Изобретение относится к индукционному нагреву, в частности, к снижению шума, возникающего при обработке длинномерных изделий индукционным нагревом.
Способ индукционного нагрева изделий включает нагрев с одновременным шумоглушением с помощью звукоизоляционной камеры и проемных вставок, облицованных изнутри звукопоглощающим материалом, и непрерывное транспортирование изделий, кроме того в этом способе осуществляют дополнительное шумоглушение с помощью примыкающих к вставкам сменных полых заслонок, облицованных изнутри звукопоглощающим материалом длиной И 2 Ас и размещенных соосно с транспортируемым
изделием, при этом внутренняя поверхность заслонки повторяет форму изделия, а зазор между поверхностью и изделием составляет не более Дс /2, где Дс -длина звуковой волны в воздухе наиболее интенсивной составляющей шума установки.
Такой способ обеспечивает снижение тех составляющих шума, которые возникают в рабочей камере. Однако он не обеспечивает снижение шума, обусловленного взаимодействием электромагнитного поля индуктора с изделием и распространяющегося вдоль изделия в виде изгибных колебаний.
VJ 00 00
ел
Ю
Целью изобретения является улучшение условий труда за счет снижения шума от вибрации изделия.
Сущность изобретения заключается в том, что под воздействием струйного давле- ния воды компенсируют силу воздействия изгибных колебаний на стенки изделия и тем самым снижают уровень шума, вызываемого вибрацией, причем демпфирование осуществляют путем подачи воды струями под давлением на отрезке изделия длиной 2 Ли, где Ли -длина волны изгибных колебаний, струи отстоят друг от друга на расстояние не более Ли /2, а силу давления каждой струи F выбирают из условия V, где ZBX - входное механическое сопротивление стенки изделия, V- колебательная скорость стенки изделия.
Сущность предлагаемого способа поясняется чертежом.
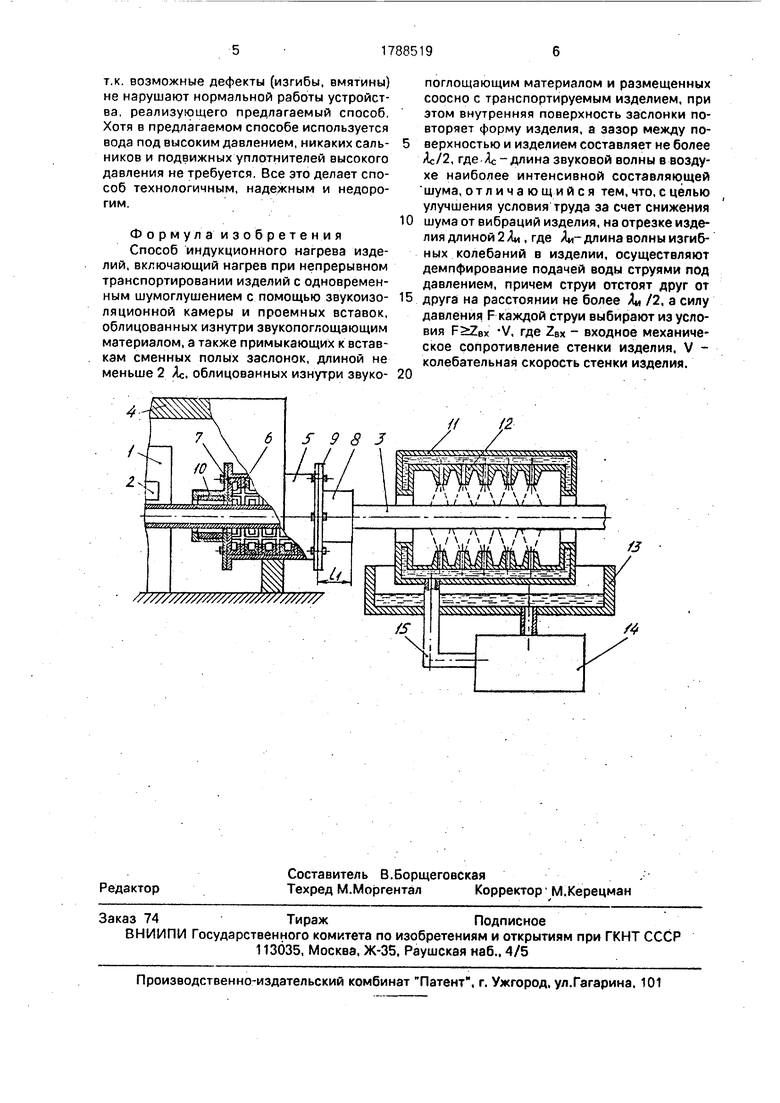
Индукционная установка содержит блок 1 индукционного нагревателя с индуктором 2, изделия 3, предназначенное для нагрева, помещенное в звукоизолирующую камеру 4, имеющую технологические про- емы для транспортирования изделий с установленными в них проемными вставками 5. На внутренней поверхности проемной вставки жестко установлены, например, приварены пластинчатые ребра 6. Ребра и тело проёмной вставки облицованы звукопоглощающим материалом 7. На каждой проемной вставке с двух ее сторон, соосно с ней установлены заслонки 8, выполненные в виде фланца 9 и полого цилиндриче- ского тела 10, облицованного изнутри звукопоглощающим материалом. Цилиндрическое тело заслонки имеет длину , а зазор между внутренней поверхностью заслонки и изделия составляет не более Лс /2. За пределами звукоизолирующей камеры 4 отрезок изделия 3 длиной не менее 2 Лиокружен муфтой 11 с размещенными на ней форсунками 12 для подачи воды под давлением, причем форсунки расположены друг от друга на расстоянии не более Ли /2. Под муфтой с форсунками размещен резервуар 13 для сбора отработанной воды, соединенный трубой возврата воды с насосом 14, от которого по трубе высокого давления 15 вода поступает в форсунки.
Предлагаемый способ осуществляется следующим образом.
Изделие3 например, труба непрерывно протягивается через индуктор 2. Звуковые колебания, обусловленные электродинамическими усилиями в витках индуктора, глушатся при помощи звукоизолирующей камеры 4. С двух сторон каждой проемной
вставки 5, звукоизолирующей камеры 4 установлены заслонки 8, выполненные в виде замкнутого, расположенного вокруг изделия 3 тела, в результате чего совокупность заслонок и проемной вставки обуславливает реактивное и активное заглушение шума установки.
Однако звуковые колебания, обусловленные электродинамическими усилиями в витках индуктора, распространяются и за пределы камеры 4 вдоль трубы в виде изгибных колебаний. Возникает шум, обусловленный вибрацией трубы 3. Чтобы погасить этот шум за пределами камеры 4 по всей площади отрезка трубы 3 длиной не менее 2 Ли подают струями воду под давлением при помощи форсунок 5. При этом струи отстоят друг от друга на расстояние не более чем Ли /2, что обеспечивает подавление колебаний изгибных волн. Силы давления струй компенсируют энергию изгибных колебаний трубы 3. Силу давления струй выбирают равной или большей силы воздействия изгибных колебаний на стенки трубы 3, которая определяется как V.
Использованная вода собирается в резервуаре 13, затем по трубе возврата поступает в насос 14, который обеспечивает нужное давление воды, поступающей по трубе высокого давления 15 в форсунки 12 для формирования струй.
При использовании предлагаемого способа струя воды под давлением воздействует на трубу только с ее внешней поверхности. Происходит компенсация положительного полупериода изгибных волн, т.е. компенсируется половина энергии перерезывающих сил и моментов изгибных волн. Компенсация половины энергии каждого из указанных факторов составляет 3 дб, т.е. общее снижение энергии изгибных колебаний, а значит и снижение уровня шума составляет 6 дб. Кроме ого, имеет место снижение энергии изгибных колебаний, а следовательно и шума в результате наличия присоединенной массы водяных струй, При этом увеличивается жесткость участка изделия под струями и повышаются потери изгибных колебаний в воде. Однако, величина снижения энергии изгибных колебаний в результате действия указанных факторов зависит от конкретных значений частоты колебаний, геометрических параметров изделий, струйной системы, и поэтому она может быть определена после реализации способа для конкретного изделия.
При использовании предлагаемого способа требования к качеству протягиваемого изделия могут быть существенно снижены,
т.к. возможные дефекты (изгибы, вмятины) не нарушают нормальной работы устройства, реализующего предлагаемый способ. Хотя в предлагаемом способе используется вода под высоким давлением, никаких сальников и подвижных уплотнителей высокого давления не требуется. Все это делает способ технологичным, надежным и недорогим.
Формула изобретения Способ индукционного нагрева изделий, включающий нагрев при непрерывном транспортировании изделий с одновременным шумоглушением с помощью звукоизо- ляциокной камеры и проемных вставок, облицованных изнутри звукопоглощающим материалом, а также примыкающих к вставкам сменных полых заслонок, длиной не меньше 2 Хс, облицованных изнутри звуко-
0
5 0
поглощающим материалом и размещенных соосно с транспортируемым изделием, при этом внутренняя поверхность заслонки повторяет форму изделия, а зазор между поверхностью и изделием составляет не более Ас/2, где Дс -длина звуковой волны в воздухе наиболее интенсивной составляющей шума, от л и ч а ющий с я тем, что, с целью улучшения условия труда за счет снижения шума от вибраций изделия, на отрезке изделия длиной 2 Ли , где Ли- длина волны изгиб- ных колебаний в изделии, осуществляют демпфирование подачей воды струями под давлением, причем струи отстоят друг от друга на расстоянии не более Ли /2, а силу давления F каждой струи выбирают из условия V, где ZBX - входное механическое сопротивление стенки изделия. V - колебательная скорость стенки изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева изделий | 1985 |
|
SU1468928A1 |
| Глушитель аэродинамического шума (ГАШ) | 2022 |
|
RU2779672C1 |
| ЗВУКОИЗОЛИРУЮЩИЙ КОЖУХ С АЭРОДИНАМИЧЕСКИМИ ГЛУШИТЕЛЯМИ | 2017 |
|
RU2671279C1 |
| ЗВУКОИЗОЛИРУЮЩИЙ КОЖУХ С АЭРОДИНАМИЧЕСКИМИ ГЛУШИТЕЛЯМИ | 2017 |
|
RU2639216C1 |
| КАМЕРНЫЙ ГЛУШИТЕЛЬ ШУМА | 2005 |
|
RU2298673C1 |
| Устройство для снижения шума газового потока | 1975 |
|
SU670239A3 |
| МНОГОСЕКЦИОННЫЙ СОТОВЫЙ ГЛУШИТЕЛЬ ШУМА ДЛЯ ВСАСА ГАЗОТУРБИННОЙ УСТАНОВКИ | 2007 |
|
RU2367807C2 |
| ЗВУКОИЗОЛИРУЮЩИЙ КОЖУХ С АЭРОДИНАМИЧЕСКИМИ ГЛУШИТЕЛЯМИ | 2017 |
|
RU2660042C1 |
| КАМЕРНЫЙ ГЛУШИТЕЛЬ ШУМА | 2004 |
|
RU2280175C1 |
| МОТОРНЫЙ ОТСЕК ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2117792C1 |
Использование: индукционный нагрев, в частности снижение шума при обработке длинномерных изделий. Сущность изобретения: способ включает нагрев при непрерывном транспортировании изделия с одновременным шумоглушением с помощью звукоизоляционной камеры и проемных вставок, которые облицованы изнутри звукопоглощающим материалом, а также примыкающих к вставкам сменных полых заслонок, размещенных соссно с транспортируемым изделием. При этом на отрезке изделия длиной 2Аи. где Дм - длина волны изгибных колебаний в изделии, осуществляют демпфирование путем подачи воды струями под давлением. Причем струи отстоят друг от друга на расстоянии не более Ли /2, а силу давления каждой струи F выбирают из условия F Zex V. где ZBX - входное механическое сопротивление стенки изделия. V - колебательная скорость стенки изделия. 1 ил.
/s
/4
| Способ индукционного нагрева изделий | 1985 |
|
SU1468928A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Справочник по судовой акустике/Под ред | |||
| И.И.Клюкина и И.И.Боголепова, Л.: Судостроение, 1978. | |||
