Изобретение относится к технике нанесения покрытий напылением, в частности путем электродугового расплавления проволоки и распыления частиц струей сжатого газа, и может быть использовано в машиностроении для получения покрытий на поверхностях как металлических, так и неметаллических деталей.
Известен способ электродуговой металлизации, заключающийся в подаче изолированных друг от друга проволок, подключенных к источнику питания постоянного тока с жесткой вольт-амперной характеристикой, до их пересечения, зажигании дугового разряда замыканием проволок, расплавлении металла в точке пересечения проволок тепловым действием разряда и распылением расплавленного металла газодинамическим воздействием струи транспортирующего газа (см. SU 1123744 A, кл. B05B 7/22, 15.11.1984).
Недостатками данного способа являются неравномерность физико-химических свойств наносимых покрытий, высокая шероховатость поверхности, низкая прочность сцепления покрытия с основой, что обусловлено взрывным характером процесса распыления, выбросом расплавленного металла порциями различной величины, дисперсности и температуры в зависимости от величины тока и длительности горения разряда.
Наиболее близким к заявляемому по технической сущности и достигаемому положительному эффекту является способ электродуговой металлизации, принятый за прототип, в котором напыление покрытия осуществляют прерывистым знакопеременным дуговым разрядом со стабилизированной величиной тока, длительностью и частотой импульсов, а дуговой разряд между концами проволок-электродов запускают бесконтактным пробоем высоковольтным напряжением газового промежутка (патент РФ №2211257 от 11.02.2002 г.).
Наряду с тем, что способ-прототип обеспечивает возможность нанесения металлических покрытий с высокой степенью однородности частиц напыляемого материала по гранулометрическому составу, он обладает существенным недостатком - высокой вероятностью короткого замыкания распыляемых проволок и срыва процесса распыления. Сбой процесса напыления приводит к неоднородности по толщине наносимого покрытия и, как следствие, к неоднородностям его физических характеристик.
Эффект короткого замыкания распыляемых проволок обусловлен тем, что стабилизация дугового разряда по амплитуде тока, длительности и частоте импульсов не обеспечивает стабилизацию процесса напыления по величине зазора между проволоками-электродами, а это, в свою очередь, приводит к различному энерговкладу в импульсы дугового разряда. Именно стабильность энерговклада в каждый импульс дугового разряда является основным фактором, обеспечивающим устойчивость процесса напыления и стабильность гранулометрического состава покрытия.
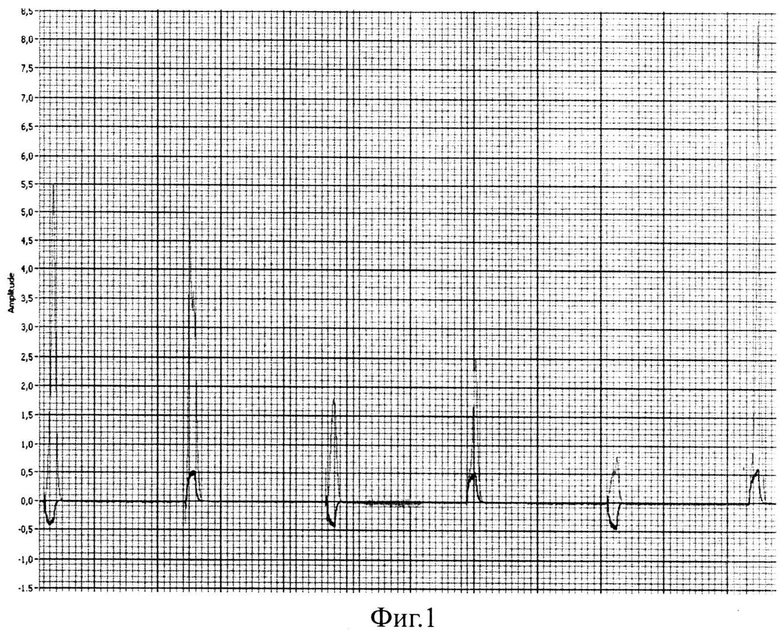
Как видно из осциллограммы импульсов тока и энерговкладов в импульсы в процессе напыления по способу-прототипу (фиг.1), при стабилизированных значениях величины импульсов тока величины значений энерговкладов в отдельные импульсы отличаются до 10 раз. Таким образом, процесс распыления в соответствии со способом-прототипом характеризуется значительным различием величины энерговклада в импульсы дугового разряда вследствие случайных изменений величины межэлектродного зазора от импульса к импульсу.
Изменения величины межэлектродного зазора от импульса к импульсу могут быть вызваны различными факторами, в частности:
- неоднородностью химического состава и, как следствие, физических свойств распыляемого материала,
- отклонением геометрических характеристик поперечного сечения распыляемых проволок,
- случайными изменениями рельефа поверхности электродов в зоне распыления.
Уменьшение величины межэлектродного зазора при распылении электродуговыми импульсами фиксированной длительности и амплитуды приводит к снижению энерговклада в распыляемые электроды, так как межэлектродное падение напряжения при горении дуги снижается. Если под влиянием перечисленных выше случайных факторов произошло уменьшение межэлектродного зазора, то последующий электродуговой импульс будет характеризоваться меньшей величиной энергии импульса и плавлением меньшего количества материала электродов, что может привести к дальнейшему уменьшению межэлектродного зазора и неизбежному короткому замыканию электродов. В действительности такое развитие событий является вероятностным, так как отмеченные случайные факторы могут и компенсировать уменьшение величины межэлектродного зазора, и предотвратить короткое замыкание.
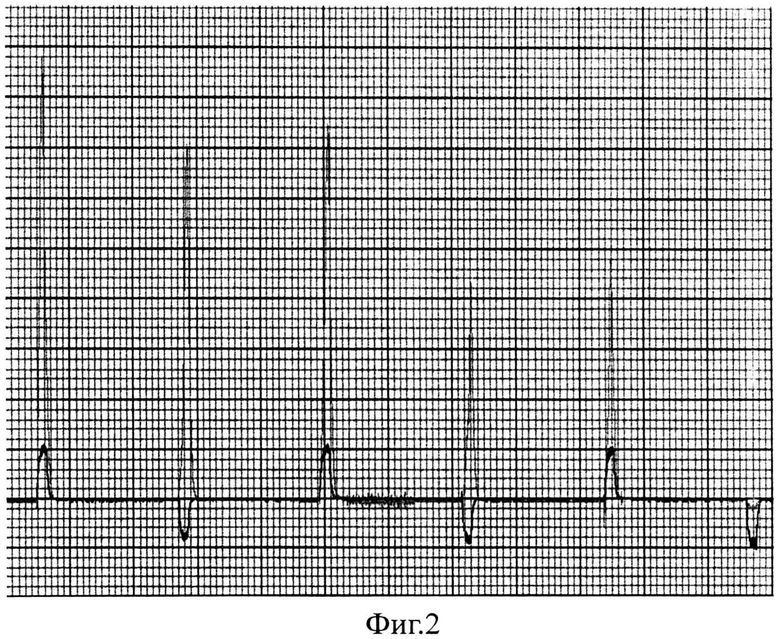
Осциллограмма импульсов тока и энерговкладов в импульсы, предшествовавших срыву процесса напыления по причине короткого замыкания, приведена на фиг.2.
Срыв процесса напыления по причине короткого замыкания электродов приводит к необходимости разборки манипулятора-распылителя и устранения короткого замыкания, а качество покрытия на участках напыляемой поверхности, при обработке которых произошел срыв, существенно ухудшается по сравнению с заданным режимом распыления. При продолжении процесса напыления после устранения короткого замыкания неизбежно формирование участков покрытия с отличающейся толщиной (большая толщина покрытия в зонах наслоения покрытия, наносимого после устранения короткого замыкания, на покрытие, нанесенное до короткого замыкания, либо меньшая толщина покрытия, вплоть до его отсутствия, при возобновлении процесса напыления со смещением распылителя относительно требуемого положения).
Таким образом, способ-прототип обладает таким существенным недостатком, как неустойчивость процесса напыления и, как следствие, неоднородность по толщине наносимого покрытия.
Технической задачей предлагаемого изобретения является повышение устойчивости процесса напыления покрытия.
Технический результат достигается тем, что в способе металлизации изделий, включающем напыление покрытия на основу путем подачи проволок-электродов, подключенных к источнику питания, в направлении их пересечения, нагрев и плавление их прерывистым дуговым разрядом, запускаемым в зазоре между концами проволок-электродов бесконтактным пробоем высоковольтным напряжением газового промежутка, и распыление полученного расплавленного металла струей транспортирующего газа, в промежутках между импульсами дугового разряда осуществляют зондирование зазора между проволоками-электродами посредством дополнительных тестирующих электрических импульсов, нагрев и плавление проволок-электродов импульсами дугового разряда производят при стабилизированной величине зазора между проволоками-электродами, а струю распыляющего расплав металла транспортирующего газа стабилизируют по температуре, влажности и давлению. Стабилизацию величины зазора между проволоками-электродами производят исходя из параметров предшествовавших тестирующих электрических импульсов. Стабилизация межэлектродного зазора осуществляется посредством корректировки параметров импульсов дугового разряда при фиксированной скорости подачи проволок-электродов, либо посредством корректировки скорости подачи проволок-электродов при фиксированных параметрах импульсов дугового разряда.
При напылении покрытия количество расплавляемого в каждом импульсе материала электродов пропорционально энергии импульса дугового разряда Е. E=IUt, где I и t - задаваемые параметры импульса дугового разряда - ток разряда и длительность импульса, a U - падение напряжения в межэлектродном зазоре, зависящее от величины межэлектродного зазора, который определяется количеством расплавленного и унесенного в результате предыдущего импульса материала электродов.
Решение задачи обеспечения устойчивости процесса напыления требует стабилизации величины межэлектродного зазора на заданном уровне, что можно обеспечить как управлением энергией импульсов, так и регулировкой скорости подачи проволок-электродов. Причем управление энергией импульсов целесообразно осуществлять изменением величины тока разряда, не меняя его длительности. Управление энергией импульсов путем изменения их длительности приводит к негативным результатам из-за проявления эффекта перераспределения тепловыделения в системе распыляемые электроды - транспортирующий газ. Так как длина дуги растет со временем ее горения из-за ”выдувания” транспортирующим газом, то увеличивается доля энергии, выделяемой в межэлектродном промежутке, и, соответственно, возрастает температура транспортирующего газа и температура частиц напыляемого материала. Таким образом, управление энергией импульсов путем изменения их длительности приводит к нестабильности режима напыления по температуре транспортирующего газа и температуре частиц напыляемого материала, что, как правило, недопустимо.
Для решения задачи выделения на электродах заданной энергии электродугового импульса необходимо получить информацию о начальных условиях зажигания дуги, т.е. необходимо определить величину межэлектродного зазора перед прохождением импульса дуги. Решить эту задачу посредством анализа электрических характеристик предыдущего электродугового импульса не представляется возможным, так как процесс уноса расплавленного материала электродов некоторое время продолжается и после прекращения горения дуги вследствие исчезновения давления столба дуги на расплав материала электродов и, соответственно, выплеска расплава в струю транспортирующего газа.
Измерение величины межэлектродного зазора по предлагаемому способу осуществляется по анализу электрических характеристик тестирующих импульсов, подаваемых на электроды перед прохождением силовых импульсов, причем допустимая мощность тестирующих импульсов определяется из условия недопустимости сколько-нибудь существенного изменения в результате их прохождения геометрических характеристик электродов. По зарегистрированным электрическим параметрам тестирующих импульсов (например, величине напряжения пробоя межэлектродного промежутка) определяется отклонение величины межэлектродного зазора от заданного режимом напыления. Сигнал контролируемого параметра тестирующего датчика подается на блок управления установки напыления, который вырабатывает соответствующий выходной сигнал либо на управление параметрами очередного импульса дугового разряда, либо на изменение скорости подачи проволок-электродов, обеспечивая компенсацию зарегистрированных тестирующим датчиком отклонений величины межэлектродного зазора от заданного значения.
Дополнительным условием однозначной интерпретации данных тестирующих импульсов и определения величины межэлектродного зазора является стабилизация физических характеристик транспортирующего газа, прежде всего его температуры, влажности и давления. Известно, что увеличение давления газа, повышение влажности и температуры приводят к изменению напряжения пробоя межэлектродного зазора и изменению вольт-амперной характеристики дуги.
Изобретение поясняется следующими чертежами:
- фиг.1 - осциллограмма импульсов тока и энерговкладов в импульсы в процессе напыления по способу-прототипу (синий цвет - импульсы тока, красный - энерговклад);
- фиг.2 - осциллограмма импульсов тока и энерговкладов в импульсы, предшествовавших срыву процесса напыления по причине короткого замыкания (синий цвет - импульсы тока, красный - энерговклад);
- фиг.3 - электрическая схема источника питания;
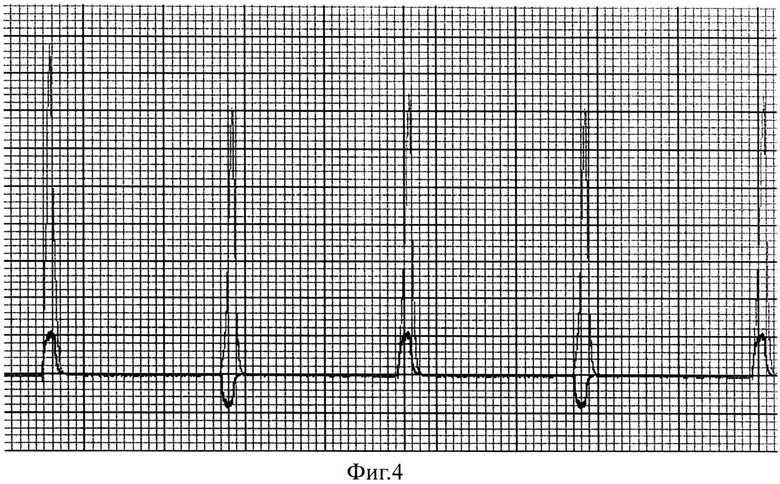
- фиг.4 - осциллограмма импульсов тока и энерговкладов в импульсы при реализации процесса напыления по заявляемому способу;
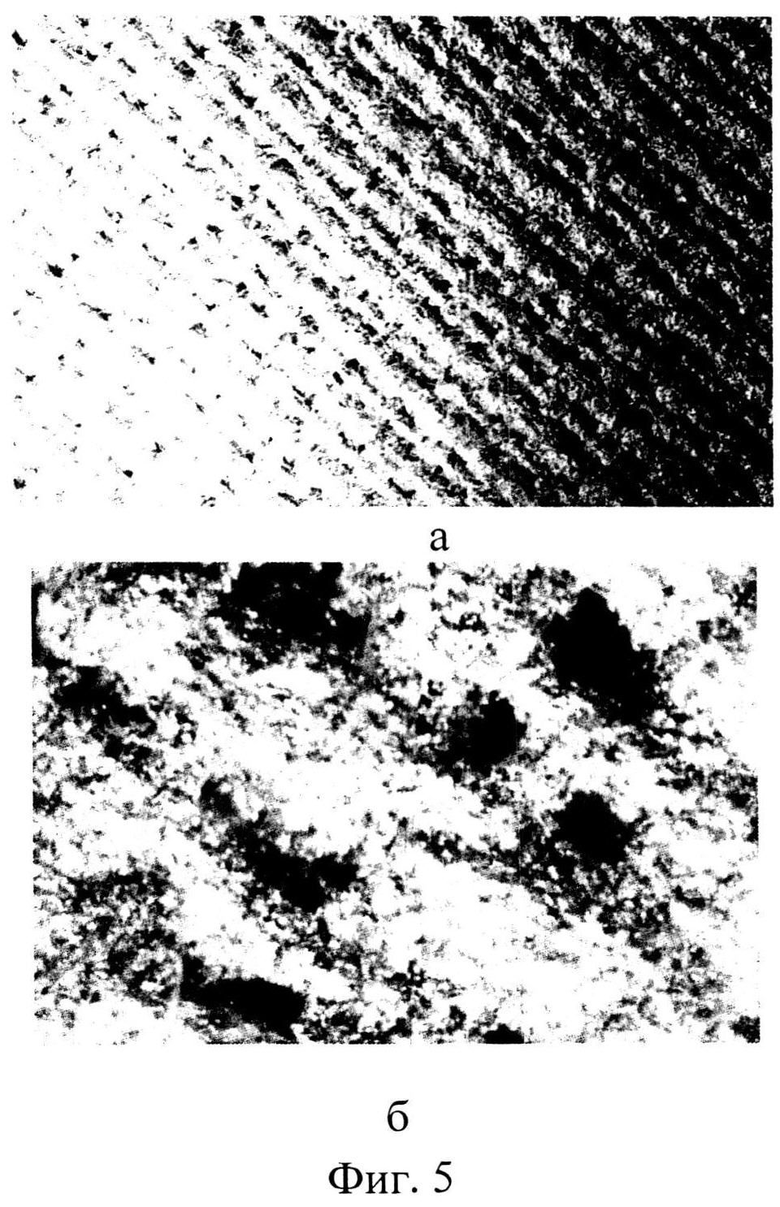
- фиг.5 - металлизированная поверхность ткани: а - общий вид при увеличении x5, б - макрофотография (стереоскоп Carl Zeiss Stemi 2000-C) при увеличении x50.
Источник питания представляет собой генератор знакопеременных импульсов и включает в себя устройства генерации единичных импульсов 1 и 2, цепи питания распыляемых электродов 3 и 4, ключи 5 и 6, блок запускающих и тестирующих импульсов 7, устройство управления 8, цепи управления 9, 10, 11, 12, 13, конденсаторы фильтра 14 и 15, датчики напряжения 16 и тока 17 дополнительных тестирующих электрических импульсов. Генераторы единичных импульсов 1 и 2 подключены к распыляемым электродам 3 и 4 через ключи 5 и 6, блок запускающих и тестирующих импульсов 7 индуктивно связан с цепью питания дугового разряда на электродах 3 и 4. Устройство управления 8 предназначено для согласования работы элементов источника питания, что осуществляется соответствующими цепями управления 9-13. Конденсаторы фильтра 14 и 15 служат для защиты элементов источника питания от высокого напряжения блока запускающих и тестирующих импульсов 7. Датчики напряжения и тока 16 и 17 выдают электрические параметры дополнительных тестирующих импульсов на устройство управления 8, которое по полученным данным либо задает параметры последующего электродугового импульса, либо корректирует скорость подачи проволок-электродов.
Функционирование устройства электропитания осуществляется следующим образом. При включении подачи проволоки в распылителе и сближении распыляемых электродов 3 и 4 до величины пробойного расстояния блок запускающих и тестирующих импульсов 7 пробивает межэлектродный зазор и запускает ток генератора импульсов 1, подключенного через ключ 5 к распыляемым электродам. Генератор 1 вырабатывает на распыляемых электродах импульс тока заданной устройством управления величины и длительности. После истечения времени импульса тока ключ 5 закрывается и по команде устройства управления 8 при закрытых ключах 5 и 6 блоком запускающих и тестирующих импульсов 7 на межэлектродный зазор подается тестирующий электрический импульс, параметры которого (напряжение пробоя межэлектродного зазора, величина тока импульсов) регистрируются датчиками 16 и 17 и подаются на устройство управления 8. Исходя из зарегистрированных параметров тестирующих электрических импульсов (например, величины напряжения пробоя межэлектродного промежутка) и реализуемого способа стабилизации величины межэлектродного промежутка (посредством корректировки параметров импульсов дугового разряда при фиксированной скорости подачи проволок-электродов, либо посредством корректировки скорости подачи проволок-электродов при фиксированных параметрах импульсов дугового разряда) устройство управления 8 либо задает электрические параметры последующего электродугового импульса (например, увеличивает значение тока электродугового импульса при снижении напряжения пробоя межэлектродного зазора тестирующим импульсом), либо ускоряет/замедляет подачу проволок-электродов. Затем по команде устройства управления 8 блок запускающих и тестирующих импульсов пробивает межэлектродный зазор при открытом ключе 6 и обеспечивает прохождение силового импульса заданных параметров. После прохождения импульса тока от генератора 2 закрывается ключ 6 и подается тестирующий электрический импульс и цикл повторяется. Таким образом, на распыляемых электродах стабилизируется величина межэлектродного зазора и обеспечивается устойчивость процесса напыления.
Устойчивость режима распыления иллюстрируется осциллограммой импульсов тока и энерговкладов в импульсы, приведенной на фиг.4. Отличие энерговкладов в отдельные импульсы в среднем не превышает 10%, что исключает срывы процесса напыления из-за короткого замыкания электродов и определяет высокое по однородности качество покрытия при характерном размере напыляемых частиц порядка 20 мкм (фиг.5).
Изобретение позволяет повысить устойчивость процесса напыления и обеспечить высокую однородность по толщине наносимого покрытия.
Пример конкретного выполнения
В качестве примера конкретного выполнения приведен процесс напыления экранирующего алюминиевого покрытия на ткань для спецодежды инженерно-технического персонала, работающего в зонах с повышенным уровнем электромагнитного излучения.
Для распыления алюминиевой проволоки диаметром 1.6 мм использовался аппарат ЭМ-14М, доработанный с целью повышения электрической и механической прочности отдельных узлов и повышения стабильности скорости подачи проволоки.
В качестве транспортирующего газа использовался сжатый воздух. Подготовка воздуха с целью его стабилизации по давлению, влажности и температуре осуществлялась комплектом оборудования в составе:
- винтовой компрессор ВК30Е,
- сепаратор конденсата OWS 80,
- система фильтров FTP 160, FTS160, FTP080, FTS080,
- ресивер PB500.16.00,
- осушитель HDT130,
- стабилизатор температуры сжатого воздуха на основе термостата охлаждающей жидкости UltraCool-100 в комплекте с кожухотрубным теплообменником.
Давление на входе в распылитель в рабочем режиме стабилизировалось на уровне 5 бар, температура задавалась 18°C.
В качестве генератора импульсов электроэнергии, подаваемых на аппарат ЭМ-14М для формирования электродуговых импульсов, использовался источник питания, электрическая схема которого показана на фиг.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ | 2002 |
|
RU2211257C1 |
| Способ нанесения металлического порошкового покрытия на поверхность металлических подложек | 2016 |
|
RU2645421C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2672961C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОПОРОШКОВ ИЗ РАЗЛИЧНЫХ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2011 |
|
RU2475298C1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
| ПЛАЗМАТРОН | 2003 |
|
RU2225084C1 |
| ЭЛЕКТРОДУГОВАЯ ПЛАВИЛЬНАЯ ПЕЧЬ, ЭЛЕКТРОДНЫЙ УЗЕЛ И СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАВКИ | 2000 |
|
RU2184160C1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| КОМБИНИРОВАННЫЙ ИНДУКЦИОННО-ДУГОВОЙ ПЛАЗМОТРОН И СПОСОБ ПОДЖИГА ИНДУКЦИОННОГО РАЗРЯДА | 2014 |
|
RU2558728C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОКИСИ АЗОТА | 2021 |
|
RU2804697C1 |
Изобретение относится к технике нанесения покрытий напылением и может быть использовано в машиностроении для формирования покрытий на поверхностях деталей. Способ металлизации изделий включает напыление покрытия на основу путем подачи проволок-электродов, подключенных к источнику питания, в направлении их пересечения, нагрев и плавление их прерывистым дуговым разрядом, запускаемым в зазоре между концами проволок-электродов бесконтактным пробоем высоковольтным напряжением газового промежутка, и распыление полученного расплавленного металла струей транспортирующего газа. В промежутках между импульсами дугового разряда осуществляют зондирование зазора между проволоками-электродами посредством дополнительных тестирующих электрических импульсов, нагрев и плавление проволок-электродов импульсами дугового разряда производят при стабилизированной величине зазора между проволоками-электродами, а струю распыляющего расплав металла транспортирующего газа стабилизируют по температуре, влажности и давлению. Стабилизацию величины зазора между проволоками-электродами производят исходя из параметров предшествовавших тестирующих электрических импульсов либо посредством корректировки параметров импульсов дугового разряда при фиксированной скорости подачи проволок-электродов, либо посредством корректировки скорости подачи проволок-электродов при фиксированных параметрах импульсов дугового разряда. Изобретение позволяет повысить устойчивость процесса напыления и обеспечить высокую однородность по толщине наносимого покрытия. 2 з.п. ф-лы, 5 ил.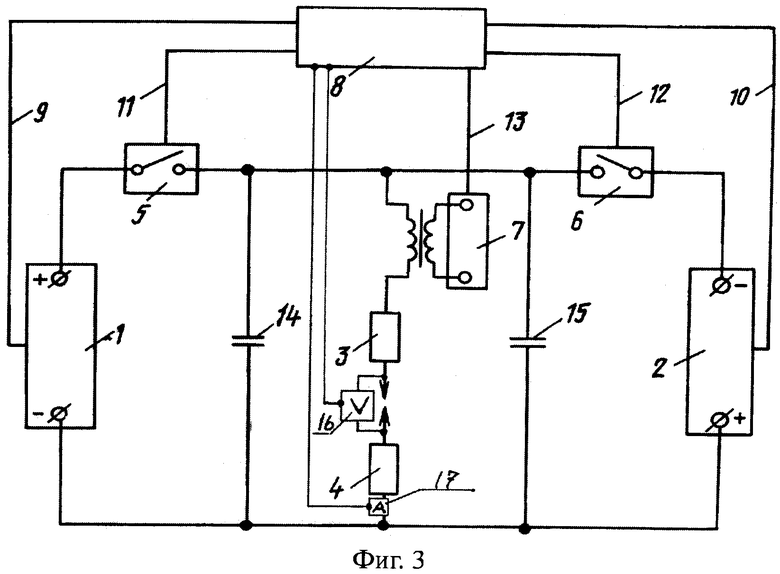
1. Способ металлизации изделий, включающий напыление покрытия на изделие путем подачи проволок-электродов, подключенных к источнику питания, в направлении их пересечения, нагрев и плавление их прерывистым дуговым разрядом, запускаемым в зазоре между концами проволок-электродов бесконтактным пробоем высоковольтным напряжением газового промежутка, и распыление полученного расплавленного металла струей транспортирующего газа, отличающийся тем, что в промежутках между импульсами дугового разряда осуществляют зондирование зазора между проволоками-электродами посредством дополнительных тестирующих электрических импульсов, при этом стабилизируют величину зазора между проволоками-электродами и производят нагрев и плавление проволок-электродов импульсами дугового разряда, причем струю распыляющего расплав металла транспортирующего газа стабилизируют по температуре, влажности и давлению.
2. Способ по п.1, отличающийся тем, что стабилизируют величину зазора между проволоками-электродами посредством корректировки параметров импульсов дугового разряда с учетом параметров предшествовавших тестирующих электрических импульсов при фиксированной скорости подачи проволок-электродов.
3. Способ по п.1, отличающийся тем, что стабилизируют величину зазора между проволоками-электродами посредством корректировки скорости подачи проволок-электродов с учетом параметров предшествовавших тестирующих электрических импульсов при фиксированных параметрах импульсов дугового разряда.
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ | 2002 |
|
RU2211257C1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |
| US 6772961 B2, 10.08.2004 | |||
| WO 1990009857 A1, 07.09.1990 | |||

