Изобретение относится к испытательной технике и может быть использовано при контроле герметичности и прочности сварных, клепаных, паяных, цельнотянутых и других цилиндрических полых изделий, например тонкостенных труб, при подаче в них испытательной среды под избыточным давлением.
Цель изобретения - исключение деформации тонкостенных изделий.
Сущность предлагаемого технического решения заключается в следующем.
В процессе проведения испытаний диски при монтаже изделия в приспособлении перемещают вдоль оси его стержня до взаимодействия их опорных поверхностей с опорными поверхностями выступов. Взаиморасположение выступов выбрано таким образом, что зажимное усилие воспринимается не торцами изделия, а выступами. Это исключает деформацию тонкостенных изделий. У уплотнительных колец высота определена так, что их деформация при монтаже изделия, имеющего любую длину в пределах допуска, всегда будет больше минимально необходимой величины. Это позволяет надежно герметизировать зазоры между испытываемым изделием и Дисками. В то же время деформация уплотнительных колец всегда будет меньше максимально допустимой, что предохраняет кольца от быстрого износа.
Изобретение поясняется чертежом.
Осуществляют способ следующим образом.
Наворачивают диск 1 на стержень 2 до выступа 3. Устанавливают испытываемое изделие 4 на уплотнительное кольцо 5 из эластичного материала, например резины, расположенные в кольцевой канавке диска 1; На противоположный конец стержня 2 надевают диск 6 с уплотнительным кольцом 7 и поджимают диск 6 к выступу 8 гайкой 9, При этом уплотнительные кольца 5 и 7, контактирующие с изделием 4, деформируются в пределах emin Ј emax - чем обеспечивают требуемую герметичность зазоров.
При определении суммарной высоты уплотнительных колец 5 и 7 следует руководствоваться тем, что для создания необходимой и достаточной герметизации зазоров между дисками 1 и 6 и изделием 4 уплотнительные кольца 5 и 7 должны быть деформированы в пределах
Р - у hf cmax - 2/.--fy--
i - г
i -hf
ax
I 1
hi
где hi - высота 1-го уплотнительного кольца в свободном состоянии;
himin - высота 1-ого уплотнительного кольца после максимально допустимой деформации,
hi
- высота i-oro уплотнительного
кольца после минимально необходимой деформации.
Значение етах и Јmin зависят от материала уплотнительных колец и, в частности, для резины они соответственно равны 0,35 и 0,15.
Снабжение стержня выступами, расстояние между которыми выбрано по рекомендуемой зависимости, обеспечивает, по сравнению с прототипом, уменьшение до необходимого значения осей нагрузки, действующей на изделие при его герметизации. Это позволяет испытывать на герметичность и прочность тонкостенные изделия, исключая при этом возможность их деформации.
Представленный способ прост и удобен в эксплуатации, что дает возможность широко применять его при испытаниях цилиндрических полых изделий, например тонкостенных труб, на герметичность и
прочность.
Ф о р м у л а и з о б р е т е н и я
Способ герметизации цилиндрических полых изделий при испытаниях внутренним давлением, заключающийся в том, что устанавливают на торцах изделия с уплотни- тельными кольцами, связанные стержнем, перемещают диски вдоль стержня в направ- лении друг к другу, отличающийся тем, что, с целью исключения деформации тонкостенных изделий, используют стержень с выступами, перемещение дисков осуществляют до упора своими опорными поверхностями в опорные поверхности выступов, а расстояние I между опорными поверхностя. 2
ми выступов и суммарная высота hi
i 1
уплотнительных колец выбраны из соотношений:
/ + t-шк - 2, Ч + 0 °-95 Јтах) Ј, А/;
/ 1
i 1
51809357 о
mi - выступание опорной поверхности
ii 1-го диска относительно его поверхности, / Lmtn- 2/m/+(1 1,1 fimin) , контактирующей с уплотнительным коль 1 1 1цам;
„ 5 Јтах и Cmin максимально допустимая
2) hi -- 1ГБ-и минимально необходимая деформация yrtI , «max еттлотнительных колец;
д Lmax - Uiin - допуск изготовления на где Lwaxc и LMHH - максимальная и минималь-длину изделия, ная длины испытываемого изделия;10
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ ПАТРУБКОВ И ИСПЫТАТЕЛЬНЫЙ СТЕНД ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ БЕСФЛАНЦЕВОГО ИСПОЛНЕНИЯ | 2005 |
|
RU2297610C2 |
| СПОСОБ ИСПЫТАНИЯ ТОНКОСТЕННЫХ ОБРАЗЦОВ ПОД НАПРЯЖЕНИЕМ И УСТРОЙСТВО "ЛЕТАЮЩАЯ ТАРЕЛКА" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2437077C1 |
| Уплотнительное устройство | 1991 |
|
SU1809891A3 |
| УСТРОЙСТВО ЗАТВОРНОЕ ДЛЯ ИСПЫТАТЕЛЬНОЙ КАМЕРЫ ВЫСОКОГО ДАВЛЕНИЯ | 2015 |
|
RU2596680C1 |
| ИСПЫТАТЕЛЬНЫЙ СТЕНД ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ БЕСФЛАНЦЕВОГО ИСПОЛНЕНИЯ | 2015 |
|
RU2597672C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИСПЫТАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2007 |
|
RU2358251C1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2349817C2 |
| СКВАЖИННЫЙ ШТАНГОВЫЙ НАСОС | 2001 |
|
RU2202708C2 |
| Устройство для герметизациипОлыХ издЕлий | 1977 |
|
SU842438A1 |
| ГЕРМЕТИЗАТОР УСТЬЕВОЙ МНОГОЭЛЕМЕНТНЫЙ | 2012 |
|
RU2483188C1 |
Изобретение относится к технике контроля герметичности и прочности цилиндрических полых изделий и позволяет исключить деформацию тонкостенных изделий. На торцах изделия 4 устанавливают диски 1 и 6 с уплотнительными кольцами 5 и 7, связанные стержнем 2 с выступами 3 и 8. Перемещают диски 1 и 6 до упора в выступы 3,8. Расстояние между опорными поверхно- стями выступов 3 и 8 и суммарная высота уплотнительных колец 5,7 выбираются так, чтобы деформация последних не превышала допустимую. 1 ил.„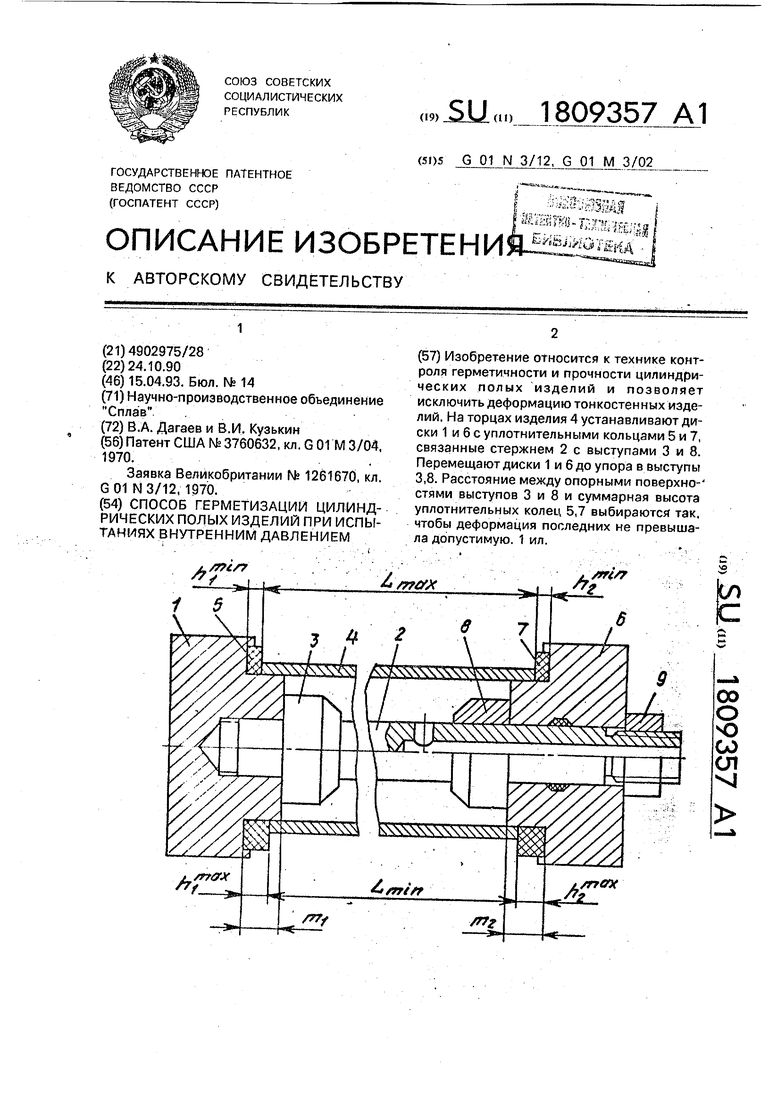

| Патент США № 3760632, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ лечения больных хроническим фурункулезом | 1983 |
|
SU1261670A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
