Изобретение относится к изоляции изделий преимущественно напыляемыми пенистыми массами и может быть использовано для теплоизоляции цилиндрических изделий различного назначения.
Известны способы теплоизоляции труб, заключающиеся в последовательном нанесении на трубу, перемещающуюся в осевом направлении по ролико вому конвейеру с вращением вокруг своей оси, одного или нескольких слоев пенопласта с намоткой на каждый слой гибкой сетки из эластичного материала, позволяющего формировать цилиндрическую поверхность пенопласта с сеткой, и укладки на них защитного покрытия.
Недостаток этих способов состоит в том, что получаемое покрытие недостаточно качественное вследствие ухудшенных адге- зионных связей между слоями, что обусловлено как неопределенностью времени укладки сетки, так и размеров ее ячеек.
Целью изобретения является повышение качества наносимой теплоизоляции за счет улучшения адгезионных связей между слоями.
Эта цель достигается тем, что в способе теплоизоляции труб, заключающемся в по-, следовательном нанесении на перемещающуюся в осевом направлении с вращением вокруг своей оси трубу одного или нескольких слоев пенопласта с намоткой на каждый слой гибкой сетки из эластичного материала и защитного покрытия, намотку гибкой сетки из эластичного материала осуществляют после вспенивания пенопласта, но до завершения процесса его гелеобразо- вания, при этом используют сетку, имеющую площадь окна ячейки в диапазоне от 1 до 100 мм при отношении площади окна к площади ячейки 0,5-0,9.
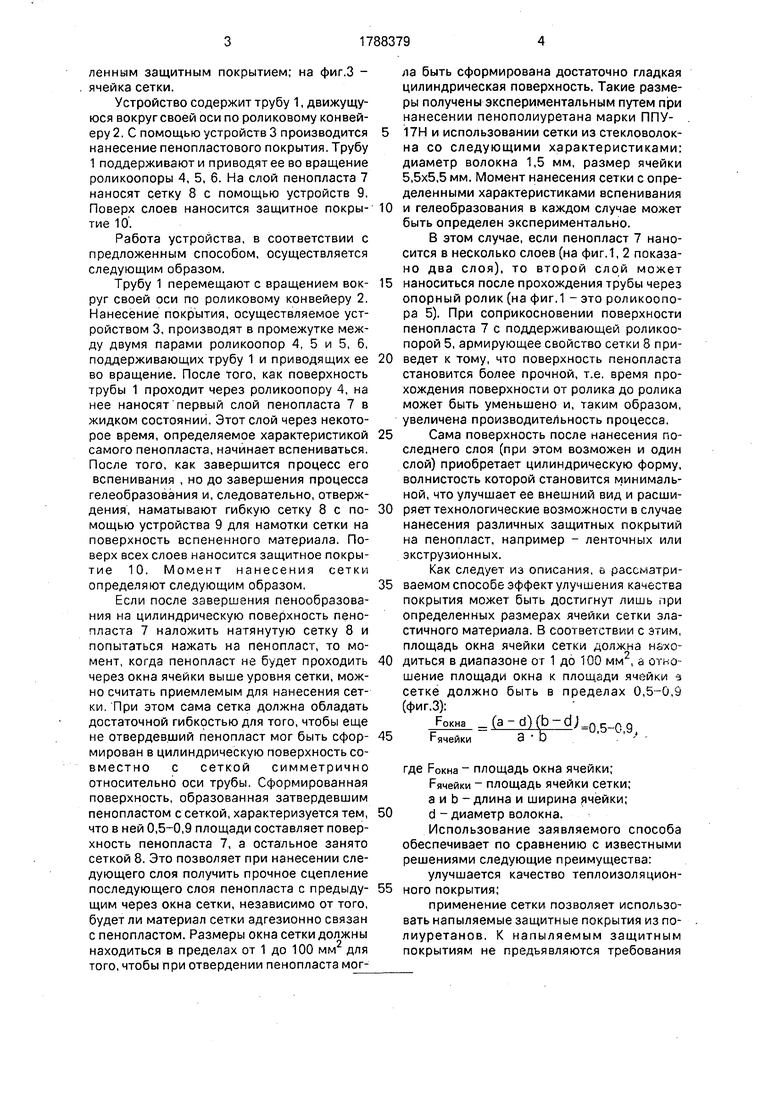
На фиг.1 представлен общий вид устройства, реализующего способ; на фиг.2 - часть трубы с двумя слоями пенопластового покрытия, сеткой на каждой из них и налыё
VI 00 00
со VJ
ю
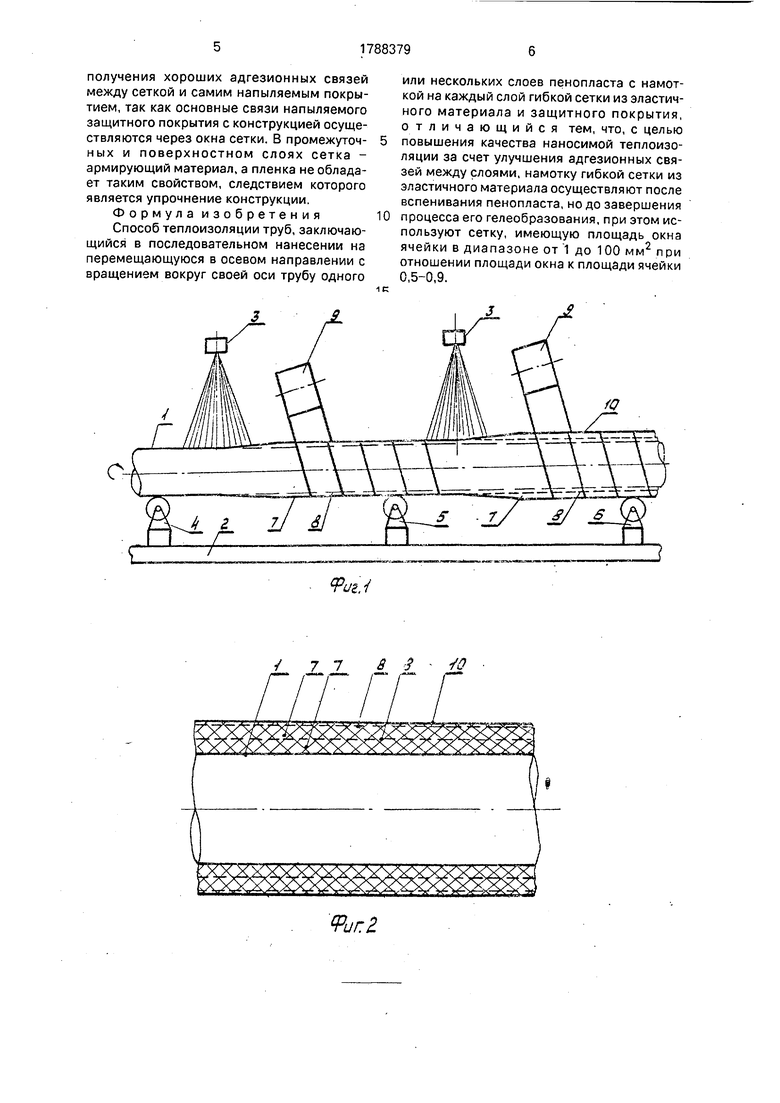
ленным защитным покрытием; на фиг.З - ячейка сетки.
Устройство содержит трубу 1, движущуюся вокруг своей оси по роликовому конвейеру 2. С помощью устройств 3 производится нанесение пенопластового покрытия. Трубу 1 поддерживают и приводят ее во вращение роликоопоры 4, 5, 6. На слой пенопласта 7 наносят сетку 8 с помощью устройств 9. Поверх слоев наносится защитное покрытие 10.
Работа устройства, в соответствии с предложенным способом, осуществляется следующим образом.
Трубу 1 перемещают с вращением вокруг своей оси по роликовому конвейеру 2. Нанесение покрытия, осуществляемое устройством 3, производят в промежутке между двумя парами роликоопор 4, 5 и 5, 6, поддерживающих трубу 1 и приводящих ее во вращение. После того, как поверхность трубы 1 проходит через роликоопору 4, на нее наносят первый слой пенопласта 7 в жидком состояний. Этот слой через некоторое время, определяемое характеристикой самого пенопласта, начинает вспениваться. После того, как завершится процесс его вспенивания , но до завершения процесса гелеобразования и, следовательно, отверж- дения, наматывают гибкую сетку 8 с помощью устройства 9 для намотки сетки на поверхность вспененного материала. Поверх всех слоев наносится защитное покрытие 10. Момент нанесения сетки определяют следующим образом.
Если после завершения пенообразова- ния на цилиндрическую поверхность пенопласта 7 наложить натянутую сетку 8 и попытаться нажать на пенопласт, то момент, когда пенопласт не будет проходить через окна ячейки выше уровня сетки, можно считать приемлемым для нанесения сетки. При этом сама сетка должна обладать достаточной гибкостью для того, чтобы еще не отвердевший пенопласт мог быть сформирован в цилиндрическую поверхность совместно с сеткой симметрично относительно оси трубы. Сформированная поверхность, образованная затвердевшим пенопластом с сеткой, характеризуется тем, что в ней 0,5-0,9 площади составляет поверхность пенопласта 7, а остальное занято сеткой 8. Это позволяет при нанесении следующего слоя получить прочное сцепление последующего слоя пенопласта с предыдущим через окна сетки, независимо от того, будет ли материал сетки адгезионно связан с пенопластом. Размеры окна сетки должны находиться в пределах от 1 до 100 мм для того, чтобы при отвердении пенопласта могла быть сформирована достаточно гладкая цилиндрическая поверхность. Такие размеры получены экспериментальным путем при нанесении пенополиуретана марки ППУ17Н и использовании сетки из стекловолокна со следующими характеристиками: диаметр волокна 1,5 мм, размер ячейки 5,5x5,5 мм. Момент нанесения сетки с определенными характеристиками вспенивания
и гелеобразования в каждом случае может быть определен экспериментально.
В этом случае, если пенопласт 7 наносится в несколько слоев (на фиг.1, 2 показано два слоя), то второй слой может
наноситься после прохождения трубы через опорный ролик (на фиг.1 - это роликоопо- ра 5). При соприкосновении поверхности пенопласта 7 с поддерживающей роликоо- порой 5, армирующее свойство сетки 8 приведет к тому, что поверхность пенопласта становится более прочной, т.е. время прохождения поверхности от ролика до ролика может быть уменьшено и, таким образом, увеличена производительность процесса.
Сама поверхность после нанесения последнего слоя (при этом возможен и один слой) приобретает цилиндрическую форму, волнистость которой становится минимальной, что улучшает ее внешний вид и расширяет технологические возможности в случае нанесения различных защитных покрытий на пенопласт, например - ленточных или экструзионных.
Как следует из описания, а рассматриваемом способе эффект улучшения качества покрытия может быть достигнут лишь при определенных размерах ячейки сетки эластичного материала. В соответствии с этим, площадь окна ячейки сетки должна на-ходиться в диапазоне от 1 до 100 мм2, а отношение площади окна к площади ячейки з сетке должно быть в пределах 0,5-0,9 (фиг.З):
Рокна (a-d)(.oq
--- г----- U,0 U,
Рячейки
а
где Рокна - площадь окна ячейки;
Рячейки - площадь ячейки сетки;
а и b - длина и ширина ячейки; d - диаметр волокна.
Использование заявляемого способа обеспечивает по сравнению с известными решениями следующие преимущества:
улучшается качество теплоизоляцион- ного покрытия;
применение сетки позволяет использовать напыляемые защитные покрытия из по- лиуретанов, К напыляемым защитным покрытиям не предъявляются требования
получения хороших адгезионных связей между сеткой и самим напыляемым покрытием, так как основные связи напыляемого защитного покрытия с конструкцией осуществляются через окна сетки. В промежуточ- ных и поверхностном слоях сетка - армирующий материал, а пленка не обладает таким свойством, следствием которого является упрочнение конструкции. Формула изобретения Способ теплоизоляции труб, заключающийся в последовательном нанесении на перемещающуюся в осевом направлении с вращением вокруг своей оси трубу одного
или нескольких слоев пенопласта с намоткой на каждый слой гибкой сетки из эластичного материала и защитного покрытия, отличающийся тем, что, с целью повышения качества наносимой теплоизоляции за счет улучшения адгезионных связей между слоями, намотку гибкой сетки из эластичного материала осуществляют после вспенивания пенопласта, но до завершения процесса его гелеобразования, при этом используют сетку, имеющую площадь окна ячейки в диапазоне от 1 до 100 мм2 при отношении площади окна к площади ячейки 0,5-0,9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| ПАКЕТ ТЕПЛОВОЙ ИЗОЛЯЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2459743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| ВОДНАЯ КОМПОЗИЦИЯ, НАПОЛНЕННАЯ ПОЛЫМИ МИКРОСФЕРАМИ, ДЛЯ ПОЛУЧЕНИЯ АНТИКОРРОЗИОННОГО И ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ И СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ЕЕ ОСНОВЕ | 2005 |
|
RU2304156C1 |
| Способ теплогидроизоляции стыка предварительно изолированных труб | 2020 |
|
RU2744140C1 |
| ДЛИННОМЕРНАЯ ПУСТОТЕЛАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2211899C1 |
| ТРУБА ИЗ ПЕНОПЛАСТА ДЛЯ ИЗОЛЯЦИИ ТРУБОПРОВОДОВ И СПОСОБ ЕЕ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2318664C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| ТЕПЛОИЗОЛЯЦИОННАЯ КОМПОЗИТНАЯ ФАСАДНАЯ ПАНЕЛЬ, СПОСОБ ЕЁ ПОДГОТОВКИ И ИСПОЛЬЗОВАНИЕ ТЕПЛОИЗОЛЯЦИОННОЙ КОМПОЗИТНОЙ ФАСАДНОЙ ПАНЕЛИ | 2014 |
|
RU2651850C1 |
Сущность изобретения: последовательно наносят на перемещающуюся в осевом направлении с вращением вокруг своей оси трубу одного или нескольких слоев пенопласта с намоткой на каждый слой гибкой сетки из эластичного материала и защитного покрытия. Намотку гибкой сетки осуществляют после вспенивания пенопласта, но до завершения процесса его пенообразова- ния. Используют сетку, имеющую площадь окна ячейки в диапазоне от 1 до 100мм2 при отношении площади окна к площади ячейки 0,5-0,9. 3 ил.
Я/г.У
Фиг.2.
m
Q
| Патент США Ns 4603712, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Патент США Мг 4644977, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
