против сопрягаемых поверхностей и индикации момента расплавления металла - припоя,
Наиболее близким техническим решением к предлагаемому является технология проведения герметизации соединения труб в скважине включающая нанесение на сопрягаемые поверхности труб герметизирующего покрытия, спуск в скважину и цементирование нижней секции труб, спуск в скважину верхней секции труб, закачку цементного раствора для крепления верхней и нижней секций, затем производят посадку верхней секции на конусную часть нижней секции - прототип.
Недостатком известного способа является то, что он не обеспечивает в месте стыковки секции, в случае возникновения внутренних избыточных давлений, в результате чего происходит радиальное движение обсадной колонны, направленное на разрыв (рассоединение)стыковочного узла.
Цель изобретения - повышение герметичности и прочности соединения труб в скважине.
Поставленная цель достигается тем, что согласно способу герметизации соединений труб в скважине,включающему нанесение на сопрягаемые поверхности труб герметизирующего покрытия, спуск в скважину и цементирование нижней секции труб, спуск в скважину верхней секции труб, закачку цементного раствора для крепления верхней секции труб и последующее совмещение сопрягаемых поверхностей верхней и нижней секции. В качестве герметизирующего покрытия используют мягкий металл. Перед спуском труб в скважину с внутренней стороны труб под сопрягаемыми поверхностями устанавливают индикатор в виде магнитных вставок путем соединения их с трубами мягким металлом герметизирующего покрытия, а после совмещения сопрягаемых поверхностей осуществляют контроль за положением магнитных вставок и нагрев труб на участке соединения расположения индикаторов/ причем нагрев прекращают после получения сигнала об отсоединении магнитных вставок.
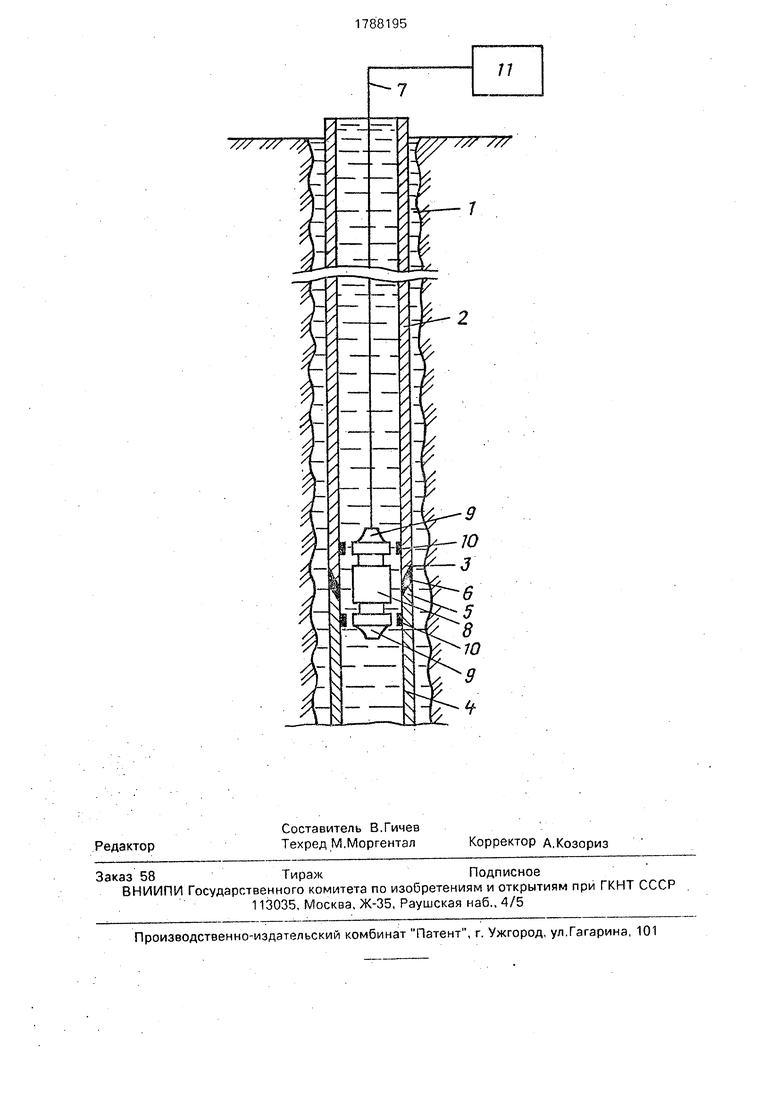
На чертеже схематично показана реализация способа герметизации узлов технологической оснастки обсадных колонн - стыковочных узлов.
На чертеже приняты следующие обоз;- начения: 1 - скважина, 2 - верхняя секция обсадной колонны, 3 - сопрягаемая поверхность верхней секции обсадной колонны, 4 - нижняя секция обсадной колонны, 5 - сопрягаемая поверхность нижней секции
обсадной колонны, 6 - покрытие из мягкого металла (припой), 7 - кабель, 8 - нагреватель, 9 -датчик для индикаторов, 10 - индикаторы, 11 - наземное оборудование
.(источник питания нагревателя, визуальные приборы контроля нахождения индикаторов, глубинометр, лебедка).
Способ осуществляется следующим образом.
О Предварительно на сопрягаемые поверхности стыковочного узла наносится покрытие из мягкого металла (например: олово, свинец и т.п.), а на внутреннюю поверхность обсадных труб, выше и ниже сопрягаемых
5 поверхностей, припаивают таким же металлом магнитные индикаторы (кусочки магнита). Спускают и цементируют нижнюю секцию обсадных колонн обычным способом. После спуска верхней секции обсадной
0 колонны и прокачки цементного раствора в заколоченное пространство производят стыковку секций- разгрузку верхней секции обсадной колонны. Спускают внутрь обсадных труб на кабеле 7 нагреватель 8 с датчи5 ками 9. По длине спускаемого кабеля 7 и показаниям приборов контроля прохождения индикаторов 10 устанавливают нагреватель 8 напротив сопрягаемых поверхностей 3, 5 обсадной колонны. Производят нагрев.
0 В результате повышения температуры металл, находящийся на сопрягаемых поверхностях и на креплении индикаторов 10, расплавляется, Так как верхняя секция обсадных колонн при проведении работ по
5 стыковке секций разгружена, то расплавленный металл, взаимодействуя с участками сопрягаемых поверхностей заполняет все мельчайшие зазоры, а после прекращения нагрева образует монолитное соединение
0 сопрягаемых поверхностей, что обеспечивает высокую прочность соединения. Одновременно при нагревании участка труб магниты-индикаторы, припаянные к телу труб ранее, отпаиваются и падают вниз, что
5 фиксируется на поверхности по показаниям приборов контроля. Отсутствие показаний магнитной метки индикатора указывает на то, что металл-покрытие сопрягаемых поверхностей расплавлено, после чего нагре0 вание прекращают.
П р и м е р (выполнение способа). Перед спуском секционной обсадной колонны в скважину на предварительно обезжиренные сопрягаемые поверхности стыковочно5 го узла наносится методом залуживания легкоплавкий металл, например низкотемпературный припой ПОС 10, ПОССУ 4-6 или аналогичные, имеющие температуру плавления 250-300°С, толщиной слоя 1-2 мм. На внутреннюю поверхность обсадных труб.
ниже и выше сопрягаемых плоскостей, при- паиваюттзким же припоем постоянные мзг- ниты-индикаторы. Затем. спускают в скважину и цементируют обычным способом нижнюю секцию обсадных труб с уста- новленной на ее голове нижней сопрягаемой поверхностью и магнитом-индикатором. После ожидания затвердения цемента (ОЗУ) нижней секции и подготовки ствола скважины спускают верхнюю сек- цию обсадных колонн, имеющих в нижней части сопрягаемую поверхность с магнитом-индикатором. Производят закачку цементного раствора в заколонное пространство и стыковку верхней и нижней секций обсадных труб. Разгружают верхнюю секцию на 10-15 т и фиксируют ее в таком положении на устье скважины. Затем внутрь обсадной колонны спускают на каротажном кабеле нагреватель с датчиками. По длине спускаемого в скважину каротажного кабеля и показаниям приборов контроля нахождения индикаторов в колонне труб уста- навливают нагреватель напротив сопрягаемых поверхностей стыковочного узла. Прохождение или установка датчиков напротив индикаторов фиксируется на устье скважины при помощи визуальных при- боров контроля. Подают питание на нагреватель и производят прогрев участка сопрягаемых поверхностей обсадных колонн до температуры выше температуры плавления легкоплавкого металла - покрытия. Под действием веса верхней секции обсадных труб происходит перемещение - сжатие сопрягаемых поверхностей в среде расплавления металла. При этом жидкая прослойка обеспечивает сплошное заполнение микротрещин, сопрягаемых поверхностей стыковочного узла. При нагревании участка колонны - индикаторы отпаиваются от внутренней стенки обсадных труб и падают (оседают) на забой скважины. Момент отпаивания магнитов фиксируется по приборам визуального наблюдения, установ- ленным на устье скважины. Отсутствие магнитных меток свидетельствует о том, что металл-припой полностью расплавлено, после чего нагрев стыковочного узла прекра- щают. В процессе охлаждения и
кристаллизации жидкой прослойки образуется металлическая связь сопряженных поверхностей, в результате чего получается монолитное и высокопрочное соединение стыковочного узла. Затем извлекают из скважины нагреватель с датчиками и производят дальнейшие работы по строительству скважины.
Использование предлагаемого способа герметизации стыковочных узлов позволяет повысить прочность колонны обсадных труб за счет образования металлической связи междусопрягаемыми поверхностями., обеспечить требуемую герметичность при любых условиях сложного нагружения, исключить возможность рассоединения стыковочного узла под действием внутренних избыточных давлений, снизить затраты времени и материалов на выполнение работ по устранению негерметичности колонны, что в свою очередь позволит повысить коммерческие скорости строительства скза- жин.
Формула изобретения Способ герметизации соединений труб в скважине, включающий нанесение на сопрягаемые поверхности труб герметизирующего покрытия, спуск в скважину и цементирование нижней секции труб, спуск в скважину верхней секции труб, закачку цементного раствора для крепления верхней секции труб и последующее совмещение сопрягаемых поверхностей верхней и нижней секций, отличающийся тем, что, с целью повышения герметичности и прочности соединения труб в скважине, в качестве герметизирующего покрытия используют мягкий металл, перед спуском труб в скважину с внутренней стороны труб под сопрягаемыми поверхностями устанавливают индикаторы в виде магнитных вставок путем соединения их с трубами мягким металлом герметизирующего покрытия, а после совмещения сопрягаемых поверхностей осуществляют контроль за положением магнитных вставок и нагрев труб на участке соединения и расположения индикаторов, причем нагрев прекращают после получения сигнала об отсоединении магнитных вставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН БОЛЬШОГО ДИАМЕТРА | 2015 |
|
RU2580556C1 |
| СПОСОБ ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН | 1989 |
|
RU2016188C1 |
| СПОСОБ ЛИКВИДАЦИИ НЕГЕРМЕТИЧНОСТИ ЭКСПЛУАТАЦИОННЫХ КОЛОНН | 2012 |
|
RU2533470C2 |
| Устройство для соединения секций обсадных колонн | 1988 |
|
SU1629463A1 |
| Способ строительства и ремонта скважины | 2016 |
|
RU2633914C1 |
| СПОСОБ ИЗОЛЯЦИИ ЗОНЫ ОСЛОЖНЕНИЯ В СКВАЖИНЕ И ПАКЕР | 2004 |
|
RU2257462C1 |
| УСТРОЙСТВО ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ СКВАЖИНЫ | 2001 |
|
RU2182647C1 |
| Устройство для цементирования обсадных колонн | 2023 |
|
RU2819027C1 |
| Способ цементирования скважин | 1988 |
|
SU1618870A1 |
| УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ ХВОСТОВИКА В СКВАЖИНЕ | 2011 |
|
RU2455451C1 |