Изобретение относится к обработке металлов давлением и может быть использовано на участках резки прокатных станов.
Целью изобретения является снижение энергоемкости и металлоемкости ножниц.
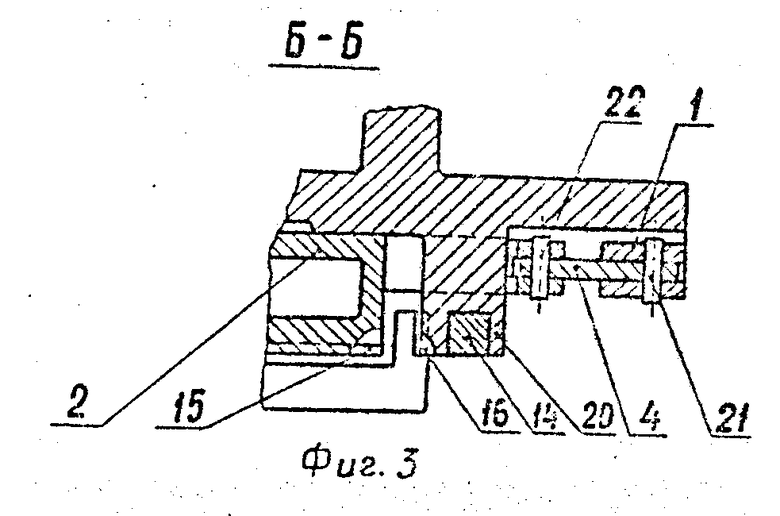
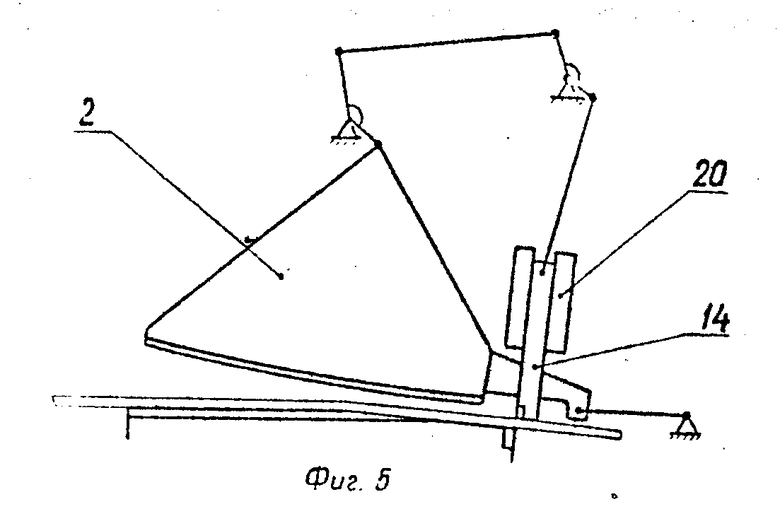
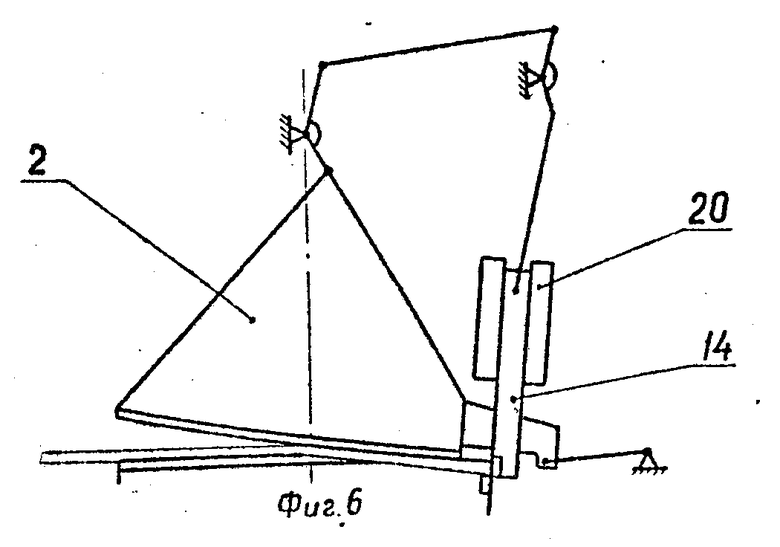
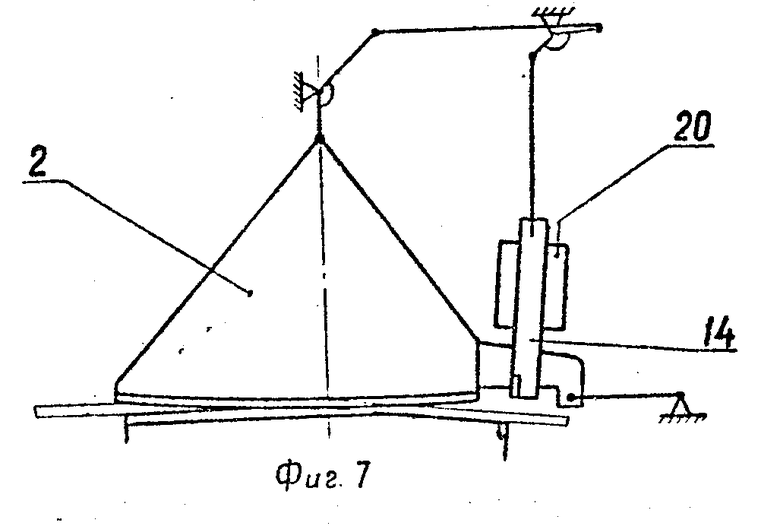
На фиг. 1 изображен вид сверху на кромкообрезные ножницы; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4-7 этапы резания.
Кромкообрезные ножницы содержат станину 1, ножевую балку 2, установленную на кривошипном валу 3 и соединенную со станиной 1 тягой 4. Кривошипный вал 3 соединен с приводным кривошипным валом 5 кривошипно-шатунной передачей, включающей звено 6, насаженное на кривошипный вал 3, звено 7, установленное на кривошипном валу 5, например, консольно или между опорами, и тягу 8. Кривошипный вал 5 муфтой 9 связан с редуктором 10, который соединен с электродвигателем 11 муфтой 12. На цапфе вала 5 смонтирован шатун 13 поперечной резки, связанный с держателем 14. В станине 1 закреплен нижний горизонтальный нож 15 продольной резки с прямолинейной режущей кромкой и нижний нож 16 для поперечной резки кромки листа 17. Оси кривошипных валов 3 и 5 расположены перпендикулярно режущей кромке нижнего ножа продольной резки. В нижней части ножевой балки 2 закреплен верхний нож 18 для продольной резки с дугообразной режущей кромкой, выполненной с постоянным радиусом, а в держателе 14 укреплен верхний нож 19 для поперечной резки кромки. Держатель 14 перемещается в направляющих 20.
Тяга 4 соединена со станиной 1 осью 21, а шарниром 22 с ножевой балкой 2.
Кромкообрезные ножницы работают в автоматическом режиме следующим образом.
В исходном положении верхний нож 18 продольной резки находится в крайнем верхнем положении, а верхний нож 19 поперечной резки расположен над листом 17. Лист 17 подается по рольгангу и останавливается между ножами 18 и 15 продольной резки кромки в положение, чтобы порезка продольной кромки осуществлялась только при катящемся движении верхнего ножа. Ножевая балка 2 с верхним ножом 18 опускается на величину необходимого перекрытия ножей 18 и 15, а затем катящимся движением надрезают лист 17. После чего начинается холостой ход верхнего ножа 18 продольной резки, при котором одновременно лист 17 подается рольгангом на необходимый расчетный шаг. Затем происходит повторное надрезание кромки в продольном направлении, после чего при повторном холостом ходе верхнего ножа 18 продольной резки лист снова подается на заданный шаг и останавливается. Верхний нож 19 поперечной резки кромки опускается вплотную к листу, а верхний нож 18 продольной резки находится над листом. Происходит поперечная резка кромки, ранее надрезанной в продольном направлении. После окончания поперечной резки кромки верхний нож 18 продольной резки опускается вплотную к надрезанной кромке и отрезает кромку в продольном направлении. В это время верхний нож 19 поперечной резки перемещается вверх, а затем и ножевая балка 2 с верхним ножом 18 продольной резки тоже перемещается в исходное положение.
Указанные операции резки повторяются до полной отрезки продольных кромок листа.
В прототипе одновременность разрезания кромок листа в продольном и поперечном направлениях отрицательно сказывается на увеличении усилия резания и крутящего момента, так как происходит наложение моментов ("пик" моментов).
За счет раздельной порезки кромок листа в продольном и поперечном направлении происходит снижение мощности привода, а следовательно, энергозатрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО ПРОКАТА | 1991 |
|
RU2014968C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2020046C1 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2009 |
|
RU2419521C2 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2011 |
|
RU2498884C2 |
| Ножницы для резки листа | 1982 |
|
SU1038107A1 |
| ВТАЛКИВАТЕЛЬ СЛИТКОВ В ПРОКАТНУЮ КЛЕТЬ | 1992 |
|
RU2015759C1 |
| МЕХАНИЗМ ОДНОВРЕМЕННОГО СМЫКАНИЯ НАГРЕВАТЕЛЬНЫХ ПЛИТ ПРЕССА | 1992 |
|
RU2099183C1 |
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПРОКАТА | 1992 |
|
RU2034234C1 |
| Маятниковые летучие ножницы | 1976 |
|
SU948562A1 |
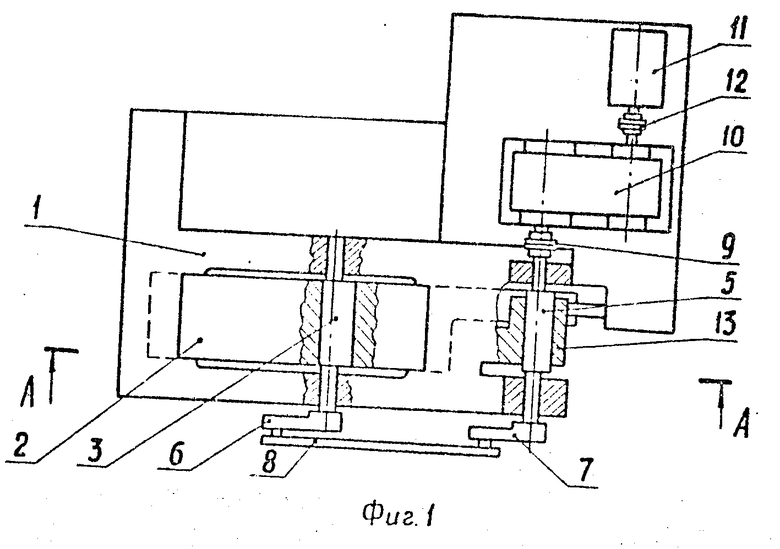

Изобретение относится к обработке металлов давлением и может быть использовано в линии резки прокатных станов. Цель изобретения снижение энергоемкости и металлоемкости ножниц. Ножницы содержат станину 1 с укрепленными в ней нижними ножами продольной 15 и поперечной 16 резки, кривошипные валы (КВ) 3 и 5, ножевую балку 2 с верхним ножом продольной резки 18, держатель 14 с верхним ножом 19 и шатуном 13 поперечной резки, установленным на приводном КВ 5. Ножевая балка 2 смонтирована на КВ 3, шарнирно соединена со станиной 1 тягой 4. На приводном КВ 5 установлено звено 7, связанное с КВ 3 тягой 8. Режущая кромка верхнего ножа продольной резки 18 выполнено постоянной кривизны. В работе лист подается между ножами продольной резки 15 и 18, производится надрез продольной кромки листа, продольная ее резка, а затем поперечная резка кромки. 1 з. п. ф-лы. 7 ил.
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
