоскости, параллельной обрабатываемой поверхности.
При обработке зеркала планирного лючка (фиг. 10) устройство устанавливают на дверь коксовой печи по базе, в качестве которой используют зеркало обрабатываемого планирного лючка. Для этого освобождают стопор 39 и, вращая вручную маховичок 40, перемещают каретку 11 посредством ходового винта 23 в среднее положение (относительно станины 1J. Затем опускают вниз установочные штыри 13 и фиксируют их в фигурных вырезах фиксирующих втулок 16 (показано пунктиром на фиг.7). Выступающие из каретки 11 концы установочных штырей 13 опирают на зеркало планирного лючка (фиг. 10) в трех точках, чем обеспечивается параллельность плоскостей зеркала планирного лючка и плоскости вращения резца. После этого завинчивают фиксирующие винты 5 (фиг.6), обеспечивая плотное сцепление зубчатых головок 8 с наружными стенками планирного лючка 6 и надежно фиксируя станину 1 на корпусе двери коксовой печи. Последняя операция установки устройства - подьем в верхнее положение установочных штырей 13 для беспрепятственного вращения оправки 34 с резцом и отвод каретки 11 в исходное положение (фиг.1)
Для обработки зеркала планирного лючка резец 35 устанавливают в оправке 34 на требуемую глубину резания, стопорят ходовой винт 23 стопором 39 и включают электродвигатель 29 режущей головки. При этом начинает вращаться оправка 34, а каретка получает поступательное движение вдоль станины, чем осуществляется подача резца на обрабатываемую поверхность. Глубина резания и величина подачи согласовываются таким образом, чтобы получить необходимую чистоту обрабатываемой поверхности.
Подача каретки осуществляется автоматически посредством механизма подачи
(фиг.3,8). При вращении оправки 34 храповое колесо 38 поворачивается на один шаг и,воздействуя на гайку 25, перемещает каретку 11 вперед относительно неподвижно- го ходового винта 23. Подача каретки на один шаг производится при каждом обороте вертикального вала 32 с оправкой 34.
Процесс обработки заканчивается после обработки всей поверхности зеркала
0 планирного лючка и выхода за его пределы резца 35(показано пунктиром на фиг.1). При этом электродвигатель 29 автоматически отключается посредством конечного выключателя 48, взаимодействующего с упором 49.
5При обработке ножа планирной дверцы
10 (фиг.9) снизу станины 1 посредством винтов 5 закрепляют рамку 41, укладывают на ее опоры 42 ножом вверх дверцу 43 планирного лючка и прижимают ее к упору 44 при0 жимом 45, для чего необходимо вращать гайку 47. Последовательность операций и обработка ножа планирной дверцы производится так же, как и обработка зеркала планирного лючка.
5После обработки зеркала планирного
лючка освобождают винты 5. снимают устройство с корпуса двери коксовой печи и устанавливают его на стеллаж на опоры 2. После обработки ножа 10 планирной
0 дверцы 43 освобождают прижим 4Г, снимают с рамки 41 дверцу 43 и снимают саму рамку 41 со станины 1.
Использование изобретения в производстве позволяет повысить качество обра5 ботки зеркала планирного лючка и его дверцы и обеспечить их надлежащую газоплотность. Технико-экономические преимущества устройства заключаются в том, что устройство является переносным и может
0 быть использовано непосредственно на коксовой батарее при профилактических ремонтах коксовых дверей, при замене их огнеупорной футеровки, правке уплотняющих рамок и т.п., что в значительной мере упрс5 щает и удешевляет проведение ремонтов коксовых дверей.
Конструктивные особенности устройства позволяют точно устанавливать устройство при работе на базе-зеркале плэнирного
0 лючка. При этом повышается точность обработки. Принцип резания, реализованный в устройстве, обеспечивает необходимую чистоту поверхности, достаточную для придания надежной газоплотности планирному
5 лючку. Использование устройства позволяет, по крайней мере, в два раза повысить срок службы корпуса диери.
Формула изобретения 1. Устройство для обработки пл.знирно- го лючка и планирной дверцы двери коксовой печи, содержащее станину с размещенным на ней рабочим органом и механизмом подачи рабочего органа, отличающее- с я тем, что, с целью повышения качества обработки поверхности, рабочий орган выполнен в виде каретки и поворотной резцовой головки, закрепленной на каретке, причем каретка снабжена подвижными в осевом направлении установочными штырями и взаимосвязана со станиной посредством ходового винта, гайки и направляющих, а сама станина дополнительно снабФиг.
fy 1
Фиг. 2
0
жена съемным приспособлением для обработки ножа планирной дверцы.
3,Устройство по п.1. о т л и ч а ю щ е е- с я тем, что уст ановочные штыри подпружинены и снабжены фиксирующими втулками с фигурными вырезами.
® 31 12 30 13
. 11 31 32
Фиг.5
/
11
I
Jo:
pT т -- VrW -Г-.Л-T i n.«
Фиг. 6
13
I
Фиг. 9
