Изобретение относится к высокочастотной интегральной технике и может быть использовано в многоканальной связи, системах управления, промышленном телевидении и радиоизмерительной технике.
Цель изобретения - повышение надежности модуля путем улучшения электрических и тепловых характеристик и упрощения конструкции.
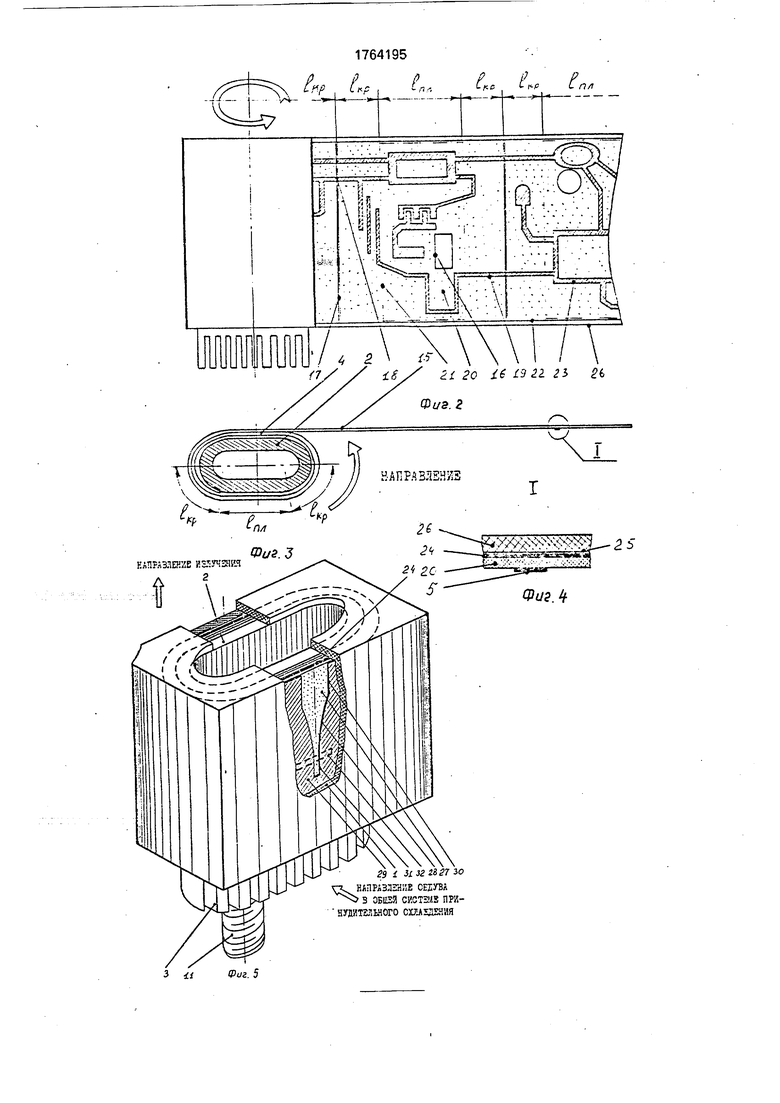
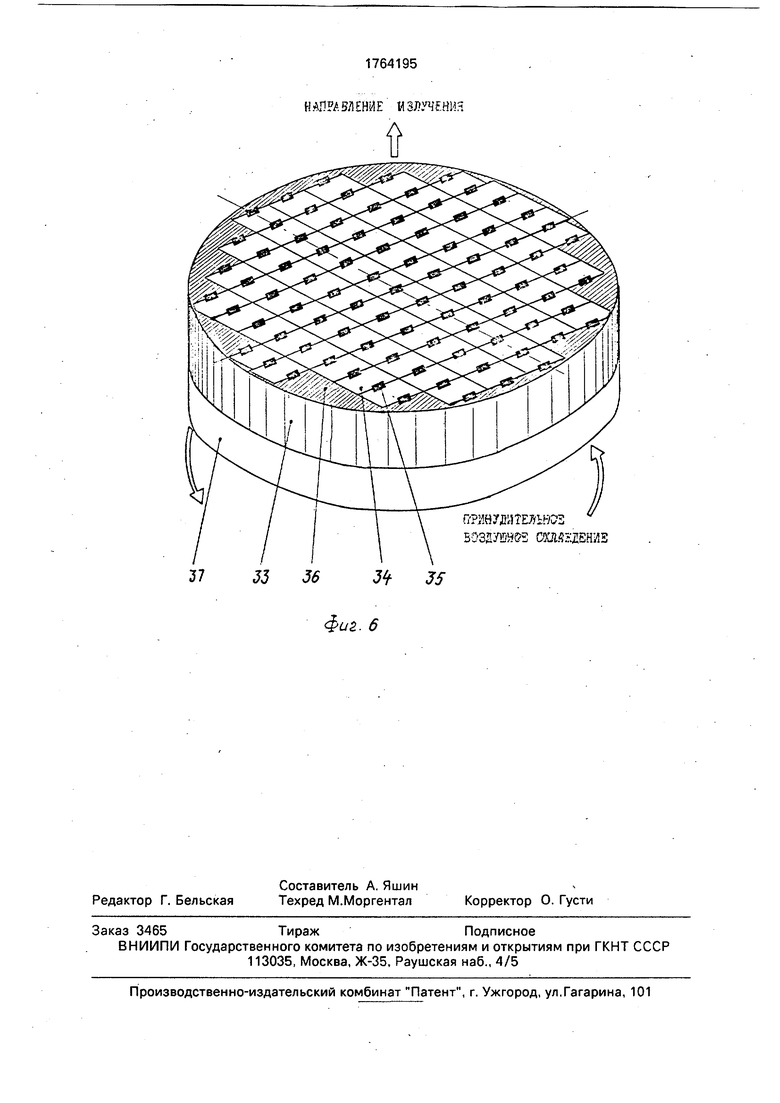
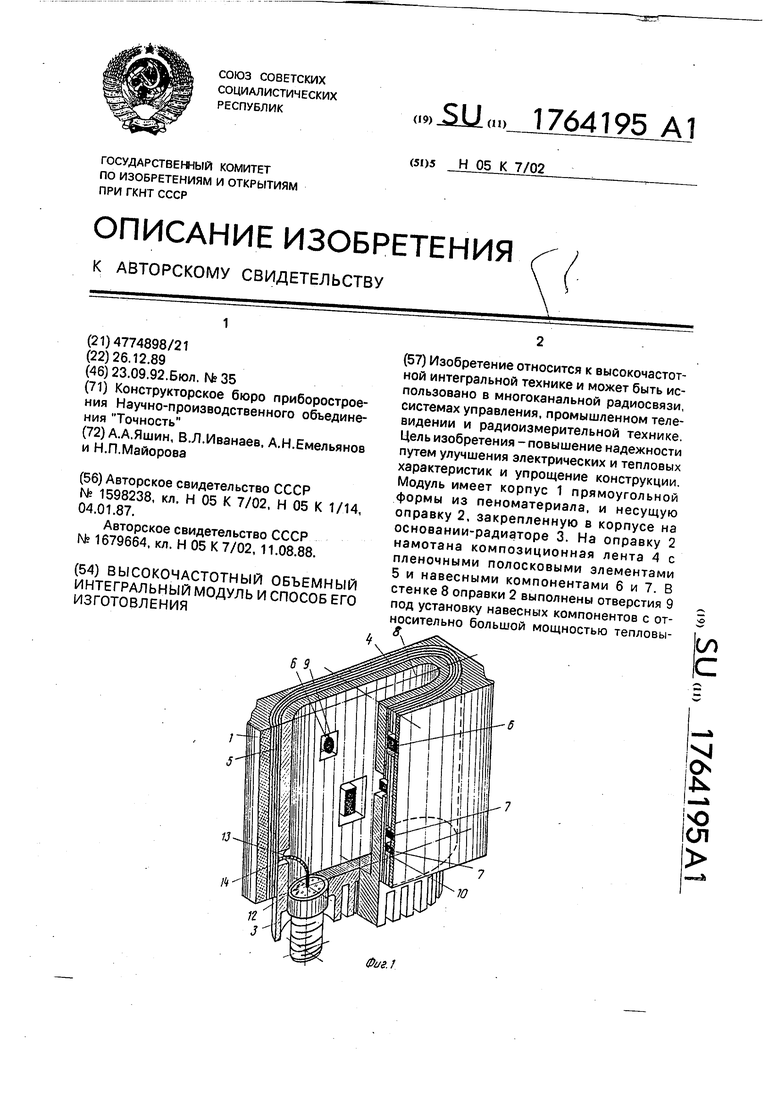
На фиг.1 показана конструкция высокочастотного объемного интегрального модуля (ВОИМ); на фиг.2,3 - схема спиральной намотки композиционной ленты на несущую оправку; на фиг.4 - узел I на фиг.З; на фиг.5 - ВОИМ, реализующий приемопередающий модуль активной фазированной антенной решетки (ППМ АФАР); на фиг.6 - компоновка такого ВОИМ в апертуре АФАР.
ВОИМ содержит корпус прямоугольной формы 1 из пеноматериала, несущую оправку 2, закрепленную в корпусе на основании- радиаторе 3, На несущую оправку 2 намотана композиционная лента 4 с пленочными полосовыми элементами ППЭ 5 и навесными компонентами (НК) 6,7. В стенке
8несущей оправки 2 выполнены отверстия
9под установку НК с относительно большой мощностью тепловыделения. Отверстия 10 выполнены в композиционной ленте под установку НК7 с относительно малой мощностью тепловыделения. Высокочастотный внешний соединитель 11 установлен на основании-радиаторе 3, а его центральный проводник 12 с помощью коаксиального микрокабеля 13 подсоединен к ППЭ 14 схемы модуля. Низкочастотные металлостек- лянные соединители для подачи напряжений питания и низкочастотных напряжений устанавливают аналогично на основании-радиаторе 3 (на фиг.1 условно не показаны).
На фиг.2-4 приведена схема спиральной намотки композиционной ленты 4 на несущую оправку 2 (15-еще не намотанный участок ленты 4). В ленте 4 выполнены соос- ные отверстия 16 под установку НК 7. Приняты следующие обозначения: Пл - спрямленные участки полосовых плат (ПП);
кр - участки скругления ПП; 17 - границы кадров рисунка топологии на ПП; 18 - перекрываемые при последовательном экспонировании соединительные ППЭ 19; 20, - ПП
с топологическим полем 21 (контур) на участке пл и краевыми участками 22; 23 - функциональные узлы (ФУ) типа кольцевой мост, сформированные на спрямленных участках ПП; 24 - экранный слой металлизации(ЭСМ); 25-липкий поверхностный слой;
26- лента-носитель. Соосные отверстия 16 в ПП 20 и ленте-носителе 26, их взаимное соответствие в намотанной композиционной ленте, а также соответствие ППЭ в соседних витках, образующих объемные
распределенные переходы (ОРП) для межуровневой коммутации, рассчитываются
при разработке топологии схемы модуля.
На фиг.5 показан модуль, реализующий
ППМ АФАР, содержащий известные элементы 1,2,3,11,24. В данной конструкции применены щелевые широкополосные излучатели Вивальди, конструктивно-технологически совместимые с конструкцией модуля;
излучатели выполнены в внешних витках ПП
27в виде плавно расширяющегося участка
28щелевой линии, образованной в ЭСМ 29 с конечным участком 30 постоянной ширины щели. Излучатель запитывается на регулярном участке 31 щелевой линии через диэлектрик ПП 27 от микрополосковой линии 32.
На фиг.6 показана компоновка такого модуля в апертуре АФАР: 33 - корпус
АФАР; 34 - ППМ АФАР, 35 - излучатель Вивальди; 36 - заполненные пеноматериа- лом свободные места АФАР; 37 - основание АФАР с системой принудительного охлаждения:
Способ изготовления ВОИМ осуществляется следующим образом.
На обеих сторонах ПП 20 (фиг.2-4) из гибкого теплостойкого выскочастотного тонколистового материала, например полиимидной ленты, изготавливают, согласно топологическому рисунку, по тонкопленочной технологии ППЭ и ЭСМ. Особенностью способа является получение ленточной ПП с непрерывным по длине ленты топологическим полем, поэтому выполняют последовательное фотоэкспонирование кадров рисунка топологии с перекрытием 18 ППЭ 19 и ЭСМ на обратной стороне ПП на границах кадров 17 с последующим травлением по всей длине ленточной ПП 20. Затем ПП 20 со сформированными ППЭ 19,23 соединяют своим ЭСМ с липким слоем 25 гибкой теплостойкой, высокочастотной ленты-носителя 26, например, из полиимида, в которой предварительно выполняют отверстия, со- осные отверстиям ПП, под установку НК 7 на внешней стороне ПП. НК 7 подпаивают к ППЭ, сформированным на стороне ПП 20, соединяемой с липким слоем ленты-носителя 26, причем на участках, свободных от ЭСМ 24. При этом передача высокочастотного сигнала со стороны ПП 20 с ППЭ (ФУ) 5 выполняется с использованием ОРП. Для последующих наматываемых слоев композиционной ленты 4 соосные отверстия под установку внешних НК 7 выполняются уже в композиционной ленте 15 до ее намотки на несущую оправку 2.
Липкий слой 25 выполняет функцию фиксации ПП 20 на ленте-носителе 26 перед намоткой полученной композиционной ленты 15 с целью совмещения ППЭ и отверстий под НК при намотке композиционной ленты, поэтому от материала слоя 25 не требуется качества полимеризации и длительного сохранения клеящих свойств.
В изготовленной композиционной ленте выполняют отверстия 16 под установку НК 6 (слева на фиг.1). Затем композиционную ленту 15 наматывают на несущую оправку 2 с контролем требуемого усилия натяжения и взаимного расположения ППЭ в соседних витках, что контролируется по точному совпадению соосных отверстий 16. Присоединение НК 6 со стороны несущей оправки осуществляется после окончания намотки композиционной ленты на несущую оправку следующим образом. Перед намоткой композиционной ленты на контактирующие с НК участки ППЭ, равно как и на выводах подсоединяемых НК, наносят слои низкотемпературного припоя.
В намотанной на несущую оправку 2 композиционной ленте НК 6 через отверстия 9 в стенке 8 устанавливают на контактирующих участках ППЭ и локальным разогревом, например разогревом НК или стенки 8 в зоне отверстия 9, выполняют соединение НК с ППЭ.
Присоединение Н К 7 на внешней поверхности ПП осуществляется пайкой в процессе спиральной намотки композиционной ленты на несущую оправку. При намотке n-го витка к его ППЭ присоединяются НК
этого витка, а все последующие витки с номерами (п +1), (п + 2), ...уже имеют отверстия 10 под ранее присоединенные НК и т.д. Внешние соединители 11 устанавливают в отверстия основания-радиатора, а их центральные проводники пайкой присоединяют к ППЭ 14 схемы модуля через отверстия в стенке 8 несущей оправки с помощью микрокабелей 13 (или просто проводников
для низкочастотных соединителей).
Корпусирование модуля осуществляют заливкой пеноматериала в требуемой по заданным посадочным местам в изделии форме; заливают боковые стенки и верхние и
нижние торцы намотанной структуры 4 (см. фиг.5).
Пример конкретной реализации ВОИМ и способа его изготовления поясняется фигурами 1-6, иллюстрируют реализацию ВОИМ и способ его изготовления независимо от конкретной схемы (электрической принципиальной), реализуемой в модуле. Различие состоит лишь в номенклатуре НК и топологическом рисунке на фиг.2, а также во
введении в конструкцию специфических ФУ - типа излучателей на фиг.5.
Пример конкретной реализации ВОИМ приведен на фиг.5,6, где показан ППМ АФАР, содержащий полтора-два десятка
ФУ типа излучателей, ферритовых вентилей и циркуляторов, умножителей частоты и т.п. В данном ППМ использованы широкополосные щелевые излучатели Вивальди, наиболее эффективно адаптируемые к
конструкции модуля и не увеличивающие габаритные размеры ВОИМ, а также адаптируемые к технологии изготовления по описанному выше способу. На фиг.6 приведена компоновка данного модуля в АФАР.
Лента-носитель 26 и ПП 20 соответственно с толщинами 60...80 мкм и 40 мкм изготовлены из полиимидной пленки марки Kapton - Н, заменитель-пленка марки ПМ по ТУ 6-19-102-78 (основные характеристики: tg д 0,003...0,008 при t 20°C на частоте 1 ГГц; Ј 3,1...3,8, рабочая температура до 220°С). В качестве пеноматериала для корпуса 1 используется пористый фторопласт или пенополиуретан марки ППУ-350. Несущая оправка и основание-радиатор изготовлены из алюминиевого сплава марки АМг-2 по ГОСТ 21631-76 с покрытием Хим. Н6...9. Внешние коммутационные устройства - стандартные миниатюризованные.
Способ изготовления i/f сборки конкретного ВОИМ осуществляется следующим образом. Из полиимида названных выше марок и толщин изготавливают ленточную ПП 20 с предварительным учетом изменения продольных линейных размеров при намотке композиционной ленты 15 на несущую оправку 2 в соответствии с рассчитанной топологией. Далее с использованием специальной технологической оснастки и типового технологического оборудования на поверхностях ПП 20 изготавливают ППЭ (фиг.2).
Обезжиривание ПП производят на установке химической обработки ЩЦМЗ.240.212 из комплекса оборудования линии химической обработки Лада-1. После сушки на воздухе ПП отжигают в печи Тезис при (300 ± 10)°С в течение 2 ч в среде аргона. ПП металлизируют с обеих сторон а вакуумной установке ВУ-1А; напыляют композиционную структуру хром-медь-хром. Формирование топологического рисунка на ПП выполняют методом фотолитографии. Используют негативный фоторезист марки ФН-11 с. Для создания непрерывного топологического рисунка по всей длине ленточной ПП производят (с использованием специальной оснастки) последовательное фотоэкспонирование кадров - стандартных для типового оборудования - рисунка топологии с перекрытием 18 ППЭ 19 и Э СМ на границах кадров 17 (фиг.2). Фоторезист перед экспонированием сушат в термошкафу. Экспонирование фоторезиста по кадрам выполняют через гибкие шаблоны на установке двустороннего совмещения и экспонирования ЭМ-5 65 А. При этом гибкие фотошаблоны предварительно и по кадрам совмещают под микроскопом и склеивают в пакет. После проявления фоторезиста на ленточной ПП в уайт-спирте и травления рисунка на установке химической обработки ЩЦМЗ.240.212 снимают маску (на установке ЩЦМЗ.240.221) и выполняют сушку. Последующие слои, если они имеются (рези- стивный и т.п.), наносят в той же последовательности.
Последующие процессы изготовления композиционной ленты 15 с контролем совмещения ППЭ в соседних витках, последовательность изготовления отверстий под установку НК, а также последовательность и способы присоединения НК к ППЭ соответствуют выше описанным. Припайка внешних соединителей к основанию-радиатору, покрытому хим. никелем, выполняется припоем ПОС-61 по окружности сочленения. Для пайки выводов НК мето- дом Яокального разогрева предварительно нанесенных слоев припоя используют низкотемпературный припой марок ПСР-З-Ин, ПСГС1ШГ-18 с тeVfffeplтураШПфйеталлиза- ции 141°С и 145°С соответственно.
В качестве материала липкого слоя 25 использована композиция из низко-и высокомолекулярных полиизобутиленов по ТУ 38-105257-80 и ГОСТ 13303-67.
ВОИМ работает следующим образом. В зависимости от функционального назначения модуля высокочастотный сигнал поступает на вход схемы, реализованной в ВОИМ, или снимается с выхода схемы через соединитель 11. При этом низкочастотные сигналы и напряжения питания подаются
0 через проходные металлостеклянные соединители.
В объемной структуре, образованной пространственно скомпонованными ППЭ и НК, послойно разделенными в витках на5 мотки диэлектрическими слоями ПП, выполняется обработка высокочастотного сигнала: усиление, образование, генерирование, фильтрация и т.п. Обработка сигналов и передача их с уровня на уровень (с
0 витка на виток) является комбинированной: в основном в скрученной плоскости непрерывного топологического поля, а также с помощью ОРП. Обработанный высокочастотный сигнал выводится из ВОИМ через
5 соединитель 11 или излучается в открытое пространство (см. фиг.5) с помощью интегральных излучателей.
По сравнению с существующими конструкциями модулей ОВИМ позволяет реали0 зовать схемы с большим числом ФУ (в 3-4 раза), значительно улучшить электрические характеристики, реализовать нормальные тепловые режимы повышенной (до 8- -10 В т) мощности, снизить трудоемкость сбороч5 ных операций в 4-5 раз, а в итоге значительно повысить надежность модуля в работе и его технологичность.
Формула изобретения
1. Высокочастотный объемный интег0 ральный модуль, содержащий корпус прямоугольной формы с основанием-радиатором, несущую оправку, закрепленную в корпусе на его основании-радиаторе, полосковые платы с отверстиями и с экранными слоями метал5 лизации, выполненные в виде диэлектрических слоев на основе гибкого теплостойкого высокочастотного тонколистового материала в виде витков ленты, расположенных спирально относительно центральной несущей
0 оправки между наружной поверхностью несущей оправки и внутренней поверхностью корпуса с пленочными полосковыми элементами, включающими в себя нерегулярности, образующие функциональные узлы
5 схемы модуля, и регулярные линии передачи, элементы межуровневой коммутации, внешние соединители и навесные компоненты, электрически присоединенные к пленочным полосковым элементам, отличающийся тем, что, с целью повышения
надежности путем улучшения электрических и тепловых характеристик и упрощения конструкции, он снабжен композиционной лентой-носителем с липким поверхностным слоем, на одной из ее сторон полосковые платы соединены своими экранными слоями металлизации с липким поверхностным слоем ленты-носителя, причем лента-носитель расположена между несущей оправкой и полосковой платой, оправка выполнена в виде растянутого по большой геометрической оси эллиптического цилиндра со спрямленными вдоль указанной выше геометрической оси сторонами, а в ленте-носителе выполнены отверстия, соответствующие отверстиям полосковых плат, при этом элементы межуровневой коммутации выполнены на основе объемных распределенных переходов.
2.Модуль по п. 1,отличающийся тем, что навесные компоненты установлены в отверстиях полосковых плат, на внешней поверхности полосковых плат.
3.Модуль по п. 1,отличающийся тем, что навесные компоненты установлены на внешней поверхности несущей оправки.
4.Модуль по п. 1,отличающийся тем, что навесные компоненты установлены в отверстиях полосковых плат, на внешней поверхности полосковых плат и на внешней поверхности несущей оправки.
5.Модуль по п.1,отличающийся тем, что в качестве материала диэлектрических слоев и композиционной ленты-носителя использован полиимид, а в качестве материала корпуса - пеноматериал.
6.Модуль по п.5, отличающийся тем, что в качестве пеноматериала использован пористый фторопласт.
7.Способ изготолвения высокочастотного объемного интегрального модуля,
включающий изготовление корпуса прямоугольной формы с основанием-радиатором, изготовление полосковых плат методом фотолитографии с отверстиями на основе
диэлектрических слоев с пленочными поло- сковыми элементами на их поверхностях и с экранными слоями металлизации, установку навесных компонентов на полосковые платы, изготовление несущей оправки и
закрепление ее внутри корпуса в центральной части его основания-радиатора, спиральную намотку полосковых плат вокруг несущей оправки с образованием общих сквозных отверстий диэлектрических слоев,
формирование корпуса заливкой пеномате- риалом и подключение внешних соединителей, отличающийся тем, что, с целью повышения технологичности, изготовление полосковых плат методом фотолитографии
осуществляют с последовательным экспонированием кадров рисунка с перекрытием полосовых элементов на границах кадров, перед спиральной намоткой полосковые платы своими экранными слоями металлизации соединяют с липким слоем ленты-носителя, в которой предварительно изготавливают отверстия, соосные с отверстиями полосковых плат.
8.Способ по п.7, отличающийся тем, что установку навесных компонентов
осуществляют пайкой в процессе спиральной намоки полосковых плат на несущую правку.
9.Способ по пп. 7 и 8, о т л и ч а ю щ и й- с я тем, что перед спиральной намоткой
полосковых плат осуществляют нанесение слоев низкотемпературного припоя на контактирующие участки пленочных полосковых элементов, а присоединение навесных компонентов осуществляют пайкой локальным разогревом навесных компонентов.
BHBffisrao олонкмш.
-SHU SVEIOHO KSH30 S s
Y8JC230 3HHSL Ј Il fH
OttfttXlf 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Высокочастотный объемный реберно-диэлектрический модуль и способ его изготовления | 1990 |
|
SU1786695A1 |
| Съемный высокочастотный интегральный модуль | 1988 |
|
SU1700789A1 |
| Объемный высокочастотный интегральный модуль | 1989 |
|
SU1758918A1 |
| Высокочастотный интегральный модуль | 1987 |
|
SU1598238A1 |
| Объемный модуль для сверхскоростной обработки информации и способ его изготовления | 1990 |
|
SU1829127A1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| Мощный СВЧ-аттенюатор | 2021 |
|
RU2758083C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО ЛАКОФАЛЬГОВОГО ПОЛИИМИДНОГО МАТЕРИАЛА | 2003 |
|
RU2240921C1 |
;V V
S6lfr91l
НАПР/ЗЛЕНИЕ ИЗЛУЧЕНИЯ
. Ј
ЯРИЙУДЯТЕЛЬЙЗЗ 5232ЯЙЮЗ СШ22ЕНЙЕ
JJ