Изобретение относится к ультразвуковой технике, в частности к генераторам для ультразвуковой микросварки.
Целью изобретения является снижение ультразвукового воздействия в начальный момент сварки.
На фиг.1 приведена функциональная схема двухрежимного генератора; на фиг.2 - зависимость тока (амплитуды УЗ-колеба- ний) ультразвукового преобразователя от частоты, где кривая 1 - без нагружения УЗП, а кривые 2,3- под нагруженном.
Двухрежимный ультразвуковой генератор (фиг.1) содержит частотно-модулируемый задающий генератор 1, первый и второй регуляторы мощности 2 и 3, усилитель мощности 4, выходом подключенный к ультразвуковому преобразователю (УЗП) 5, фазовую автоподстройку частоты (ФАПЧ) 6, пять аналоговых ключей 7,8,9,10 и 11, два формирователя 12 и 13 импульса, три элемента И-НЕ 14, 15 и 16, два резистора 17 и 18, коммутирующее устройство 19, элемент И 20, регулируемый источник 21 опорного напряжения, устройство выборки-хранения (УВХ) 22,сумматор 23 и датчик тока 24 УЗП 5, подключенного параллельно к входам ФАПЧ 6, выход которой подключен к входу УВХ 22 и входу третьего аналогового ключа 9, выходом связанного с выходом пятого аналогового ключа 11 и входом задающего генератора 1, выход которого соединен с входами регуляторов 2 и 3 мощности и через первый резистор 17 с входом первого аналогового ключа 7, выходом связанного с выходами второго 8 и четвертого 10 аналоговых ключей и входом усилителя мощности 4, выход которого соединен с первым входом ФАПЧ 6, второй вход которой соединен с датчиком 24 тока, выходы регуляторов мощности 2 и 3 соответственно подключены к входам аналоговых ключей 8 и 10, управляющие входы которых соответственно подключены к выходам формирователей 12 и 13, при этом вход формирователя 12 соединен с выходом элемента И-НЕ 15, а вход формирователя 13 - с выходом элемента И-НЕ 16, первый вход которого связан с первым входом элемента И-НЕ 15, являющимся цепью внешнего запуска, второй вход элемента И-НЕ 16 соединен с управляющим входом пятого аналогового ключа 11 и выходом элемента И-НЕ 14, входы которого связаны с вторым входом элемента И-НЕ 15, управляющими входами аналоговых ключей 7 и 9 и управляющим входом УВХ 22, выход которой соединен со вторым входом сумматора 23, выходом связанного с входом аналогового ключа 11, при этом на первый вход сумматора 23 подается от регулируемого источника 21 опорное напряжение, первый вход элемента И 20 является входом переключения режима ультразвукового генератора от внешней управляющей системы, второй вход элемента И 20, на который через резистор 18 подано опорное напряжение, связан с входом коммутирующего устройства 19, выход которого связан с корпусом.
0 Двухрежимный ультразвуковой генератор работает следующим образом.
Перед началом работы Двухрежимный ультразвуковой генератор настраивают определенным образом, а именно: коммутиру5 ющееустройство 19(фиг.1)устанавливаютв положение разомкнуто, в результате на втором входе элемента И 20 будет уровень логической 1. На первый вход элемента И 20 от внешней управляющей системы сва0 рочной установки (на черт, не показано) так же поступает уровень логической 1, соответствующий работе ультразвукового генератора в режиме 1. Таким образом, на выходе элемента И 20 будет уровень логиче5 ской Г, который поступает на управляющий вход УВХ 22, переводя его в режим выборки и этот же уровень логической 1 с выхода элемента И 20 поступает на управляющие входы аналоговых ключей 7 и 9,
0 которые открываются, в результате выход задающего генератора 1 через ограничительный резистор 17 и открытый аналоговый ключ 7 оказывается соединенным с входом усилителя мощности 4. На выходе
5 усилителя мощности 4 возникает сигнал, ограниченный по мощности резистором 17, возбуждающий УЗП 5. Протекающий ток через УЗП 5 создает падение напряжения на датчике тока 24 (в виде резистора, последо0 вательно соединенного с УЗП), которое поступает на второй вход ФАПЧ 6. На первый вход ФАПЧ 6 поступает напряжение с выхода усилителя мощности 4. ФАПЧ 6, сравнивая фазовый сдвиг между напряжением на
5 УЗП 5 и протекающим через него током, вырабатывает на своем выходе управляющий сигнал, поступающий на вход задающего генератора 1 через аналоговый ключ 9, который изменяет свою частоту, пока фазр0 вый сдвиг между напряжением и током УЗП 5 станет равным нулю, т.е. произойдет настройка задающего генератора 1 на частоту резонанса fp (см. фиг.2 кривая 1). Контроль максимального значения тока Imax можно
5 производить любым измерительным прибором путем замера падения напряжения на . датчике тока 24 (фиг.1) по его максимальному значению (на чертеже, для простоты не показано). После этого переводят коммутирующее устройство 19 в положение включено, что соответствует режиму 11 работы ультразвукового генератора. На выходе элемента И 20 появляется уровень логического О и по этой команде аналоговые ключи 7 и 9 закрываются, а УВХ 22 переходит в режим хранения сигнала, поступавшего с выхода ФАПЧ 6 до переключения ультразвукового генератора в режим Л. Уровень логи- ческого О с выхода элемента И 20 инвертируется элементом И-НЕ 14 и на его выходе будет уровень логической .поступающий на управляющий вход аналогового ключа 11, который открывается. Затем устанавливают выходное напряжение регулируемого источника 21 опорного напряжения, поступающее на первый вход сумматора 23, который суммирует его с поступающим напряжением с выхода УВХ 22, таким чтобы напряжение с выхода сумматора 23 через открытый ключ 11 увеличило частоту задающего генератора 1 с частоты резонанса fp (фиг.2) до частоты антирезонанса fa, на которой ток через УЗП 5 (фиг.1) минимален. Контроль минимального значения тока на частоте антирезонанса fa (фиг.2) можно осуществлять, как было указано выше,лю- бым измерительным прибором путем замера мя напряжения ня датчике тока 24 (фиг,1). После приведенной настройки коммутирующее устройство 19 переводят в положение разомкнуто, т.е, устанавливается режим I и генератор готов к работе в составе сварочной установки.
Далее работа ультразвукового генератора происходит следующим образом. При поступлении от управляющей системы сварочной установки (на чертежах не показано) на первый вход элемента И-НЕ 15 (фиг.1) импульса положительной полярности, на выходе элемента И-НЕ 15 появится импульс отрицательной полярности, так как на втором входе элемента И-НЕ 15 присутствует уровень логической единицы с выхода элемента И 20. Импульс отрицательной полярности с выхода элемента И-НЕ 15 поступает на вход первого формирователя 12 и запускает его. Формирователь 12 вырабатывает на своем выходе импульс регулируемой длительности (определяет длительность рочного импульса в режиме I), который поступает на управляющий вход аналогового ключа 8 и открывает его. Таким образом, выходной сигнал задающего генератора 1 через регулятор мощности 2 (устанавливает мощность сварочного импульса) и через открытый аналоговый ключ 8 поступает на вход усилителя мощности 4, выходной сигнал которого возбуждает УЗП 5 на частоте резонанса и производится сварка проволочного вывода к внешнему выводу прибора.
При переходе сварочной установки во вторую позицию сварки (на кристалл), от ее управляющей системы на первый вход элемента И 20 поступает уровень логического 5 О и ультразвуковой генератор переходит в режим II, т.е. частота задающего генератора 1 увеличивается до антирезонансной частоты fa (фиг.2) ультразвукового преобразователя 5 (фиг.1). При этом, как было показано, 0 поскольку на выходе элемента И 20 уровень логического О, УВХ 22 переходит в режим хранения, аналоговые ключи 7 и 9 закрываются, а аналоговый ключ 11 открывается. Поскольку частота резонанса (фиг.2) в тече5 ние рабочих циклов сварочной установки может изменяться за счет теплового нагрева УЗП 5 (фиг.1), его старения и др. факторов, то значит напряжение на выходе ФАПЧ 6 также будет изменяться. УВХ 22 после.
0 перехода в режим II запоминает уровень сигнала с ФАПЧ 6, в результате с выхода сумматора 23, который производит операцию сложения опорного напряжения с выхода источника 21 и сигнала с выхода УВХ
5 22, поступает сигнал через открытый аналоговый ключ 11 на управляющий вход задающего генератора 1, который увеличивает его частоту с fp (фиг.2) до частоты антирезонанса fa, где ток через УЗП 5 (фиг. 1) минимален.
0
После прихода сварочной головки (на чертежах не показано) в позицию второй сварки производят нагружение УЗП 5, при этом зависимость тока через УЗП 5 от часто5 ты имеет вид кривой 2 на фиг.2. Поскольку задающий генератор 1 (фиг.1) вырабатывает сигнал с частотой fj (фиг.2), то ток через УЗП 5 (фиг.1) перед началом сварки будет ( (фиг.2). После нагружения УЗП 5 (фиг.1), на
0 первый вход элемента И-НЕ 16 подается импульс запуска положительной полярности, в результате на выходе элемента И-НЕ 16 появляется импульс отрицательной полярности, который поступает на вход второ5 го формирователя 13 и запускает его. Формирователь 13 вырабатывает импульс регулируемой длительности (определяет время сварочного импульса в режиме II), который поступает на управляющий вход
0 аналогового ключа 10 и открывает его на время, равное длительности импульса с выхода формирователя 13. Выходной сигнал задающего генератора 1 на частоте fa (фиг.2) через регулятор мощности 3 (фиг. 1) и
5 открытый аналоговый ключ 10 поступает на вход усилителя мощности 4, который возбуждает УЗП 5. Как было показано выше, начало сварки начинается при небольшой амплитуде УЗ-колебаний ( Јч на кривой 2,
фиг.2), на которой происходит сцепление свариваемых материалов.
При этом возрастают активные потери и амплитудная характеристика на фиг.2 смещается вправо (кривая 3). Соответственно на частоте fg ток растет до величины 12, при котором происходит основной процесс сварки. Поскольку предварительное сцепление свариваемых материалов осуществляется при небольшой амплитуде УЗ-колебаний, то исключаются выплески свариваемых материалов при дальнейшем росте УЗ-колебаний,
Таким образом, в результате минимизации ультразвукового воздействия в начальный момент сварки исключается образование сварных соединений неправильной формы (например, асимметрия привариваемых шариков к контактным площадкам ИС), а также выплесков привариваемых проводников, приводящих замыканиям топологии ИС. Далее процесс работы УЗ Г повторяется, а именно на первый вход элемента И 20 поступает уровень логической 1, т.е. УЗ Г переводится в режим I и подают импульс запуска на первые входы элементов, И-НЕ 15 и 16.
Формула изобретения
Двухрежимный ультразвуковой генератор, содержащий блок управления сварочной установкой, последовательно соединенные частотно-модулируемый задающий генератор, первый резистор, первый ключ, усилитель мощности ультразвуковой преобразователь, датчик тока ультразвукового преобразователя, подключенный к первому входу к блоку фазовой автоподстройки частоты, второй вход которого соединен с выходом усилителя мощности и выход через третий ключ подключен ко входу задающего генератора, к выходу задающего генератора также подключены два регулятора
мощности, выходы которых через второй и четвертый ключи соответственно соединены с входом усилителя мощности, элемент И первым входом подключен к блоку управления сварочной установкой, а вторым входом через коммутатор - к общей шине и через второй резистор - к источнику опорного напряжения, выход элемента И соединен с входами первого элемента И-НЕ и первым входом второго элемента И-НЕ, а
выходом - к первому входу третьего элемента И-НЕ, вторые входы второго и третьего элементов И-НЕ соединены с блоком управления сварочной установки, выходы второго и третьего элементов И-НЕ через соответствующие формирователи импульсов соединены с управляющими входами второго и четвертого ключей соответственно, управляющие входы первого и третьего ключей соединены с выходом элемента И, о т л ичающийся тем, что, с целью снижения ультразвукового воздействия в начальный момент сварки, в него введены последовательно соединенные регулируемый источник опорного напряжения, сумматор и
пятый ключ, а также устройство выборки- хранения, выходом подключенное к второму входу сумматора, первым входом - к выходу элемента И, вторым входом - к выходу блока фазовой автоподстройки частоты и входу третьего ключа, выход которого соединен с выходом пятого ключа, управляющий вход которого подключен к выходу первого элемента И-НЕ.
9аг. г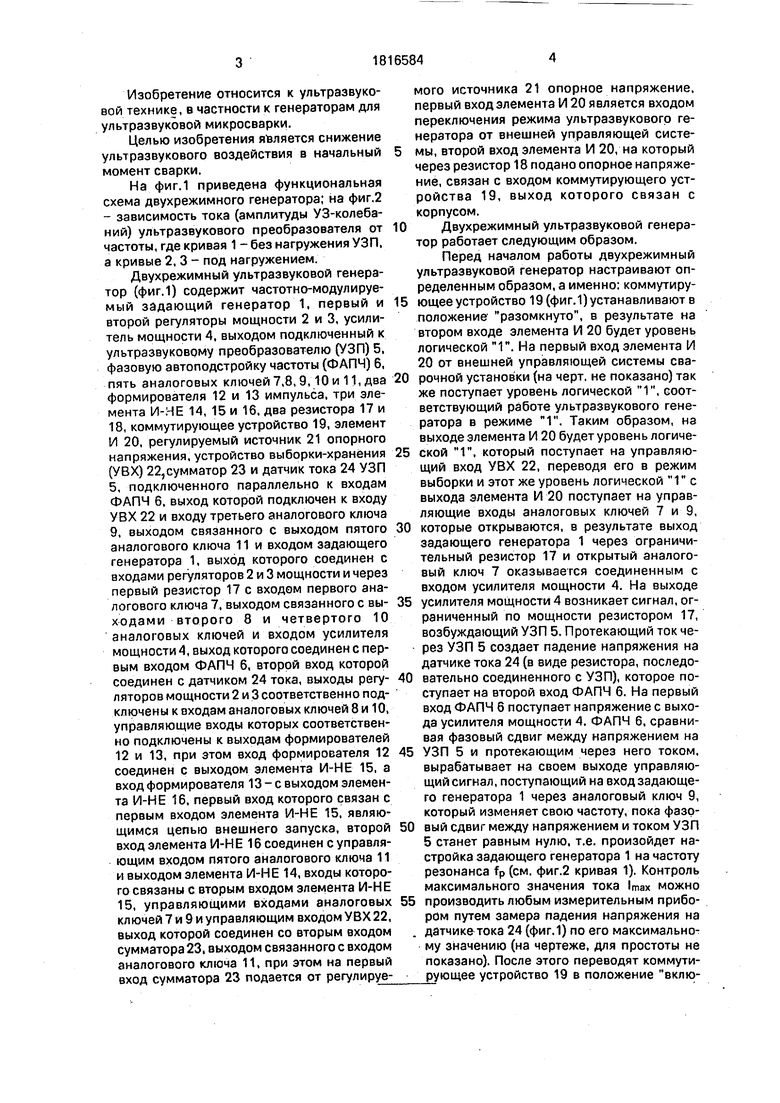


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ СДВИГА ФАЗ ДВУХ СИНУСОИДАЛЬНЫХ СИГНАЛОВ | 1992 |
|
RU2007736C1 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО ТОКА ПАКЕТА ШИН | 2003 |
|
RU2239198C1 |
| Устройство контроля | 1985 |
|
SU1291931A1 |
| Аналоговый измеритель скорости | 1985 |
|
SU1283666A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Ультразвуковой генератор | 1983 |
|
SU1102465A1 |
| КОГЕРЕНТНАЯ РАДИОЛИНИЯ | 2005 |
|
RU2286026C1 |
| Устройство для измерения задержки четырехполюсников | 1989 |
|
SU1677670A1 |

Использование: возбуждение УЗ-коле- баний в установках для микросварки. Сущность изобретения: ультразвуковой генератор содержит частотно-модулируемый задающий генератор 1, частота которого в одном режиме равна частоте резонанса, а в другом - частоте антирезонанса. Генератор содержит регуляторы мощности 2. 3, усилитель мощности 4, ультразвуковой преобразователь 5, блок фазовой автоподстройки частоты 6, ключи 7-11. формирователи импульсов 12, 13, устройство выборки-хранения 22, сумматор 23, датчик тока 24 и элементы логики. Генератор исключает появление асимметричныхсварных соединений. 2 ил. 7
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
