Изобретение относится к швейной промышленности и, в частности, к изготовлению мелких деталей и соединению их с изделием.
Известен способ изготовления пат, хлястиков, поясов и воротника, включающий раскрой ткани на детали, складывание детали пополам по долевой нити, стачивание краев с прокладыванием шва по середине детали и выворачивание.
Цель изобретения - обеспечение технологичности и улучшение качества при использовании в двусторонней одежде. Для этого долевой шов прокладывают на детали на расстоянии квадрата ширина от ее края, затем прокладывают поперечный шов, припуски на участке ширины убирают внутрь детали и закрепляют закрепкой, при этом ширина долевого и поперечного швов составляет от 0,5 до 1/2 ширины детали. Долевой и поперечный швы располагают с изнанки или поперечный с изнанки, а долевой с лица.
Кроме того, при прокладывании долевого шва одновременно присоединяют с лицевой .стороны детали стана, образуя швы втачивания воротника, или стачивания плечевого шва, или стачивания шва талии и др.
В качестве присоединяемой детали служит прокладка, корсажная лента или отделочная тесьма, закрывающая долевой шов.
На фиг. 1 показан способ изготовления пат, хлястиков, поясов и воротника при ста- чивании с изнанки поперечного и продоль- ного швов.
На фиг. 2 - способ стачивания долевого шва с лицевой стороны, а поперечного - с изнаночной.
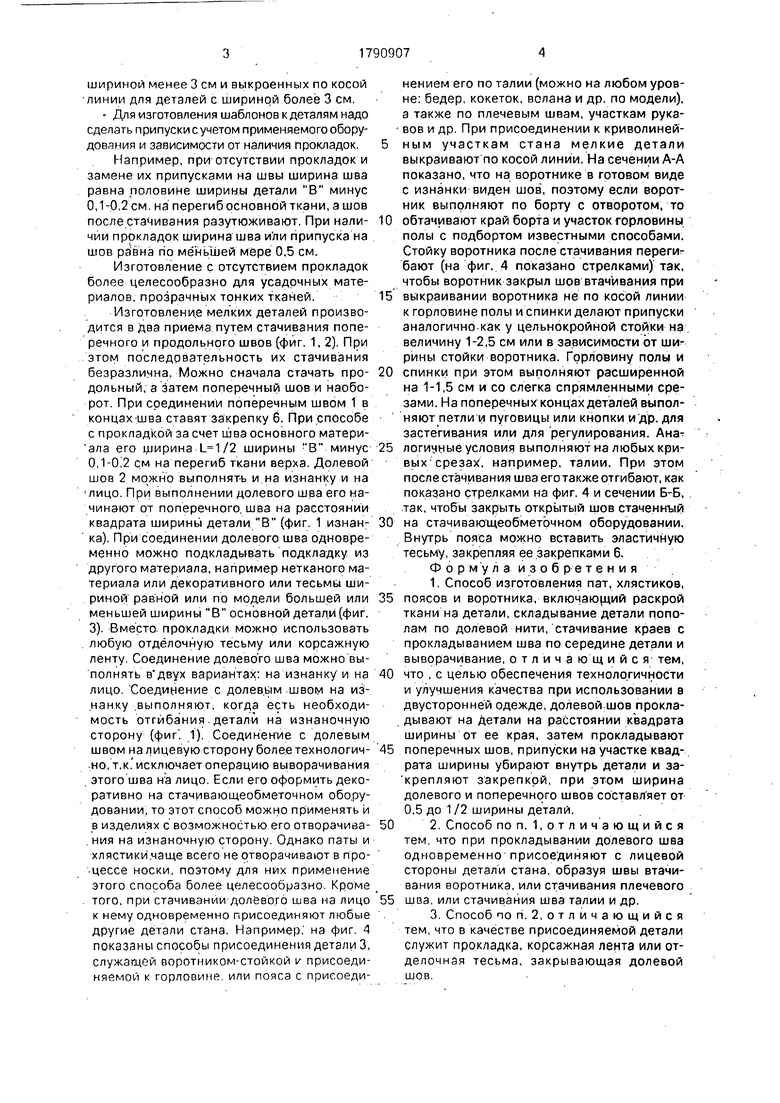
На фиг. 3 - способ изготовления деталей с прокладкой или тесьмой.
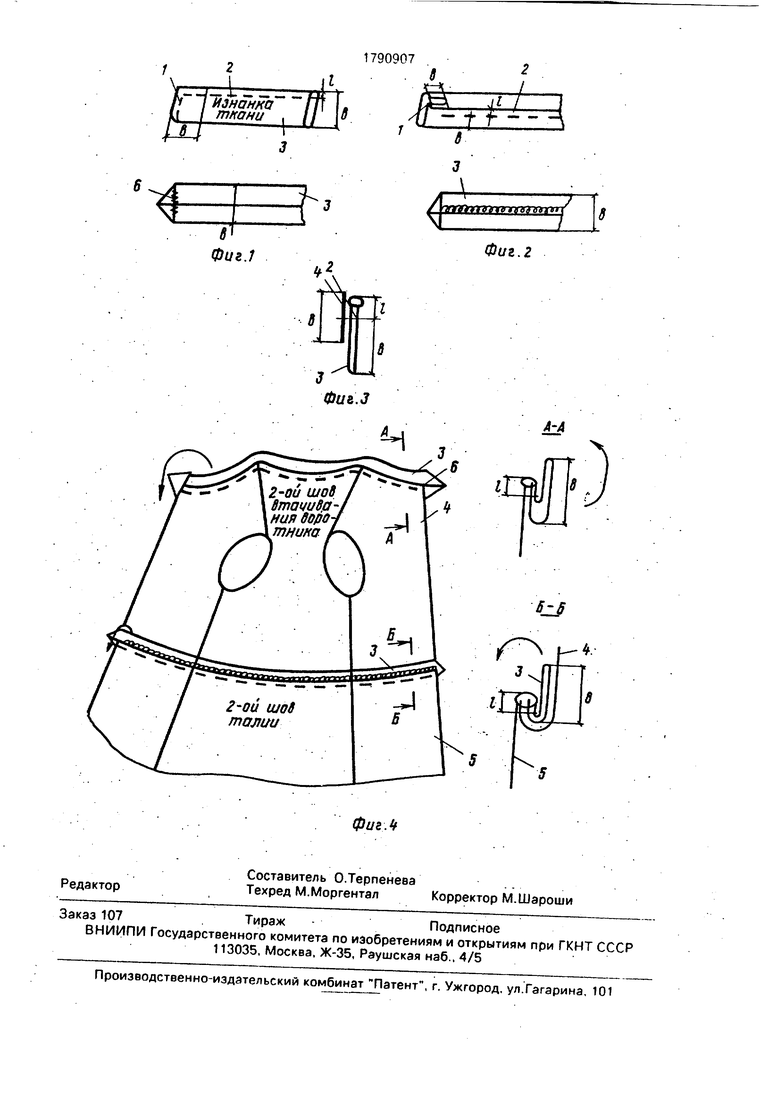
На фиг. 4 - способ изготовления пат, хлястиков, поясов и воротника с присоединением деталей.стана. .
Пояса, хлястики, паты и воротник-стойка состоят из одной или по меньшей мере из одной прямоугольной детали, выкроенной по долевой или уточной нити для деталей с
Ё
XI
Ю
8
3
:
шириной менее 3 см и выкроенных по косой
линии для деталей с шириной более 3 см.
Для изготовления шаблонов к деталям надо сделать припуски с учетом применяемого оборудования и зависимости от наличия прокладок.
Например, при отсутствии прокладок и замене их припусками на швы ширина шва равна половине ширины детали В минус 0,1-0,2 см. на перегиб основной ткани, а шов после стачивания разутюживают. При наличии прокладок ширина шва или припуска на шов ра вна по меньшей мере 0,5 см.
Изготовление с отсутствием прокладок более целесообразно для усадочных материалов, прозрачных тонких тканей.
Изготовление мелких деталей производится в два приема путем стачивания поперечного и продольного швов (фиг. 1, 2). При этом последовательность их стачивания безразлична. Можно сначала стачать продольный, а затем поперечный шов и наоборот. При соединении поперечным швом 1 в концах шва ставят закрепку 6. При способе с прокладкой за счет шва основного матери- ала его ширина /2 ширины В минус 0, см на перегиб ткани верха. Долевой шов 2 можно выполнять и.на изнанку и на
лицо. При выполнении долевого шва его начинают от поперечного, шва на расстоянии квадрата ширины детали В (фиг. 1 изнан; ка). При соединении долевого шва одновременно можно подкладывать подкладку из другого материала, например нетканого материала или декоративного или тесьмы шириной равной или по модели большей или меньшей ширины В основной детали (фиг. 3). Вместо, прокладки можно использовать
. любую отделочную тесьму или корсажную ленту. Соединение долевого шва можно вы- полнять в двух вариантах: на изнанку и на лицо. Соединение с долев.ым швом на изнанку .выполняют, когда есть необходимость отгйбания.детали на изнаночную сторону (фиг . 1). Соединение с долевым швом на лицевую сторону более технологично, т.к. исключаетоперацию выворачивания этого шва на лицо. Если его оформить декоративно на стачивающеобметочном оборудовании, то этот способ можно применять и в изделиях с возможностью его отворачива. ния на изнаночную сторону. Однако паты и хлястики.чаще всего не отворачивают в процессе носки, поэтому для них применение этого способа более целесообразно. Кроме . того, при стачивании-долево.го шва на лицо к нему одновременно присоединяют любые другие детали стана. Например, на фиг. 4 показаны способы присоединения детали 3, служащей воротником-стойкой v присоединяемой к горловине, или пояса с присоединением его по талии (можно на любом уровне: бедер, кокеток, волана и др. по модели), а также по плечевым швам, участкам рука- - BOB и др. При присоединении к криволинейным участкам стана мелкие детали выкраивают по косой линии. На сечении А-А показано, что на воротнике в готовом виде с изнанки виден шов, поэтому если воротник выполняют по борту с отворотом, то
0 обтачивают край борта и участок горловины полы с подбортом известными способами. Стойку воротника после стачивания переги бают (на фиг,; 4 показано стрелками) так, чтобы воротник закрыл шов втач ивания при
5 выкраивании воротника не по косой линии к горловине полы и спинки делают припуски аналогично как у цельнокройной стойки на, величину 1-2,5 см или в зависимости от ширины стойки воротника. Горловину полы и
0 спинки при этом выполняют расширенной на 1-1,5 см и со слегка спрямленными срезами. На поперечных концах деталей выполняют петли и пуговицы или кнопки и др. для застегивания или для регулирования. Ана5 логичные условия выполняют на любых кривых срезах, например, талии. При этом после стачивания шва его также отгибают, как показано стрелками на фиг. 4 и сечении Б-Б, так, чтобы закрыть открытый шов стачечный
0 на стачивающеобметочном оборудовании. Внутрь пояса можно вставить эластичную тесьму, закрепляя ее закрепками 6, Ф о р м у л а и з о б р е т е н и я 1, Способ изготовления пат, хлястиков,
5 поясов и воротника, включающий раскрой ткани на детали, складывание детали пополам по долевой нити, стачивание краев с прокладыванием шва по середине детали и выворачивание, о т л и ч а ю щ и и с я тем,
0 что , с целью обеспечения технологичности и улучшения качества при использовании в двусторонней одежде, долевой шов прокладывают на детали на расстоянии квадрата ширины от ее края, затем прокладывают
5 поперечных шов, припуски на участке квадрата ширины убирают внутрь детали и за- крепляют закрепкой, при этом ширина долевого и поперечного швов составляет от 0,5 до 1/2 ширины детали.
02. Способ по п. 1,отличающийся тем, что при прокладывании долевого шва одновременно присоединяют с лицевой стороны детали стана, образуя швы втачи- вания воротника, или стачивания плечевого
5 шва, или стачивания шва талии и др.
3. Способ по п. 2, отличающийся тем, что в качестве присоединяемой детали служит прокладка, корсажная лента или отделочная тесьма, закрывающая долевой шов.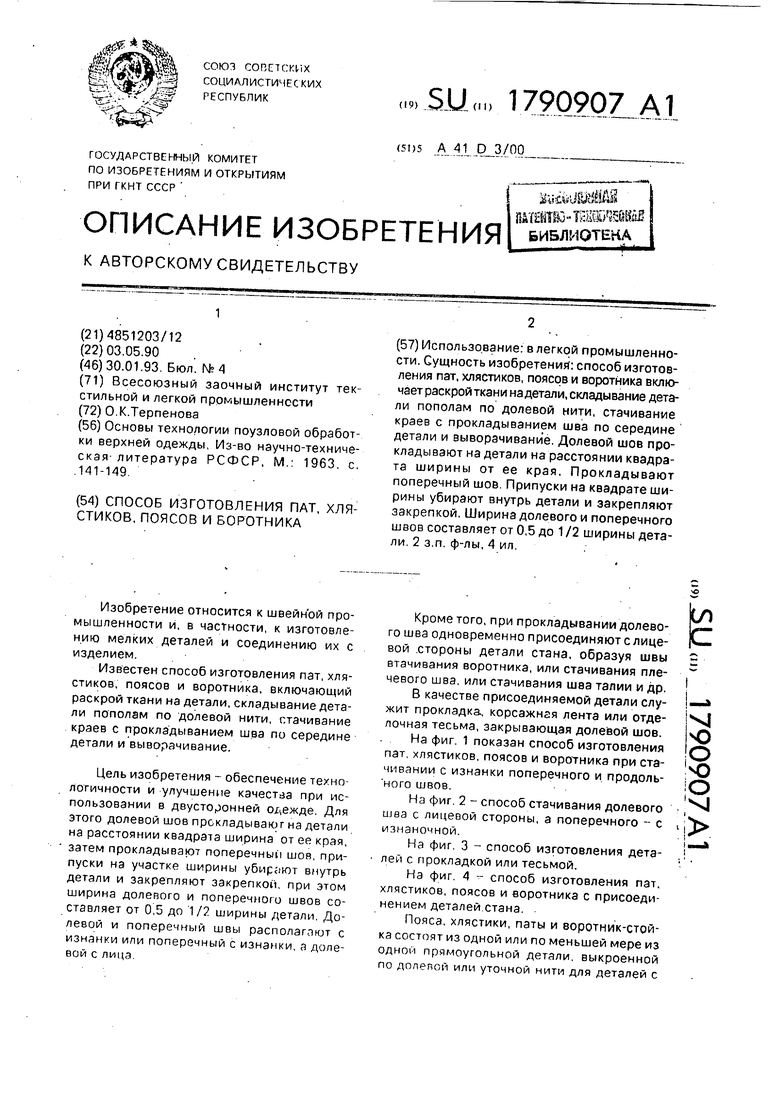
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВЕРХНЕГО СРЕЗА МУЖСКИХ БРЮК | 2015 |
|
RU2597529C1 |
| Способ изготовления одежды | 1987 |
|
SU1531963A1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
| Способ изготовления куртки | 1990 |
|
SU1777780A1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА ДЛЯ ТРАНСФОРМИРОВАНИЯ ОДЕЖДЫ ИЛИ СНАРЯЖЕНИЯ | 2009 |
|
RU2412624C1 |
| Способ обработки прорезного кармана в листочку | 1988 |
|
SU1567159A1 |
| Способ получения комплекта деталей для самостоятельного изготовления предметов одежды | 1988 |
|
SU1724001A3 |
| СЪЕМНЫЙ ПОГОН-МУФТА (ВАРИАНТЫ) | 1996 |
|
RU2113146C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА В ШВЕ | 2006 |
|
RU2323669C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2005 |
|
RU2306094C1 |
Использование: в легкой промышленности. Сущность изобретений: способ изготовления пат, хлястиков, поясов и воротника включает раскрой ткани на детали, складывание детали пополам по долевой нити, стачивание краев с прокладыванием шва по середине детали и выворачивание. Долевой шов прокладывают на детали на расстоянии квадрата ширины от ее края. Прокладывают поперечный шов. Припуски на квадрате ширины убирают внутрь детали и закрепляют закрепкой. Ширина долевого и поперечного швов составляет от 0,5 до 1 /2 ширины детали. 2 з.п. ф-лы, 4 ил.
| Основы технологии поузловой обработки верхней одежды, Из-во научно-техническая-литература РСФСР, М.: 1963 | |||
| с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
