Изобретение относится к технологий изготовления спортивного инвентаря, преимущественно ракеток для большого тенниса из композиционных материалов на основе смол и высокопрочных волокон, например углеродных;
Целью изобретения является повышение производительности способа,
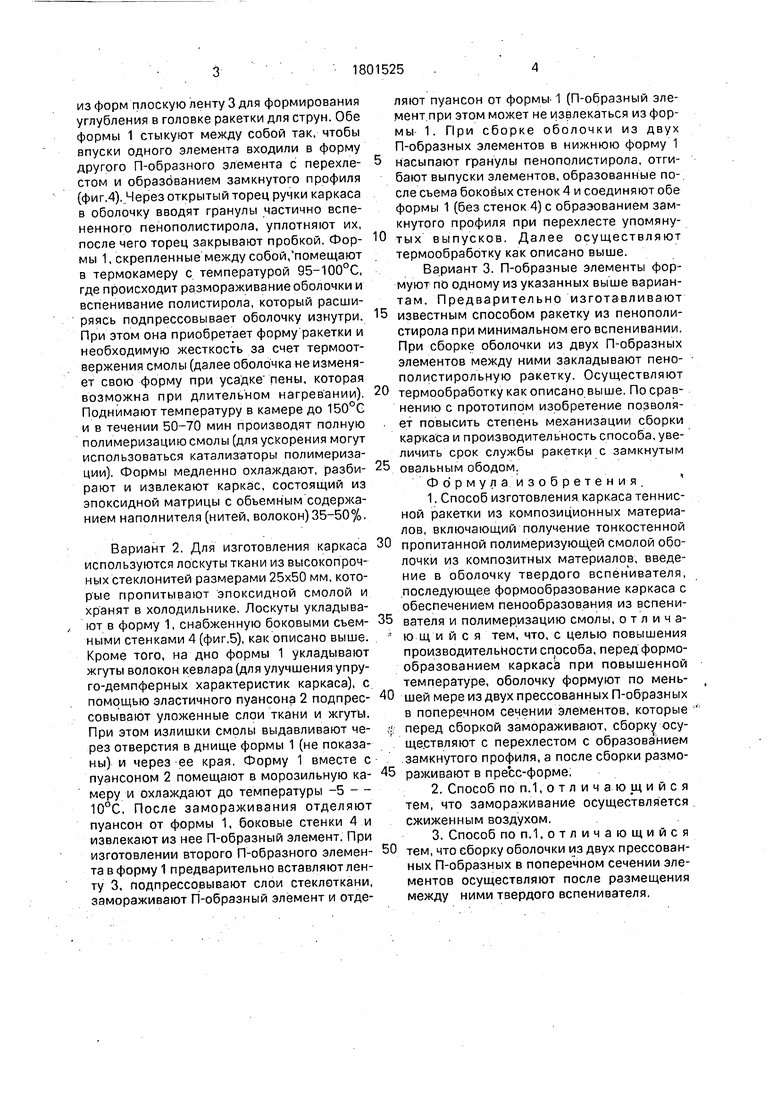
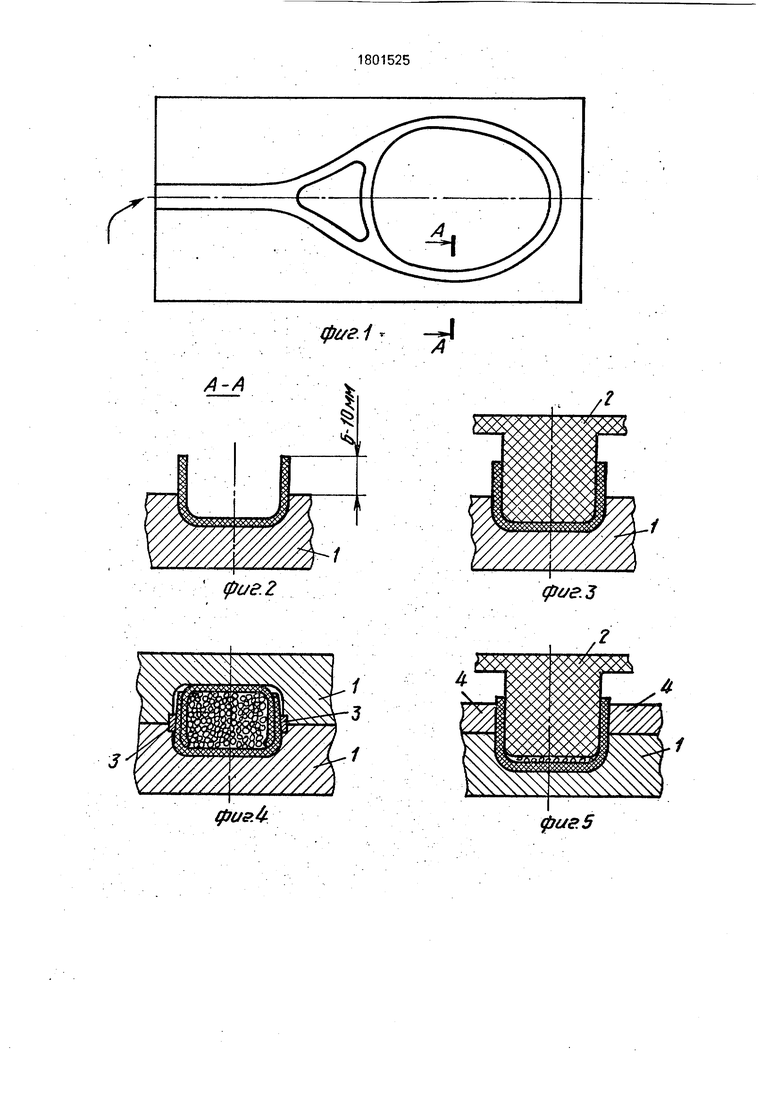
.На фиг.1 изображена пресс-форма для изготовления П-образного элемента каркаса теннисной ракетки, вид сверху; :на фиг,2 -сечение А-А.НЭ фиг.1; на фиг.З,4.5-этапы изготовления каркаса .. :
Спобоб осуществляется следующим .образом. . :-..
Вариант 1. Для изготовления каркаса ракетки используются препреги сетчатой структуры; состоящие из углев олокон, пропитанных неполностью отверженной эпок- сидной смолой Препрег предварительно режется на лоскуты размерами 20x50 мм. В пресс-форму 1, стенки которой имеют покрытие, обладающее низкой адгезией к смоле (например фторопластовое покрытие), укладывают лоскуты препрега внахлестку в
несколько, слоев, с образованием .выпуска 6-10 мм и так, чтобы общая толщина слоев в головке ракетки была 3-4 мм, а в ручке - 4-5 мм (фиг.2). С помощью эластичного пуансона 2, выполненного из прлиуретана и опудренноготальком (для исключения нали- пания смолы), производят прессование уложенных .слоев (фиг.З). При этом формируется П-рбразный элемент, имеющий полную форму ракетки с замкнутым ободом. Затем производится его замораживание, для чего в форму заливается жидкий воздух. Замороженный П-образный элемент извлекается из формы (например, с помощью сжатого воздуха, подаваемого через отверстия в днище формы) и помещают в холодильник, оборудованный поглотителем влаги где он хранится до сборки каркаса.
Аналогичным путем изготавливают другие П-образные элементы. Для сборки каркаса ракетки берут две пресс-формы 1, в каждую из которых закладывают изготовленные П-образные элементы. Выпуски одного элемента отгибают внутрь, вставляют в одну
ел
ю
из форм плоскую ленту 3 для формирования углубления в головке ракетки для струн. Обе формы 1 стыкуют между собой так, чтобы впуски одного элемента входили в форму другого П-образного элемента с перехлестом и образованием замкнутого профиля (фиг.4). Через открытый торец ручки каркаса в оболочку вводят гранулы частично вспененного пенополистирола, уплотняют их, после чего торец закрывают пробкой. Формы 1, скрепленные между собой, помещают в термокамеру с температурой 95-100°С, где происходит размораживание оболочки и вспенивание полистирола, который расширяясь подпрессовывает оболочку изнутри. При этом она приобретает форму ракетки и необходимую жесткость за счет термоотвержения смолы (далее оболочка не изменяет свою форму при усадке пены, которая возможна при длительном нагревании). Поднимают температуру в камере до 150°0 и в течении 50-70 мин производят полную полимеризацию смолы (для ускорения могут использоваться катализаторы полимеризации). Формы медленно охлаждают, разбирают и извлекают каркас, состоящий из эпоксидной матрицы с объемным содержанием наполнителя (нитей, волокон) 35-50%.
Вариант 2, Для изготовления каркаса используются лоскуты ткани из высокопрочных стеклонитей размерами 25x50 мм, которые пропитывают эпоксидной смолой и хранят в холодильнике, Лоскуты укладывают в форму 1, снабженную боковыми съемными стенками 4 (фиг.5), как описано выше. Кроме того, на дно формы 1 укладывают жгуты волокон кевлара (для улучшения упруго-демпферных характеристик каркаса), с помощью эластичного пуансона 2 подпрес- совывают уложенные слои ткани и жгуты. При этом излишки смолы выдавливают через отверстия в днище формы 1 (не показаны) и через ее края. Форму 1 вместе с пуансоном 2 помещают в морозильную камеру и охлаждают до температуры -5 - - 10°С, После замораживания отделяют пуансон от формы 1, боковые стенки 4 и извлекают из нее П-образный элемент. При изготовлении второго П-образного элемента в форму 1 предварительно вставляют ленту 3, подпрессовывают слои стеклоткани, замораживают П-образный элемент и отделяют пуансон от формы-1 (П-образный эле- мент.при этом может не извлекаться из фор- мы 1. При сборке оболочки из двух П-образных элементов в нижнюю форму 1
насыпают гранулы пенополистирола, отгибают выпуски элементов, образованные по-. еле съема боковых стенок 4 и соединяют обе формы 1 (без стенок 4) с образованием замкнутого профиля при перехлесте упомянутых выпусков. Далее осуществляют термообработку как описано выше.
Вариант 3. П-образные элементы формуют по одному из указанных выше вариантам. Предварительно изготавливают
известным способом ракетку из пенополистирола при минимальном его вспенивании. При сборке оболочки из двух П-образных элементов между ними закладывают пено- полистирольную ракетку. Осуществляют
термообработку как описано выше. Посрав- нению с прототипом изобретение позволя- ет повысить степень механизации сборки каркаса и производительность способа, увеличить срок службы ракетки с замкнутым
овальным ободом.
Ф о р м у л а и з о б р е т е н и я .
1. Способ изготовления каркаса теннисной ракетки из композиционных материалов, включающий получение тонкостенной
пропитанной полимеризующей смолой оболочки из композитных материалов, введение в оболочку твердого вспенивателя, последующее формообразование каркаса с обеспечением пенообразования из вспенивателя и полимеризацию смолы, о т л и ч а- ю щ и и с я тем, что, с целью повышения производительности способа, перед формообразованием каркаса при повышенной температуре, оболочку формуют по меньшей мере из двух прессованных П-образных
в поперечном сечении элементов, которые перед сборкой замораживают, сборку осуществляют с перехлестом с образованием .замкнутого профиля, а после сборки размораживают в пресс-форме;
2. Способ по п. 1,о т л и ч а ю 1Д и и с я тем, что замораживание осуществляется . сжиженным воздухом.
3. Способ по п.1 .отличающийся тем, что сборку оболочки из двух прессованных П-образных в поперечном сечении элементов осуществляют после размещения между ними твердого вспенивателя.
ф#гЛ -J А
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕННИСНАЯ РАКЕТКА | 1995 |
|
RU2113877C1 |
| Головка каркаса теннисной ракетки | 1990 |
|
SU1780784A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ СТРУН | 2020 |
|
RU2811750C2 |
| РАКЕТКА ДЛЯ НАСТОЛЬНОГО ТЕННИСА | 2012 |
|
RU2472558C1 |
| Устройство для натяжения струн теннисных ракеток | 1990 |
|
SU1784244A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ТЕННИСНОЙ РАКЕТКИ И МЯЧА | 2008 |
|
RU2368411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| МИНИ-СТОЛ ДЛЯ НАСТОЛЬНОГО ТЕННИСА И ИГРА В НАСТОЛЬНЫЙ ТЕННИС | 2009 |
|
RU2411896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПОРТИВНОГО ИНВЕНТАРЯ УДАРНОГО ДЕЙСТВИЯ | 1969 |
|
SU244165A1 |
| Тренажер для обучения и совершенствования техники подач в теннисе | 2021 |
|
RU2762372C1 |
Изобретение относится к технологии изготовления спортивного инвентаря, преимущественно ракеток для большого тенниса из композиционных материалов. Цель изобретения - повышение производительности способа. Для этого при формировании-тонкостенной оболочки из .полимерного композита, в которую вводят твердый вспениватель, используют по меньшей мере два П-обра зных в поперечном сечении элемента, которые перед сборкой замораживают, сборку осуществляют с перехлестом при образовании замкнутого профиля, после чего оболочку размораживают в форме, нагревая до пенообразования вспенивателя и полимеризации смолы. 2 з.п. ф-лы, 5 ил.
(рие.2
рг/аЗ
| СИСТЕМА БИОЛОГИЧЕСКОЙ ФИЛЬТРАЦИИ ИСКУССТВЕННЫХ И ПРИРОДНЫХ ВОДОЕМОВ | 2010 |
|
RU2437847C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
