ортогональных реберных профилей в их сечениях, каждая из которых содержит металлическую пластину 9, впрессованную в- диэлектричекий материал 10,.например фторопласт, содержащий на своих поверхностях полосковые платы, выполненные в виде пленочных диэлектрических слоев 11, например из полиимида с пленочными по- лосковыми элемнетами (ППЭ) 12 и 13, которые в зависимости от схемного назначения: могут являться полосовыми приемными и передающими излучателями, образующими объемные распределенные переходы по трактам передачи высокочастотного сигнала, и навесными компонентами, установлены нижними осями. 15 металлической пластины 9 в отверстиях основания-радиатора 2 и закреплены пайкой 16. Разница
иаметров Ad da - di гарантирует свободную установку заполненного в свободных полостях пенистым дижлектриком 17 набора реберно-диэлектрических секций на основании-радиаторе 2 за счет компенсирующего допуска. Верхние оси 18 заподлицо заполнены пенистым диэлектриком 19, а пенистым диэлектриком 20 заполнены части нижних осей 15 и внешнего СВЧ-соединителя 5 с предварительно подключённым к ППЭ полосковой плиты на не- ущей втулке коаксиально-полосковым переходом 21 от центрального проводника СВЧ-соединителя 5 ВОРДМ позволяет увеличить число функциональных узлов на единицу объема, расширить рабочий диапазон частот, увеличить мощность,.снизить трудоемкость изготовления. 2 с.п.ф-лы, 22 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высокочастотный интегральный модуль | 1987 |
|
SU1598238A1 |
| Высокочастотный объемный интегральный модуль и способ его изготовления | 1989 |
|
SU1764195A1 |
| Объемный модуль для сверхскоростной обработки информации и способ его изготовления | 1990 |
|
SU1829127A1 |
| Объемный высокочастотный интегральный модуль | 1989 |
|
SU1758918A1 |
| Съемный высокочастотный интегральный модуль | 1988 |
|
SU1700789A1 |
| Мощный СВЧ-аттенюатор | 2021 |
|
RU2758083C1 |
| Устройство согласования реберно-диэлектрической линии передачи | 1990 |
|
SU1800519A1 |
| ВЫСОКОЧАСТОТНЫЙ МОДУЛЬ | 1992 |
|
RU2054835C1 |
| Коаксиально-полосковый соединитель антенной решетки | 1989 |
|
SU1741210A1 |
| УСИЛИТЕЛЬНЫЙ БЛОК АНТЕННОГО ТРАКТА ПРИЕМНИКА СИГНАЛОВ СПУТНИКОВЫХ СИСТЕМ | 2006 |
|
RU2322738C1 |

Использование: высокочастотная интегральная техника в многоканальной радиосвязи, радиолокации, радиоуправления и высокочастотной радиоизмерительной технике. Сущность изобретения: расширение эксплуатационных возможностей и упрощение процесса изготовления достигается тем, что высокочастотный объемный ребер- но-диэлектрический модуль (ВОРДМ) содержит прямоугольный корпус 1 с основанием-радиатором 2с пластинами 3, соединенными герметизирующей пайкой 4 по периметру сочленения основания со стенками корпуса. В отверстиях основания- радиатора 2 установлены внешние СВЧ-со- единители 5 и внешние низкочастотные металлостеклянные соединители. Несущие тулки 6-8 с различными конфигурациями со с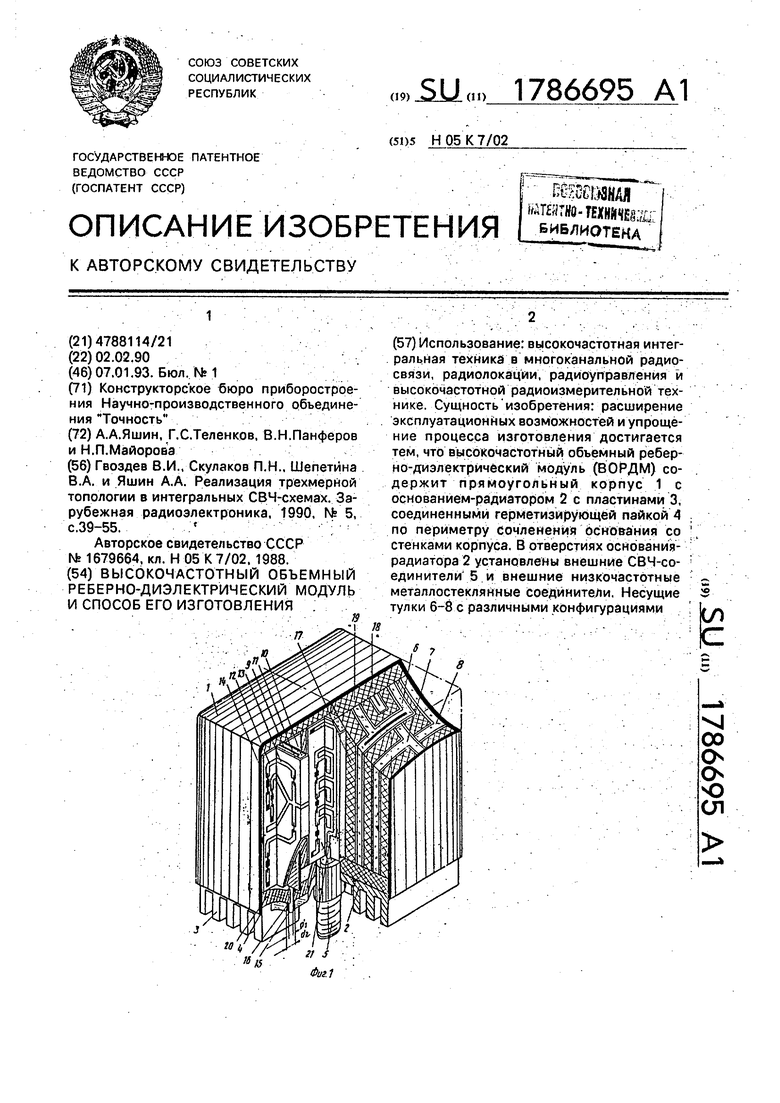
Изобретение Ьтносится к высокочастот- Ь ной интегральной технике и может быть использовано в многоканальной радиосвязи, радиолокации, радиоуправлении и высокочастотной радиризмерительной технике.
Цель изобретения - расширение, эксплуатационных возможностей и упрощение процесса изготовления....
На фиг. 1 приведена конструкция высо- кочастотного объемного реберно-д излект- рического модуля (ВОРДМ); .на фиг. 2 - конструкция и схема сборки реберно-диэ- лектричес кой секции (РДС); на фиг. 3-5 - конструкции несущих втулок; на фиг. 6-11 - конструктивные варианты реберно-диэлек- тричейких линий (РДЛ); на фиг. 1-2-19-ти- личные функциональные узлы .на основе РДЛ; на фиг. 20 и 21 -схемы сборки ВОРДМ в технологических оправках; на фиг. .22 - конструкция ВОРДМ, реализующая приемно-пе.редающий модуль - пример крнкретной реализации устройства.
ВОРДМ содер кйт прямоугольный корпус 1 с основанием-радиатором 2с пласти- нами 3, соединенными герметизирующей пайкой 4 по периметру сочленения основания со стенками корпуса. В отверстиях-основания-радиатора 2 установлены внешние СВЧ-соединители 5 и внешние низкочастот- . ные металлостеклянные -соединители (не показаны)/Несущие втулки 6-8 с различными конфигурациями ортогональных реберных профилей в- /их сечениях, каждая из которых содержит металлическую пластину 9, которая впрессована в диэлектрический материал 10, например фторопласт, содержит на своих поверхностях полосковыеплаты, выпрлненйые в виде пленочных диэлектрических слоев 11, например, из полиимида с пленочными полосковыми элементами (ППЭ) 12 и 13, которые в зависимости от
съёмного назначения могут являться поло-, скоаыми приемными-и передающими, излучателями, образующими объемные распределенные переходы (ОРП) по трактам передачи:высокочастотного сигнала,.и
навесными компоннетами 14, установлены нижними осями 15 металлической пластины 9 в отверстиях основания-радиатора 2 и закреплены пайкой 16. Разнциа диаметров Ad d2-di гарантирует свободную установ-.
ку заполненного в свободных полостях пенистым диэлектриком 17 набора РДС на основании-радиаторе 2 за счет компенсирующего допуска. Верхние оси 18 заподлицо заполнены пенистым диэлектриком 19, а пенистым диэлектриком 20 заполнены части нижних осей 15 и внешнего СВЧ-соединителя 5 с предварительно подключенным к ППЭ полосковой платы на несущей втулке коа.к- сиально-полосковым переходом 21 от центрального проводника соединителя 5.
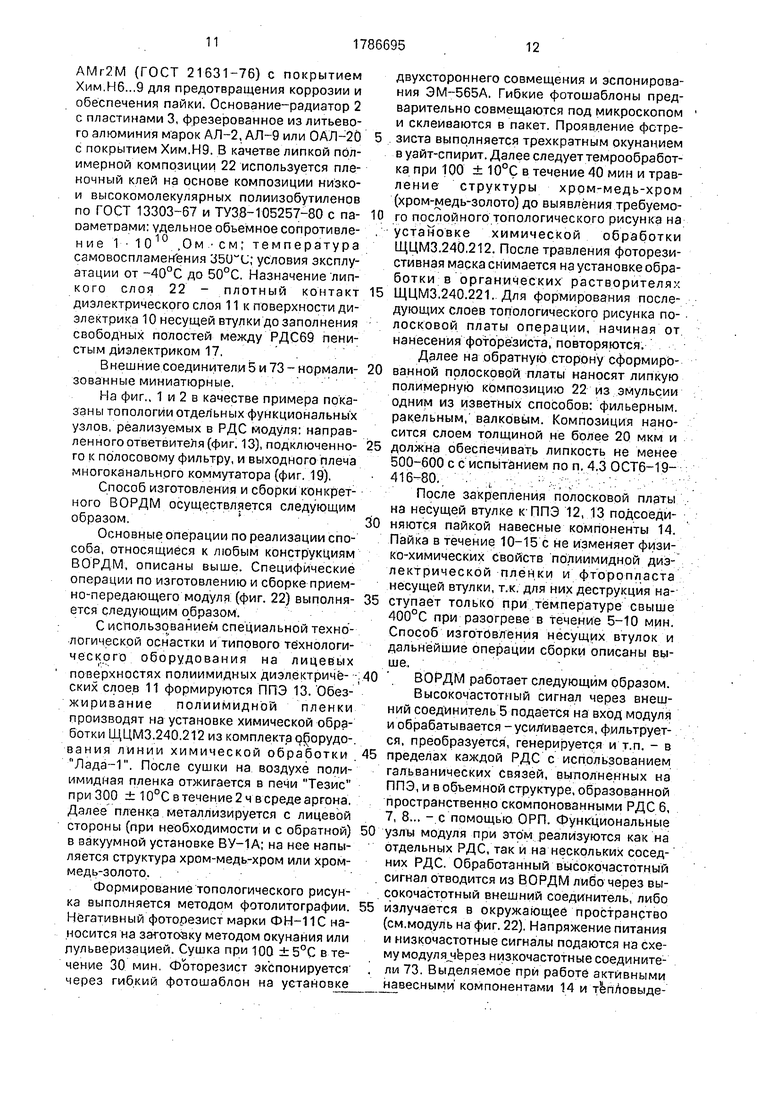
На фиг. 2 приведена, конструкция и схема сборки РДС. Полосковая плата, выполненная в виде пленочного диэлектрического слоя 11 с ППЭ 13, закреплена на поверхнор- сти несущей втулки посредством липкой полимерной композиции 22 по профилю 23 диэлектрика 10.. . . На фиг. 3-5 приведены конструкции не- сущих втулок различных используемых в мо- дуле типов. . .
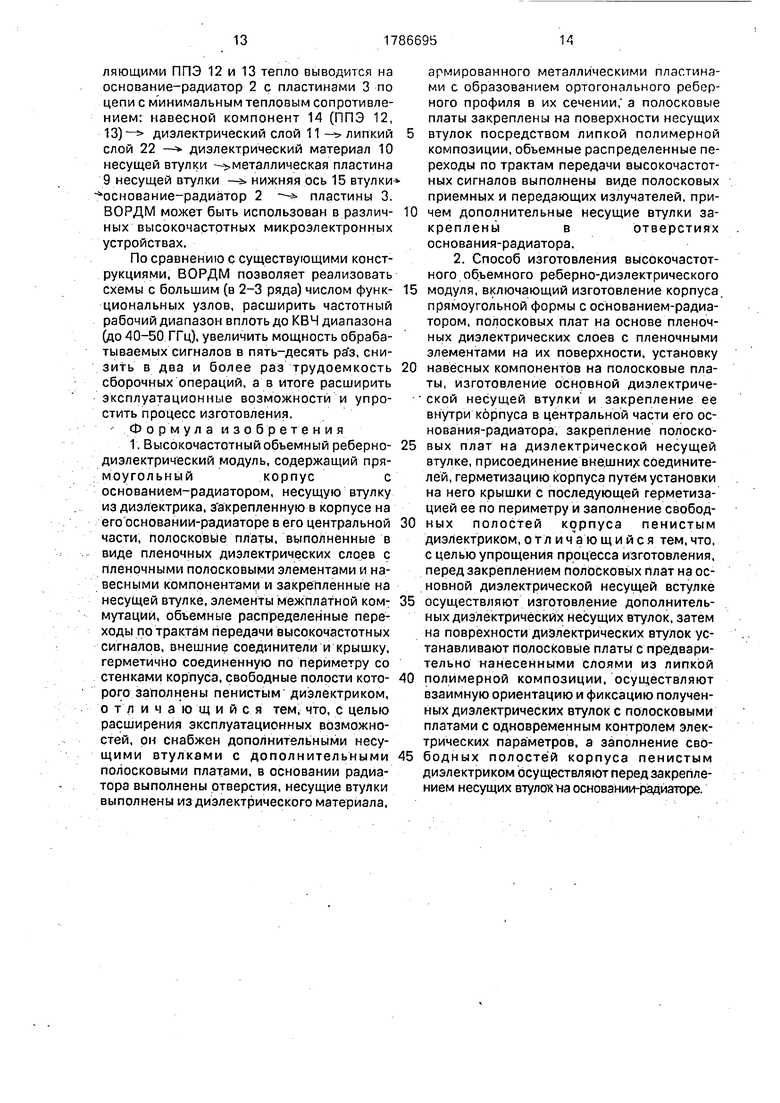
На фиг. 3 приведена конструкция несущей втулки из диэлектрика 10, армированного металлической пластиной 9 с осями 15 и 18 и образующего ортогональный Т-образный реберный профиль в сечении.
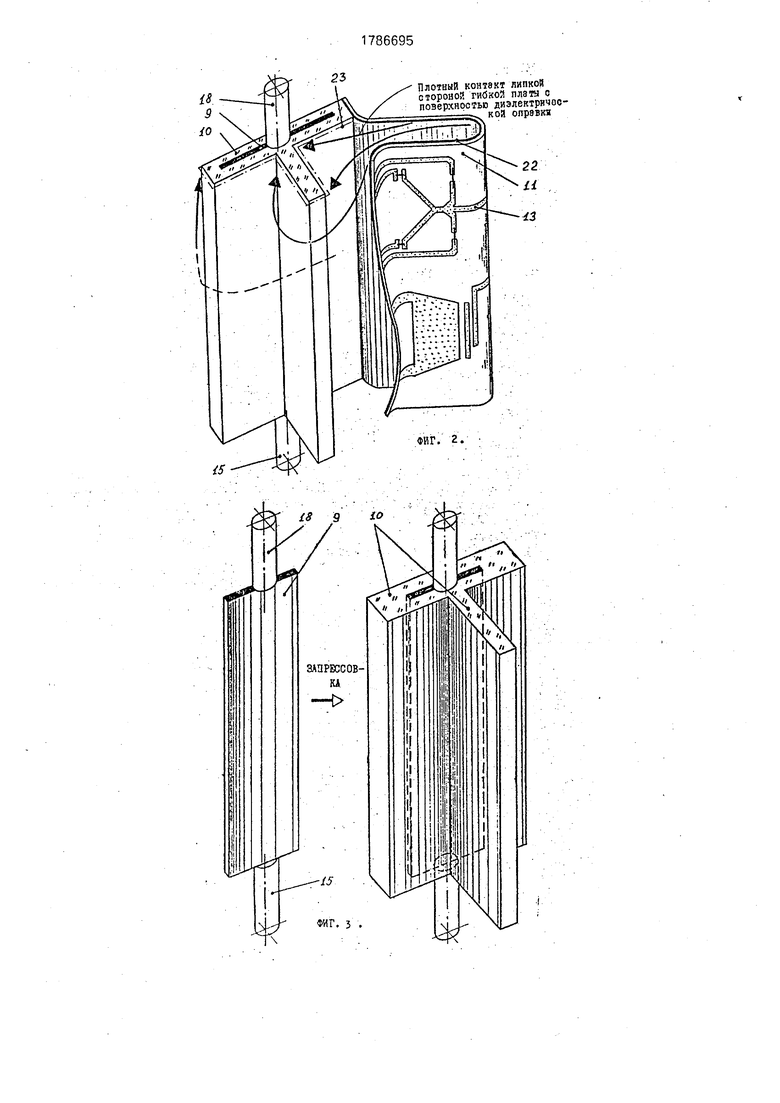
На фиг. 4 приведена конструкция Т-образной несущей втулки, в которой ось 18 является продолжением запрессованной в диэлектрик 10 металлической косынки 24. Аналогично запрессовывается и нижняя ось. Данный тип несущих втулок используется для реализации РДС, функциональные узлы которых не содержат, тепловыделяющих ППЭ и компонентов или содержат маломощные тепловыделяющие ППЭ и компоненты.
На фиг. 5 приведена конструкция несущей втулки с крестообразным профилм, образуемым ортогональными пересекающимися металлическими пластинами 25 с осью 18, запрессованными в диэлектрик с ортогональными пересекающимися ре- брами 26 и 27.
На фиг. 6-11 приведены-конструктивные варианты РДЛ, реализуемые в РДС мо- дуля. Связанные РДЛ (фиг. 6, 9 и 11) и одиночные РДЛ (фиг. 7, 8 и 10) содержат экран или экранные слои металлизации (ЭСМ) 28, диэлектрик: пенистый диэлектрик 29.ИЛИ диэлектрические пластины 30 и 31 - приемные и передающие излучатели 32.
На фиг 12-19 приведены типичные функциональные узлы на основе РДЛ, реализуемые в РДС модуля.
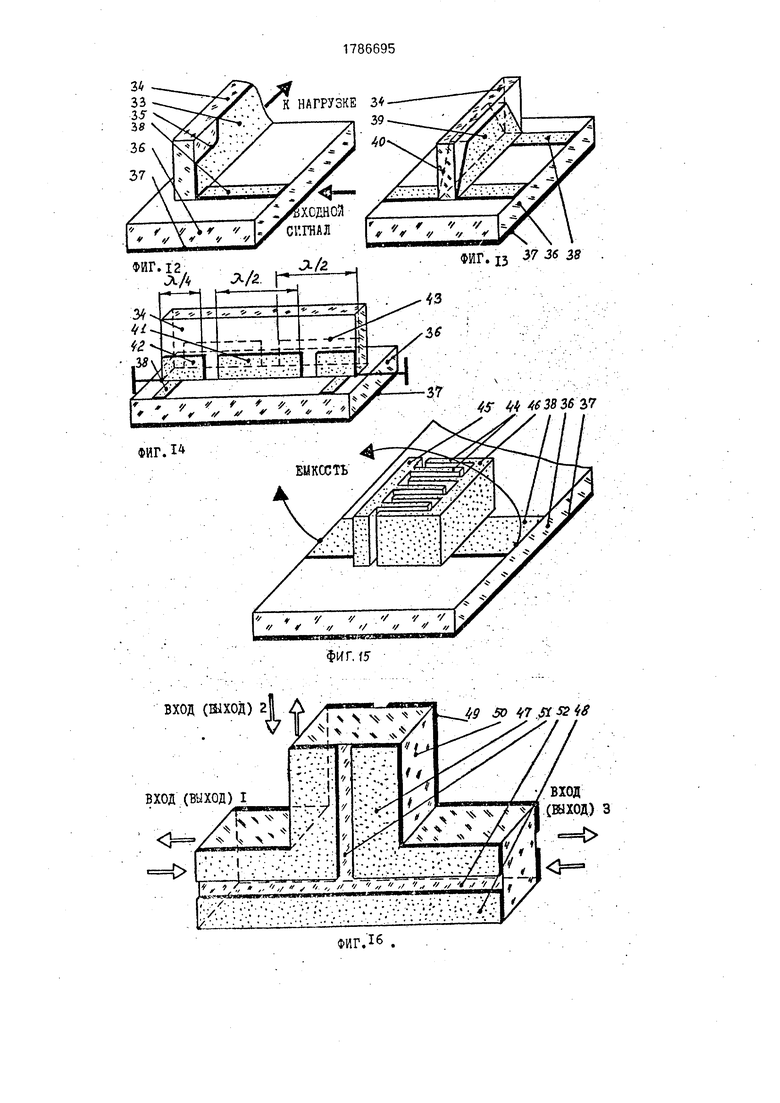
. На фиг. 12 приведена конструкция орто- гонального перехода от РДЛ к несимметричной полоской лиГнии (НЛЛ), причем РДЛ содержит полосковый излучатель 33 на поверхности вертикального диэлектрического слоя 34 с вырезом 35 для уменьшения коэф- фициента отражения, а НПЛ содержит горизонтальный диэлектрический слой 36 с ЭСМ 37 и токонесущим колосковым проводни- ком(ТПП)38.
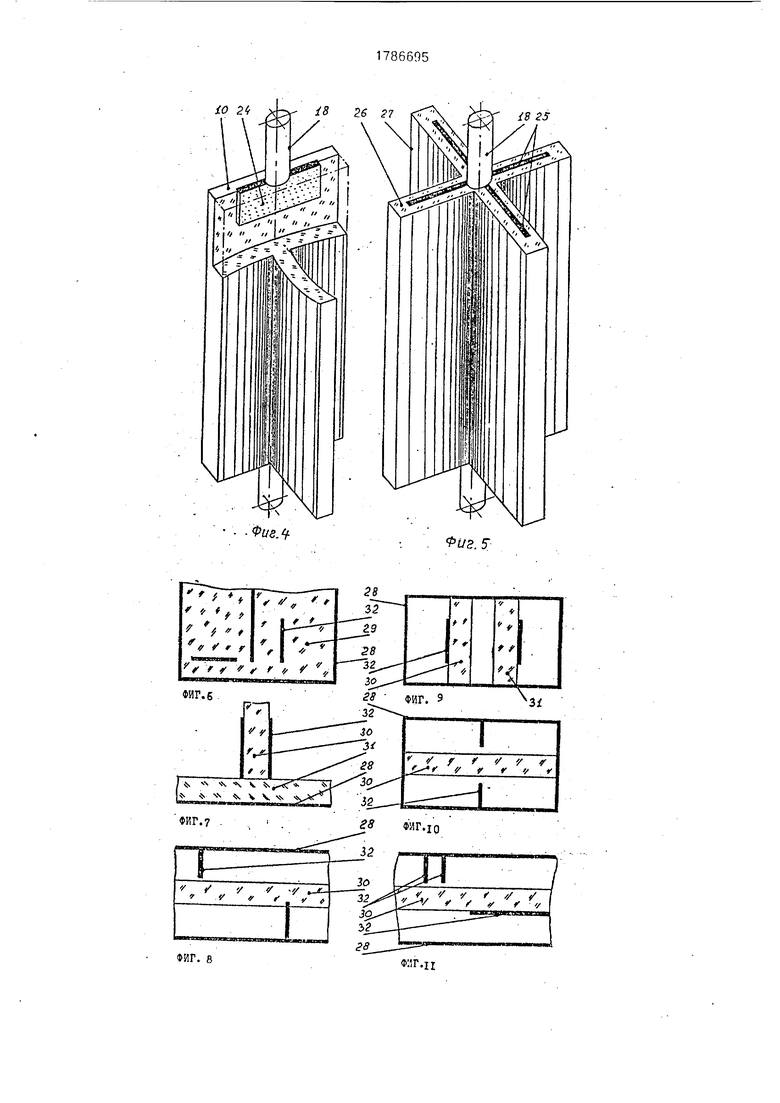
На фиг. 13 приведена конструкция на- правленного ответвителя на связанных РДЛ, в которой на обеих поверхностях вертикального диэлектрического слоя 34 размещены полосковые излучатели 39 и 40, гальванические соединенные с ТПП 38 под- водящих и отводящих НПЛ. образованных диэлектрическим слоем 36, ЭСМ 37 и ТПП 38.На фиг. 14 приведена конструкция по- лоскового фильтра на РДЛ, в которой на обеих поерхностях вертикального диэлектрического слоя 34 размещены полосковые излучатели 41-43 связанных РДЛ, смещенные пространственно относительно друг друга на величину, равную четверти длины
рабочей волны и образующие область обь- емной четвертьволновой связи. Входом и выходом фильтра являются НПЛ, образованные диэлектрическим слоем 36, ЭСМ 37 и ТПП 38. .
На фиг. 15 приведена конструкция емкостного элемента на основе РДЛ, образованного встречными излучателями 44, объединенными в гребенчатые структуры 45 и 46, гальванически подключенные к НПЛ, образованным диэлектрическим слоем 36, ЭСМ 37 и ТПП 38.
На фиг. 16 приведена конструкция ком-, бинированного узла тройник-направленный ответвитель на основе РДЛ и щелевой линии, содержащая ППЭ 47-49, каждый из которых может выполнять функцию излучателя, размещенные на обеих сторонах диэлектрического слоя 50 и разделенные щелями 51 и 52.
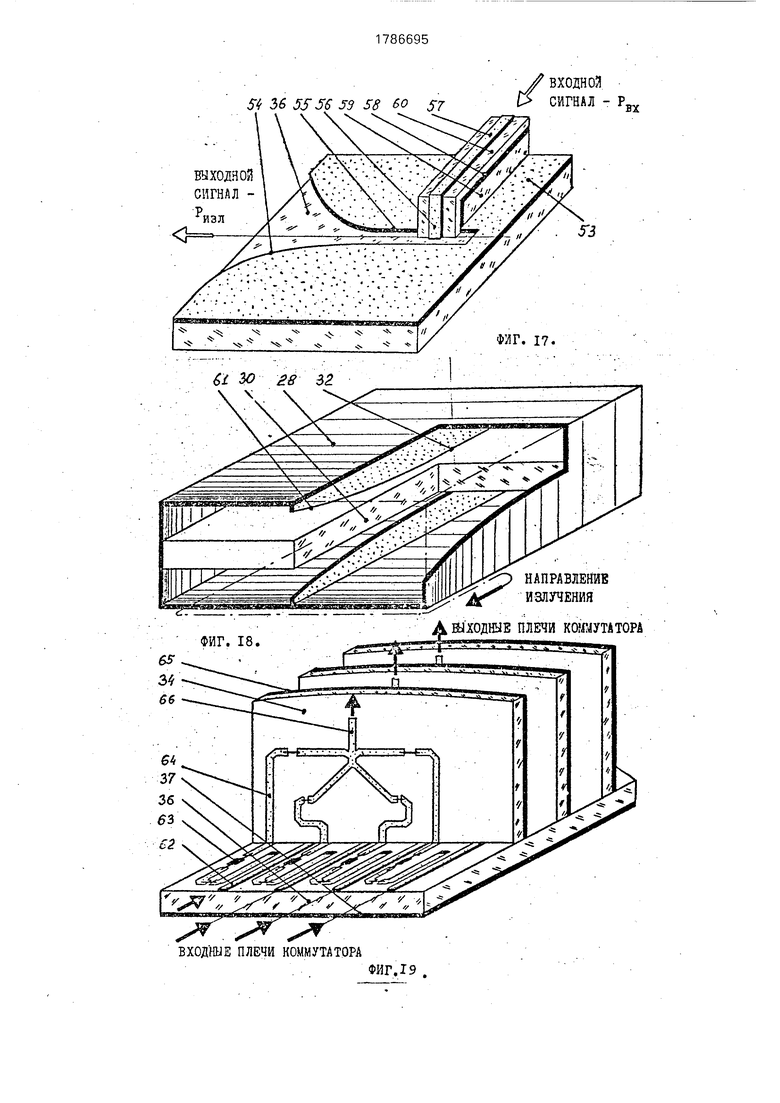
На фиг. 17 приведена конструкция интегральной широкополосной антенны Ви- валь-ди на основе РДЛ и плавно расширяющейся щелевой линии, содержащая щелевую линию в виде выреза в ЭСМ . 53, размещенного на лицевой стороне диэлектрического слоя 36, с экспоненциально расширяющимся участком 54, плавно переходящим в регулярный отрезок щелевой линии 55, запитываемый по высокочастотному тракту от вертикально расположенного отреза ТПП 56, гальванически соединенного с ТПП 57 подводящей НПЛ, образованной ЭСМ 58 , который размещен между диэлектрическим бруском 59 и ортогонально изогнутым диэлектрическим слоем 60.
На фиг. 18 приведена конструкция интегральной широкополосной антенны на основе РДЛ, образованной диэлектрической пластиной 30, помещенной в прямоугольный экран 28 с двумя ортогональными излучателями 32, зазор между которыми на участке излучения 61 плавно увеличивается, образуя раскрыв антенны продольного излучения.
На фиг, 19 приведена конструкция многоканального коммутатора размерностью MxN - число входов и выходов. На горизонтальном диэлектрическом слое 36 с ЭСМ 37 размещены ТПП 62 НПЛ входных плеч, которые через направленные ответвители, образованные ТПП 62 и параллельно расположенными ПП Э, развязывающие плечи коммутатора и включенные в разрыв ТПП переклюдчающие диоды 63, гальванически подсоединены к ТПП 64, образующим при объединении на вертикальных диэлектрических слоях 34 с ЭСМ 65 выходные плечи коммутатора 66.
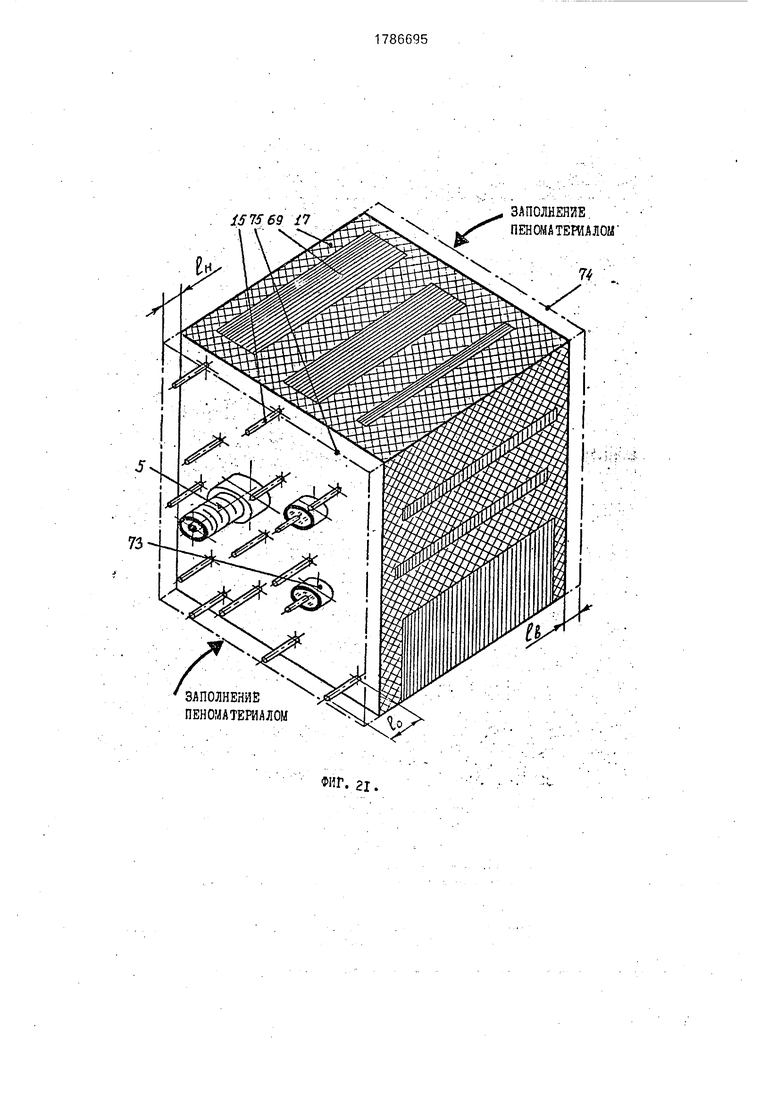
На фиг. 20 и 21 Приведены схемы сбооки ВО РДМ в технологических оправках: основной и вспомогательной/Основная технологическая оправка содержит панели 67 и 68, в отверстия которых осями 15 и 18 установлены РДС 69. В передней панели 68 изго- товл ены отверстия 70 и 71 под установку высокочастотного и низкочастотных внешних соединителей соответственно; 72 -объем под заполнение пенистым диэлектриком,- .
На фиг. 21 приведен подготовленный к присоединению к основанию-радиатору 2 и корпусированию модуль, свободные полости между РДС 69 которого заполнены пенистым диэлектриком 17, , с подсоединенными высокочастотным 5 и низкочастотными 73 соединителями, с выступающими за объем заполнения пенистым диэлектриком 17 концами нижних осей 15 несущих втулок; 74 и 75 - объемы под заполнение пенистым диэлектриком 19 и 20 (см.фиг.1)г соответствен но.
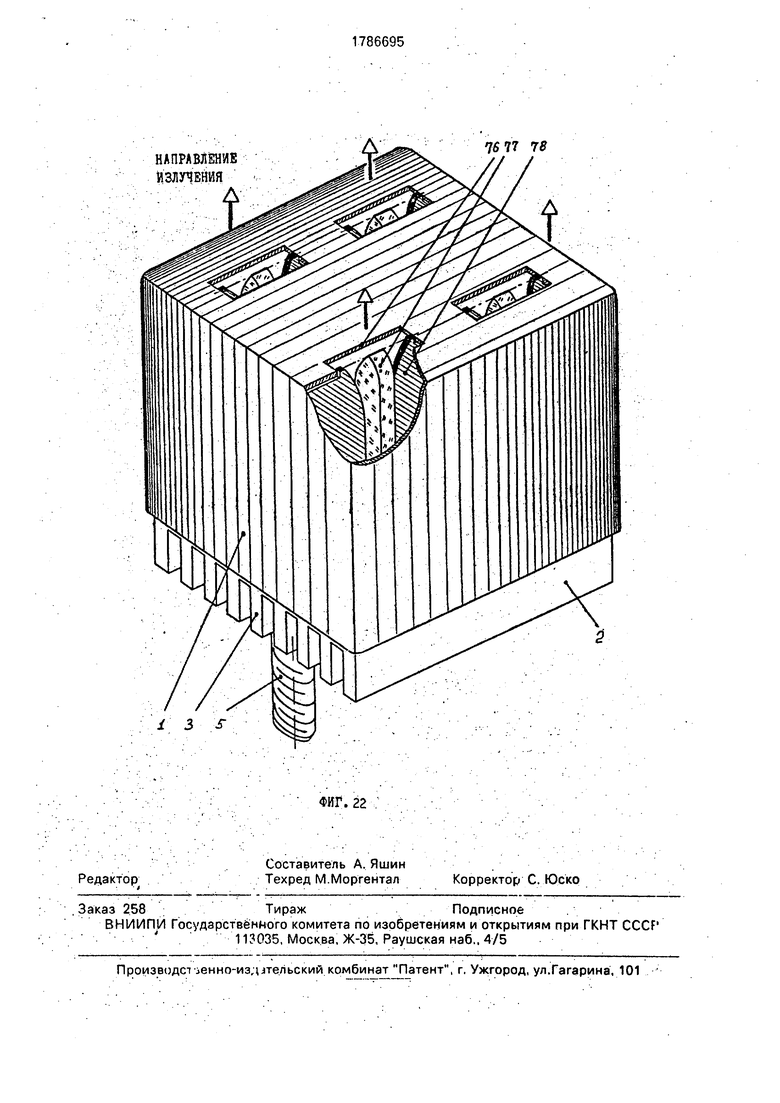
На фиг. 22 приведены конструкция ВО РДМ, реализующая приемнс-передаю- щий.модуль, содержащая корпус 1с прямоугольными отверстиями 76 в крышке, основание-радиатор 2 с пластинами 3, высокочастотный внешний соединитель 5 и широкополосные антенны на основе РДЛ (см,фиг. 18), содержащие диэлектрические пластины 77 с плавно изменяющейся шириной и излучатели 78 с плавно изменяющимися зазорами между ними.
Способ изготовления ВОРДМ осуществляют следующим образом.
Изготовленные точным литьём, штам- повокой или механической обработкой металлические пластины (см.фиг. 3-5) с осями 15 и 18, причем нижние оси 15 предвари-- тельно обслуживают припоем, запрессовывают в диэлектрический материал 6-8, например фторопласт. Производят дополнительную, механическую обработку диэ-; лектричеСкой поверхности изготовленной несущей втулки с целью исключения кривизны, неперпендикулярности, получения требуемой чистоты поверхности. :
Для каждой из изготовленных несущих втулок изготавливают полосковую плату на основе гибкого пленочного диэлектрического слоя 11 (см.фиг 2), на лицевой поверхно сти которого с помощью операций напыления, фотолитографии и травления изготавливают .ППЭ 13, соответствующие рассчитанному топологическому рисунку. Затем на поверхность диэлектрического слоя 11 наносят липкую полимерную композицию .22, с помощью которой полосковая плата выклеивается по поверхности диэлектрика 10 несущей втулки по контуру 23. Для исключения образования пузырений - воздушных микропрослоек -и
плотного: прилегания обратной стороны диэлектрического слоя 11 к поверхности диэлектрика 10 собираемый узел помещается в термокамеру с последующим созданием в ней вакуума. К извлеченным из термокамеры узлам к ППЭ 13 подсоединяются термокомпрессионный пайкой навесные компоненты 14 (см.фиг. 1), после чего готот вые РДС вновь помещаются в термокамеры, где они выдеживаются в вакууме до начала процесса сборки РДС в модуль.
Сборка ВОРДМ выполняется с использованием основной технологической осна- .стки (СМ.ФИГ. 20), панели 67 и 68 которой изготавливаю; специально для каждого конкретного ВОРДМ. РДС устанавливают
осями 15 и 18 вртеёрстиях панелей 67 и 68. В отверстиях 70 и 71 панели 68 устанав ли- вают высокочастотный 5 (ем.ф.иг. 1 и 21) и низкочастотные 73 (см.фиг. 21) внешние соединители. Соединители предварительно
подпаиваются (см.пайку на стыковке 21 на фиг. 1) к ППЭ соответствующих РДС и дополнительно механически закрепляются на РДС с помощью компаунда ВК-9. Для обеспечения возможности последующего вра:-;
щения ±а( в очень малых пределах) РДС 69 с подсоединенными соединителями 5 и: 73 отверстия 70 и 71 по диаметру несколько, превышают диаметры внешних соединителей 5 и 73. : , : ..-.- . . . :.... .; ;
. РДС 69 устанавливают в технологическую оправку в заранее рассчйтанной взаимно пространственной осекорпусной ориентации, заложенной в параллельно- перпендикулярном взаимном расположении реберных профилей РДС и во взаимном расположении отверстий под установку осей 15 и 18 в панелях 67 и 68 оправкм. Для окончательной и более1 точной подстройки взаимного расположения соседних РДС 69
схема модуля через внешние срёдинители 5 и 73 подключается к источникам питания низко- и высокочастотных сигналов, а выходные сигналы подаются на контрольно- измерительный стенд, после чего осевыми
перемещениями ±Z и вращением ± а РДС 69 осуществляют их окончательную взйм- ную ориентацию с контролем электрических параметров на контрольно-измерительном стенде. V . - : :-:
При этом учитывается, что после запол4 нения свободных полостей модуля пенистым диэлектриком 17 эти параметры хотя и незначительно, но изменяются, т.е. выставление взаимного распоожения РДС 69 производится по максимальным, оптимальным рабочим параметрам с учетом пересчета последних на требуемые, получаемые при заполнении свободных полостей пенистым диэлектриком 17.
Далее производится фиксация-стопоре- ние осей 15 всех РДС 69 с использованием несложной оснастки, а зазоры в отверстиях 70 и 71 между их стенками и корпусами внешних соединителей 5 и 73 заполняются компаундом. Затем свободные полости между РДС 69 по контуру 72, соответствую- щему посадочному месту корпуса 1 (см.фиг. 1), заполняют пенистым диэлектриком 17.
Собранный и зафиксированный пакет РДС 69 извлекают после отверждения пенистого диэлектрика 17 из основной технологической оправки и помещают в вспомогательную технологическую оправку, в которой верхние оси 18 РДС 69 запод- лицо,- а нижние оси 15 РДС 69 и внешние соединители 5 и 73 частично - на участке н (фиг. 21) - дополнительно заполняются пенистым диэлектриком в объемах 74 и 75. Вспомогательная технологическая оправка содержит панели с отверстиями под оси и внешние соединители, аналогичные панелям 67 и 68 основной технр/югимеской оправки, но на фиг. 21 не показанные; в - максимальная длина выступающих верхних осей 18; - требуемая длина нижних осей 15. на которую они должны выступать за пределы дополнительного заполнения пенистым диэлектриком.
. Заполненный дополнительным пенистым диэлектриком в объемах 74 и 75 пакет РДС 69 с присоединенными внешними соединителями 5 и 73 устанавливают выступающими на величину 10-1н концами нижних осей 15 в отверстия основания-радиатора 2 и закрепляют пайкой 16, надевают корпус 1 и сочленяют его с основанием-радиатором 2 по периметру пакой 4 (фиг. 1).
Пример конкретной реализации ВОРДМ и способа его изготовления приведен на фиг. 22. На фиг. 22 показаны только отличительные от общего вида конструкции на фиг. 1 элементы, учитывая, что любые конкретные конструкции ВОРДМ. реализующие конкретные схемы, отличаются друг от друга и от конструкции на фиг. 1 только дополнительными элементами, числом и формой (в сечении) РДС 69, топологией ППЭ 12 и 13, числом и расположением навесных компонентов 14, что несущественно с точки зрения конструкторской реализации.
В данной конструкции реализован при- емно-передающий модуль, например, для микроэлектронной активной фазированной антенной решетки. Кроме общих с конструкцией на фиг. 1 элементов (корпус 1, основание-радиатор 2, внешний высокочастотный соединитель 5 и дугие элементы внутри корпуса), приемно-передающий модуль имеет
5 широкоплосные антенны на основе РДЛ (см.фиг. 18), причем элементы антенны являются верхними частями соответствующих РДС; излучение выполняется через отверстие 76 в крышке корпуса 1, а собственно
0 антенна продольного излучения содержит
-диэлектрическую пластину 77 с плавно изменяющейся шириной и излучатели 78 с плавно изменяющимися зазорами между ними.
5 В конкретной конструкции модуля диэлектрические слои 11 изготовлены из гибкого тонкого диэлектрика, обладающего хорошими электрофизическими характеристиками: малое значение tg б , относитель0 но небольшое значение диэлектрической пронциаемости е , теплостойкость, малый КТЛР - коэффициент термического линейного расширения, по возможности большой коэффициент теплопроводности Кт. Услови5 ям осуществимости изобретения отвечают материалы с параметрами: tg. д 0,003- 0,008 при t 20°С и tg (,0004 при t 220°С на частоте 1 ГГц; е 31-3,8 с рабочей температурой до 220°С. Соответственно,
0 оптимальным материалом является поли- имид. В приемно-передающем модуле используется пленка полиимидная марки ПМ по ТУ 6-19-102-78 или марки ПМ-414 по ТУ6-05-1141-78 с толщинами от 30 до 130
5 мкм, а также марок Kapton-H, ПМА и др. Диэлектрическая пластина 77 изготавливается из фторопласта; заменитель материала
-стирол или облученный полиэтилен. В ка- четве диэлектрического материала 10 несу0 щиз втулок используется фторопласт-4 с характеристиками: tg д 0,003, е 2,0 допускает пайку на поврехности до 260°С в течение ТО с. Металлические пластины 9,24, 25 (см.фиг. 1-5) изготавливают из меди или
5 сплавов меди. При жестких допусках на взаимное расположение ППЭ 12 и 13 в соседних РДС 69 пластины 9, 24 и 25 изготавливаются из .бериллие вой бронзы марки БрБ2, которая в наименьшей степени
0 подвергается изгибу при заполнении свободных полостей пенистым диэлектриком 17. В качестве пенистого диэлектрика 17 используется пенополиуретан марки ППУ- 350 (в коротковолновой части СВЧ-диапазо5 на и в КВЧ-диапазоне - пористый фтороласт по ТУ6-05--1751-75), в качестве пенистого диэлектрика 19 и 20 - пенополиуретан марки ППУ-350. Корпус 1 изготавливается из алюминиевых сплавов типов АДОО, АМц,
АМг2М (ГОСТ 21631-76) с покрытием Хим.Н6...9 для предотвращения коррозии и обеспечения пайки. Основание-радиатор 2 с пластинами 3, фрезерованное из литьевого алюминия марок АЛ-2, АЛ-9 или ОАЛ-20 с покрытием Хим.НЭ. В качетве липкой полимерной композиции 22 используется пленочный клей на основе композиции низко- и высокомолекулярных полиизобутиленов по ГОСТ 13303-67 и ТУ38-105257-80 с па- оаметрами: удельное объемное сопротивле- ние 1- 1010. ,0м . см; температура самовоспламенения 35LTC; условия эксплуатации от -40°С до 50°С. Назначение лип- кого слоя 22 - плотный контакт диэлектрического слоя 11 к поверхности диэлектрика 10 несущей втулки до заполнения свободных полостей между РДС69 пенистым диэлектриком 17.. .
Внешние соединители 5 и 73 - нормализованные миниатюрные.
На фиг., 1 и 2 в качестве примера показаны топологии отдельных функциональны узлов, реализуемых в РДС модуля: направленного ответвителя (фиг. 13), подключенного к полосовому фильтру, и выходного плеча многоканального коммутатора (фиг. 19),
Способ изготовления и сборки конкретного ВОРДМ осуществляется следующим образом.
Основные операции по реализации способа, относящиеся к любым конструкциям ВОРДМ, описаны выше. Специфические операции по изготовлению и сборке прием- но-передающего модуля (фиг. 22) выполняется следующим образом.
С использованием специальной технологической оснастки и типового технологического оборудования на лицевых поверхностях полиимидных диэлектрических слоев 11 формируются ППЭ 13. Обезжиривание полиимидной пленки производят на установке химической обработки ЩЦМЗ.240.212 из комплекта офорудо-. вания линии химической обработки Лада-1. После сушки на воздухе поли- имидная пленка отжигается в печи Тезис при 300 ± 10°Свтечение2ч в среде аргона. Далее пленка металлизируется с лицевой стороны (при необходимости и с обратной) в вакуумной установке ВУ-1А; на нее напыляется структура хром-медь-хром или хром- медь-золото. .
Формирование топологического рисунка выполняется методом фотолитографии. Негативный фоторезист марки ФН-11С наносится на заготовку методом окунания или пульверизацией. Сушка при 100 ±5°С а течение 30 мин. Фоторезист экспонируется через гибкий фотошаблон на установке
двухстороннего совмещения и эспонирова- ния ЭМ-565А. Гибкие фотошаблоны предварительно совмещаются под микроскопом и склеиваются в пакет. Проявление фстре5 . зиста выполняется трехкратным окунанием в уайт-спирит. Далее следуеттемрообработ- ка при 100 ± 10°С в течение 40 мин и травление структуры хром-медь-хром (хром-медь-золото) до выявления требуемо0 го послойного топологического рисунка на
.установке химической обработки ЩЦМЗ.240.212. После травления фоторези- стивная маска снимается на установке обработки в органических растворителях
5 ЩЦМЗ.240.221. Для формирования последующих слоев топологического рисунка по- лосковой платы операции, начиная от. нанесения фоторезиста, повторяются.
Далее на обратную сторону сформиро0 ванной прлосковрй платы наносят липкую полимерную композицию 22 из эмульсии одним из изветных способов: фильерным. ракельным, валковым. Композиция наносится слоем толщиной не более 20 мкм и
5 должна обеспечивать липкость не менее 500-600 с с испытанием по п. 4.3 ОСТ6-19- 416-80.. . : ., ;.. ..;-:: / ...
После закрепления полосковой платы на несущей втулке к ППЭ 12, 13 подсоеди0 няются пайкой навесные компоненты 14. Пайка в течение 10-15 с не изменяет физико-химических Свойств полиимидной диэлектрической плёнки и фторопласта несущей втулки, т.к. для них деструкция на5 ступает только при .температуре свыше 400°С при разогреве в течение 5-10 мин. Способ изготовления несущих втулок и дальнейшие операции сборки описаны выше,
0 ВОРДМ работает следующим образом. Высокочастотный сигнал через внешний соединитель 5 подается на вход модуля и обрабатывается - усиливается, фильтруется, преобразуется, генерируется и т.п. - в
5 пределах каждой РДС с использованием гальванических Связей, выполненных на ППЭ, и в объемной структуре, образованной пространственно скомпонованными РДС 6, 7, 8... - с помощью ОРП. Функциональные
0 узлы модуля при этом реализуются как на отдельных РДС, так и на нескольких соседних РДС. Обработанный высокочастотный сигнал отводится из ВОРДМ либо через высокочастотный внешний соединитель, либо
5 излучается в окружающее пространство (см.модуль на фиг. 22). Напряжение питания и низкочастотные сигналы подаются на схему модуля через низкочастотные соедините- . ли 73. Выделяемое при работе активными навесными компонентами 14 и тепловыделяющими ППЭ 12 и 13 тепло выводится на основание-радиатор 2 с пластинами 3 по цепи с минимальным тепловым сопротивлением: навесной компонент 14 (ППЭ 12, 13)- диэлектрический слой 11 -- липкий 5 слой 22 - диэлектрический материал 10 несущей втулки -.металлическая пластина 9 несущей втулки -г нижняя ось 15 втулки основание-радиатор 2 пластины 3. ВОРДМ может быть использован в различ- 10 ных высокочастотных микроэлектронных устройствах.
По сравнению с существующими конструкциями, ВОРДМ позволяет реализовать схемы с большим (в 2-3 ряда) числом функ- 15 циональных узлов, расширить частотный рабочий диапазон вплоть до КВЧ диапазона (до 40-50 ГГц), увеличить мощность обрабатываемых сигналов в пять-десять ра з, снизить в два и более раз трудоемкость 20 сборочных операций, а в итоге расширить эксплуатационные возможности и упростить процесс изготовления.
Формула изобретения 1. Высокочастотный объемный реберно- 25 диэлектрический модуль, содержащий пря- моугольныйкорпус с основанием-радиатором, несущую втулку из диэлектрика, закрепленную в корпусе на его основании-радиаторе в его центральной 30 части, полосковые платы, выполненные в виде пленочных диэлектрических слоев с пленочными полосковыми элементами и навесными компонентами и закрепленные на несущей втулке, элементы межплатной ком- 35 мутаций, объемные распределенные переходы по трактам передачи высокочастотных сигналов, внешние соединители и крышку, герметично соединенную по периметру со стенками корпуса/свободные полости кото- 40 рого заполнены пенистым диэлектриком, о т л и ч а ю щ и и с я тем, что, с целью расширения эксплуатационных возможностей, он снабжен дополнительными несущими втулками с дополнительными 45 полосковыми платами, в основании радиатора выполнены отверстия, несущие втулки выполнены из диэлектрического материала,
армированного металлическими пластинами с образованием ортогонального реберного профиля в их сечении; а полосковые платы закреплены на поверхности несущих втулок посредством липкой полимерной композиции, объемные распределенные переходы по трактам передачи высокочастотных сигналов выполнены виде полосковых приемных и передающих излучателей, причем дополнительные несущие втулки закрепленыв отверстиях основания-радиатора.
ФИГ. в
93Т.Ц
Фиг Л б .
Я 36 55 S6 J9 58 50 $7
ФИГ. 18.
ВХОДНЫЕ ПЛЕЧИ КОММУТАТОРА
/ входной.
/ СИГНАЛ - P
вх
НАПРАВЛЕНИЕ ИЗЛУЧЕНИЯ
%
Д ШХОДНЫЕ ПЛЕЧИ КО УТАТОРА
ФИГ.19 .
ФИКСАЦИЯ -СТОПОРЕНИЕ
ОСИГ .РЕБЕРНОгДИ ЛЕКТРК-.
ЧВВКОЗ-СЕКЦИЙ . 76 7t 68
ФИГ. 21.
| Гвоздев В.И., Скулаков П.Н., Шепетйна В.А | |||
| и Яшин А.А | |||
| Реализация трехмерной топологии в интегральных СВЧ-схемах | |||
| Зарубежная радиоэлектроника, 1990, № 5, с.39-55., | |||
| ; Авторское свидетельство СССР № 1679664,кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
