Изобретение относится к области электрометаллургии и может быть использовано в дуговых электропечах при расплавлении металла. ; . ..- ; / : ;---;;Современный способ плавления металла в дуговой электропечи (1) включает пс дачу на электроды напряжения промышленной частоты, зажигание электрических путем короткого замыкания электрода с шихтой и непосредственно плавление ме- тапла горящими электрическими дугами.
В период расплавления твердой шихты из-за того, что шихта холодная при низкой температуре в печи, дуги имеют очень малую длину (8-10 мм) горят неровно, перебрасываются с одного куска металла на другой.
В небольшом объеме под электродом выделяется мощность измеряемая тысячами киловатт. .;.-.:, V
; .Это приводит к быстрому расплавлению металла, расположенного под электродом, подплавившиеся куски металла обваливаются, что приводит к угасанию дуг. Их зажигание осуществляется путем короткого замыкания электрода с шихтой..
В результате возникают колебания мощности, частота которых по экспериментальным исследованиям на печах емкостью 50-206 т составляет 0,2 - 3,8 Гц.
Каждое короткое замыкание должно быть ликвидировано, так как оно приводит к прекращению полезного выделения мощ о
hO
ч
00
ю
ности при максимальных потерях, значительному снижению коэффициента мощности установки. При длительности короткого замыкания 2-3 с и частоте 5 замыканий в минуту печь работает с отклонением от рационального режима 20-25% времени расплавления.. .
Существующий способ приводит к затягиваний периода расплавления, к понижению производительности печи, увеличению расхода электроэнергии и электродов и к снижению коэффициента мощности (2).
Целью изобретения является повышение производительности пёчй, сокращение потерь электроэнергии и электродов за счет исключячия короткого зайыканйя при зажигании дуги, ; ---. .о --- .. ;.. :.. :
Поставленная цель достигается тем, что в с иообе, включающем подачу напряжения промышленной частоты на электроды, зажигание дуги при перемещении электрода, на-электрод и включенную параллельно ему переменную емкость дополнительно подают и контролируют напряжение высокой частоты, опускают электрод до момента заданного по технологий снижения величины напряжения высокой частоты, изменяют знамения переменной емкости до достижения величиной напряжения высокой частоты первоначального значения, после чего опускают электрод до момента зажигания
дуги. - -..:. . . .......:...
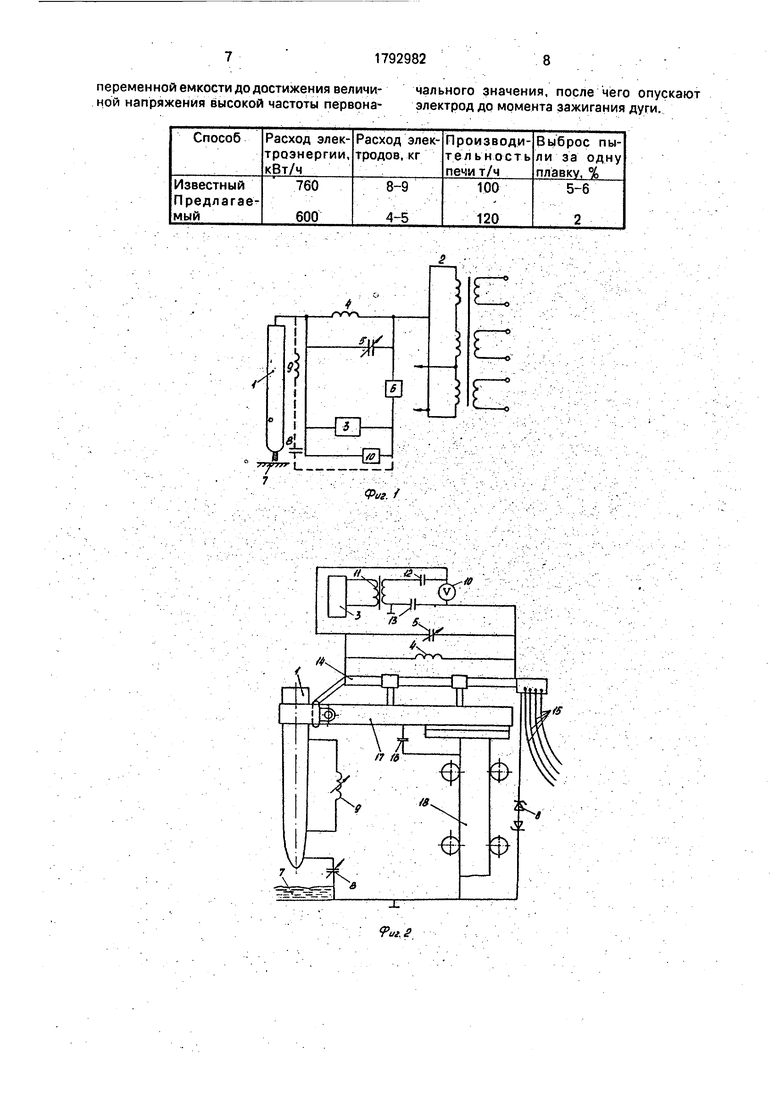
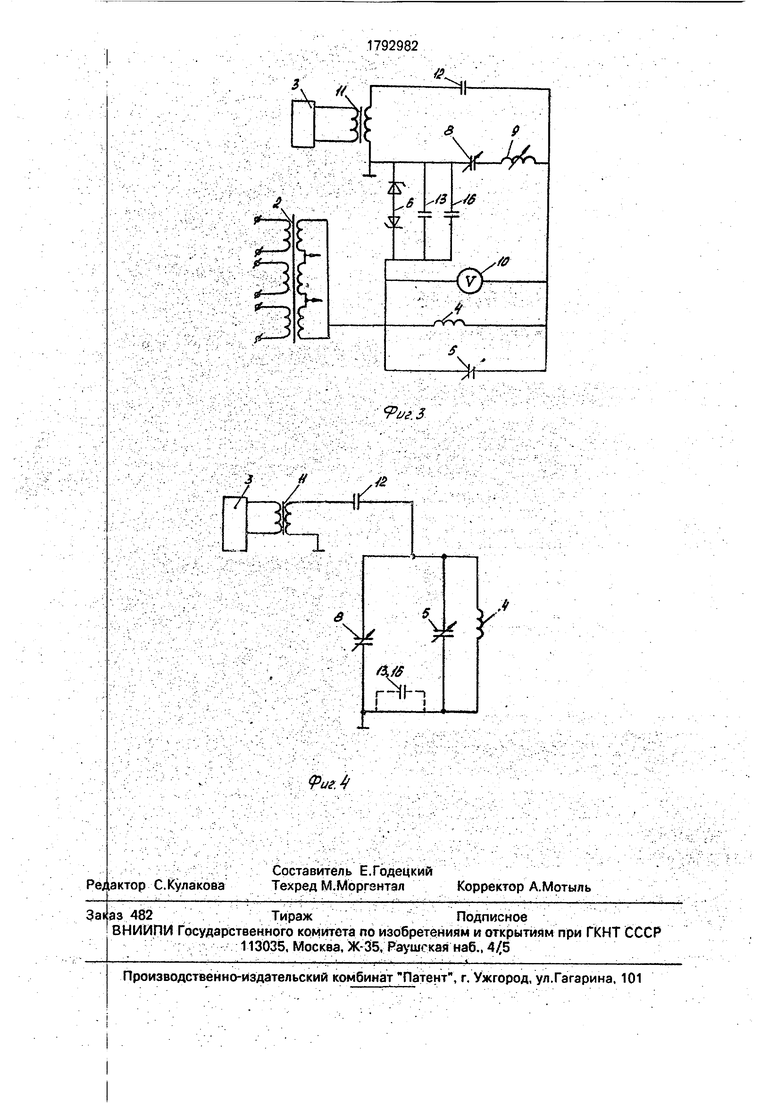
На фиг. 1 представлена схема, с помощью которой реализован разработанный способ плавления металла; на фиг. 2 -электрическая модель дуговой сталеплавильной печи и схема подключения генератора; на фиг. 3 - принципиальная электрическая схема; на фиг. 4 -упрощенная принципиальная электрическая схема.
Способ осуществляют следующим образом. . .
На электрод 1 подают напряжение промышленной частоты с силового трансформатора 2. Кроме того, на электрод 1 ДопШнительнд подают высоковольтное высокочастотное напряжение с генератора 3, включенного через повышающий трансформатор 11. Один из выводов трансформатора 11 подключают к электроду 1 через ограничивающую емкость 12. Ёмкость 12 предохраняет вторичную обмотку трансформатора 1 1 от короткого замыканий в случай р а:сетойкирё контура. Второй вывод трансформатора 11 заземляют и через емкость 13 присоединяют к концу трубошины 14, к которому присоединена кабельная гирлянда 15 (фиг, 1,2).
Трансформатор 11 нагружают на резонансный контур, образованный индуктивностью трубошины 4, резонансной емкостью 5, емкостью 13 и естественной емкостью 16 (образован ной между рукавом 17 и стойкой 18), индуктивностью электрода 9 и
емкостью 8 между электродом 1 и шихтой 7 (фиг. 3, 4). С помощью стабилитрона 6 предохраняют силовой трансформатор 2 от электрического пробоя изоляции в случае возникновения всевозможных аварийных
ситуаций. ;;ь: :.;;::
Индуктивность электрода 9 пренебре кИмо мала,а емкость между электродом 1 и шихтой 7 составляет от 20 до 2000 пФ, следовательно на частоте 400 Гц в ветви будет
преобладать емкостное сопротивление. Емкости 13 и 16 вклйзчёнтй параллельно. Емкость 16 составляет 100-300 пФ. Параллельно включенная емкость 13 (0,5
мкФ) предназначена для;прямого соедмнения резонансного контура с землзй, и для предотвращения короткого замыкания вторичной обмотки силового трансформатора 2. То есть емкость 13 обладает ничтожно малым ёмкостном сопротивлением при чаетоте 400 кГц. ; ;;/.;,
Находящийся под напряжением электрод 1 опускают до образования значительной паразитной емкости 8 между . электродом 1 и шихтой 2, постоянно крнтролируя величину высоковольтного напряжения высокой частоты. При образовании значительной паразитной ёмкости 8 между электродом 1 и, шихтой 7 значительно снизйтея величина высоковольтного нэпряжения высокой частоты.
,, ; В. это/время останавливают перемещение электрода и увеличивают упавшее высо- .ковольтное напряжение высокой частоты до первоначального значения. После чего ortyекают электрод 1 до расстояния от шихты 7, на котором между электродом и шихтой вспыхивает электрическая дуга в результате высоковольтного пробоя воздушного промежутка. После чего прекращают перемещёнйе электрода. Зажженная электрическая дуга с помощью высоковольтного напряжения высокой частоты обеспечивает зажигание мощной электрической дуги низковольтным напряжением промышленной
частоты с помощью которой происходит плавление металла. При выдерживании за- ДйнногЬ расстояния между электродом и шихтой, контролируя мощность силовой электрической дуги, обеспечивается устойчйвое горение высоковольтной электрической дуги, которая а свою очередь Обеспечивает устойчивое горение силовой электрической дуги низковольтного напряжения промышленной частоты. Таким образрм, исключается прямой контакт электрода
1 с шихтой 7 и необходимость в постоянном зажигании тухнущей электрической дуги.
На принципиальной электрической схеме (фиг. 3, 4) изображено подключение к электроду 1 одной фазы силового трансформатора 2, а также подключение высоковольтного генератора высокой частоты 3.
Генератор 3 нагружен на резонансный контур, настроенный в резонанс с частотой ген« ратора 3, образованный индуктивностью 4 и переменной емкостью 5.
Индуктивность 4 является естествен- . ной индуктивностью короткой сети (в част- носги, трубошины), соединяющей трансформатор 2 с электродом Т.
В случае идеальной настройки резонансною контура его активное сопротивление
мак
имально и определяется формулой
R3
a L:
где
л) - циклическая частота генератора;
L-индуктивность трубошин;
- активное сопротивление резонансного контура.
В этом случае высоковольтное напряжение высокой частоты на электроде 1 максим
зльное.
; - Ко вторичной обмотке силового трансформатора высоковольтное напряжение высокой частоты не прикладывается, однако с Еловой трансформатор 2 дополнительно защищен стабилизатором напряжения 6 от высэковольтного электрического пробоя изоляции. В случае расстройки резонансного контура его сопротивление снижается, протекающий через контур ток возрастает и соответственно падает высоковольтное на- пря кение на электроде 1 до сколь угодно мал эй величины. -
Таким образом, исключается возмож- нос ъ зажигания электрической дуги на рас- сто5 нии электрода 1 от шихты 7.
Основной причиной расстройки резонансного контура является переменная ем . ,. -. - v : : - , . .
йость 8 между электродом 1 и шихтой 7, изменяющая свою величину при перемещении электрода, а также переменная индуктивность 9, самого электрода 1,
обусловленная его сгоранием. В связи с этим, необходимо постоянно контролировать напряжение на выходах генератора 3 с помощью вольтметра 10 и настраивать резонансный контур, изменяя величину емкости5.
Предлагаемый способ плавления металла в дуговой электропечи реализован следующим образом.
Плавку ведут в печи емкостью 100 т,
мощностью силового трансформатора 60 МВт Перед началам плавки включают генератор мощностью 40 кВт выходное напряжение 20 кВ и частота 400 кГц. Включают силовой трансформатор и включают привод
перемещения электрода. Паразитная емкость приобретает заметную величину (около 10 пФ) на расстоянии 40 мм и меньше. Зажигание-дуги происходит на расстоянии 20 - 30 мм электрода от шихты. Защиту
силового трансформатора осуществляют- введением в цепь генератора высокоомного (200 кОм) активного сопротивления, роль которого выполняет резонансный контур, настроенный в резонанс с частотой
генератора. В качестве индуктивности 4 используют индуктивность трубошин (5 мкГн), параллельно которой подключена переменная емкость 5.
Дополнительную защиту силового
трансформатора 2 от электрического пробоя изоляции осуществляет стабилизатор напряжения 7.
Полученные при опробовании способа результаты сведены в таблицу.
Предлагаемый способ ведения плавки может быть реализован на любой другой сталеплавильной печи.
Способ позволяет в 2-3 раза сократить выбросы пыли из печи при плавке, что значительно улучшает экологические условия в регионах металлургического производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ (ВАРИАНТЫ) | 2002 |
|
RU2227881C2 |
| ПЛАВИЛЬНАЯ ДУГОВАЯ ЭЛЕКТРОПЕЧЬ | 2000 |
|
RU2191335C2 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| Токоподвод трехфазной дуговой электропечи | 1982 |
|
SU1257857A1 |
| УСТРОЙСТВО ЗАЖИГАНИЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2078247C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МОЩНОСТИ ДУГОВОЙ ЭЛЕКТРОПЕЧИ ПЕРЕМЕННОГО ТОКА С ПРИМЕНЕНИЕМ СОВМЕЩЕННОГО УПРАВЛЯЕМОГО РЕАКТОР-ТРАНСФОРМАТОРА | 2010 |
|
RU2476034C2 |
| УСТРОЙСТВО ОГРАНИЧЕНИЯ ПАРАМЕТРОВ ЭЛЕКТРОМАГНИТНЫХ ПРОЦЕССОВ В ВЫСОКОВОЛЬТНЫХ СЕТЯХ | 2002 |
|
RU2284084C2 |
| КОРОТКАЯ СЕТЬ ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2005 |
|
RU2305915C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ | 2013 |
|
RU2537476C1 |
| Короткая сеть трехфазной дуговой электропечи | 1982 |
|
SU1081813A1 |
Формула изобретения Способ плавления металла в дуговой -электропечи, включающий подачу напряже- . нияj промышленной частоты на электроды, зажигание дуги при перемещении электрО да, отличающийся тем, что, с целью повышения производительности печи, сокращения потерь электроэнергии и электродов за счет исключения короткого замыкания при зажигании дуги, дополнительно на электрод и включенную параллельно ему переменную емкость подают и контролируют напряжение высокой частоты, опускают электрод до момента, заданного по технологии снижения величины напряжения высокой частоты, изменяют значение
переменной емкости до достижения величиной напряжения высокой частоты первона у Г Ц. --- ----- J
7 :-. - -..... .г--;.:... : ,
Фиг. t
чального значения, после чего опускают электрод до момента зажигания дуги.
м, 2
Фиг.З
